面向大长度天线的集装收纳式在轨组装装置及方法
文献发布时间:2023-06-19 09:40:06
技术领域
本发明涉及面向大长度天线的集装收纳式在轨组装装置及方法,属于天线在轨组装技术领域。
背景技术
天基雷达由于能够进行全球覆盖和不受地域、政治、战略等因素影响,并能实现全天候、昼夜连续的监测等众多优点,因此受到了众多国家的广泛重视。
然而由于受火箭推力、整流罩包络及机构复杂度的影响,当前的展开机构难以满足未来深空探测、天文观测、天基雷达等工程所需的大面积、大跨度空间结构的构建要求。
在轨组装是将单次/多次入轨的结构模块、功能模块等基本单元依序组装成期望的大型空间系统,包括在轨连接、构建和组合,从模块安装到功能模块航天器的在轨组装与重构,再到大型独立舱段的在轨对接,以及更大规模的大型空间结构的构建,具有结构效率高、扩展性强、可逐步升级等特性。
通过对在轨装配技术进行检索发现,CN201720465377.3《一种使用空间机器人的空间桁架在轨装配系统》等发明专利都需要空间装配机器人或机械手的配合实现,实现难度和代价大。
发明内容
本发明的技术解决问题是:克服现有技术的不足,提出了面向大长度天线的集装收纳式在轨组装装置及方法,天线板采用外部接口一致的模块化框架储存于具备定位和压紧功能的集装箱体中发射入轨,相比传统展开机构在收拢状态发射的天线,本发明发射体积更小、刚度更高、入轨后通过两自由度运动平台系统实现天线板的有序运送和定位,通过单自由度电动推杆和天线板框架上的接口实现天线板件的高精度定位和快速链接。本发明系统简洁可靠,成本低,实现难度小。
本发明的技术方案是:
面向大长度天线的集装收纳式在轨组装装置,包括:支撑框架、单向传送机构、双向传送机构、装配组件;
支撑框架上固定安装有单向传送机构、双向传送机构和装配组件;
多个天基雷达板单元层叠放置,形成层叠结构;每个天基雷达板单元分别固定连接单向传送机构,单向传送机构驱动多个天基雷达板单元同步沿板面法线方向直线运动,同时,单向传送机构上设置有与天基雷达板单元配合的限位结构,限制天基雷达板单元的扭转和晃动;
双向传送机构驱动位于层叠结构底部的天基雷达板单元与位于层叠结构底部倒数第二块的天基雷达板单元共面,或,驱动拼接成型的多块天基雷达板单元沿拼接方向的反向运动;
装配组件用于将位于层叠结构底部的天基雷达板单元与位于层叠结构底部倒数第二块的天基雷达板单元拼接固定成一个整体平面结构。
还包括固定绳缆及火工品;
在轨拼装天基雷达板单元前,固定绳缆及火工品将多个层叠放置的天基雷达板单元固定连接。
单向传送机构包括:驱动履带电机、履带、限位导轨;
支撑框架上沿层叠方向固定安装有多个履带和限位导轨;
天基雷达板单元的两对称侧壁上均设置有多个向外凸出的限位挡块,履带的齿牙结构与天基雷达板单元的限位挡块配合;驱动履带电机用于驱动履带带动天基雷达板单元沿层叠方向由顶部至底部运动;
天基雷达板单元的两对称侧壁上均设置有多个向外凸出的限位块,限位块的横截面为三角形,两对称侧壁上的限位块的斜边方向相反;限位导轨上设置的限位结构与天基雷达板单元的限位块配合。
双向传送机构包括:驱动摩擦轮、压紧轮、驱动组件和定位限位结构;
驱动组件利用磁铁固定连接位于层叠结构底部的天基雷达板单元并移动至装配位置;
驱动摩擦轮和压紧轮配合,驱动天基雷达板单元平行于板面运动;
定位限位结构用于限制天基雷达板单元的运动位置。
驱动组件包括:十字滑轨、电动推杆、电磁吸盘和附着铁片;
电磁吸盘固定连接电动推杆,电动推杆能够沿十字滑轨滑动;
十字滑轨固定连接支撑框架;
天基雷达板单元的两对称侧壁上均设置有用于安装附着铁片的铁片凹槽d;
电磁吸盘与天基雷达板单元上的铁片配合,使电动推杆带动天基雷达板单元移动至装配位置。
装配组件包括:电动推杆、螺钉组件、底座组件、按压螺钉装置和限位挡板;
电动推杆和限位挡板固定连接支撑框架;按压螺钉装置固定连接电动推杆;
在装配位置,两块天基雷达板单元的搭接边缘通过限位挡板对齐;
位于下面的天基雷达板单元固定安装有底座组件,位于上面的天基雷达板单元固定安装有螺钉组件;
电动推杆驱动按压螺钉装置按压位于上面的天基雷达板单元向下运动,直至底座组件和螺钉组件装配到位,两块天基雷达板单元拼接固定成一个整体平面结构。
在天基雷达板单元的搭接边缘加工有凸条和定位锥柱作为定位限位结构;
两块天基雷达板单元搭接边缘的定位限位结构互相配合。
一种利用上述的面向大长度天线的集装收纳式在轨组装装置进行装配的方法,包括步骤如下:
1)在天基雷达板单元的搭接边缘加工有凸条和定位锥柱作为定位限位结构;
2)多个天基雷达板单元层叠放置,形成层叠结构;每个天基雷达板单元分别固定连接单向传送机构;
3)在轨拼装天基雷达板单元前,使用固定绳缆及火工品将多个层叠放置的天基雷达板单元固定连接;
4)在轨拼装天基雷达板单元时,解锁爆破固定绳缆及火工品;
5)单向传送机构驱动多个天基雷达板单元同步沿板面法线方向直线向下运动;
6)双向传送机构驱动位于层叠结构底部的天基雷达板单元与位于层叠结构底部倒数第二块的天基雷达板单元共面;
9)驱动组件驱动天基雷达板单元移动至装配位置;
10)电动推杆驱动按压螺钉装置按压位于上面的天基雷达板单元向下运动,直至位于下面的天基雷达板单元的底座组件和位于上面的天基雷达板单元的螺钉组件装配到位,两块天基雷达板单元拼接固定成一个整体平面结构;
11)重复步骤5)~10)直至完成单侧多块天基雷达板单元的拼接工作,使用双向传送机构驱动完成单侧拼接成型的多块天基雷达板单元沿拼接方向的反向运动,完成拼接工作。
本发明与现有技术相比的有益效果是:
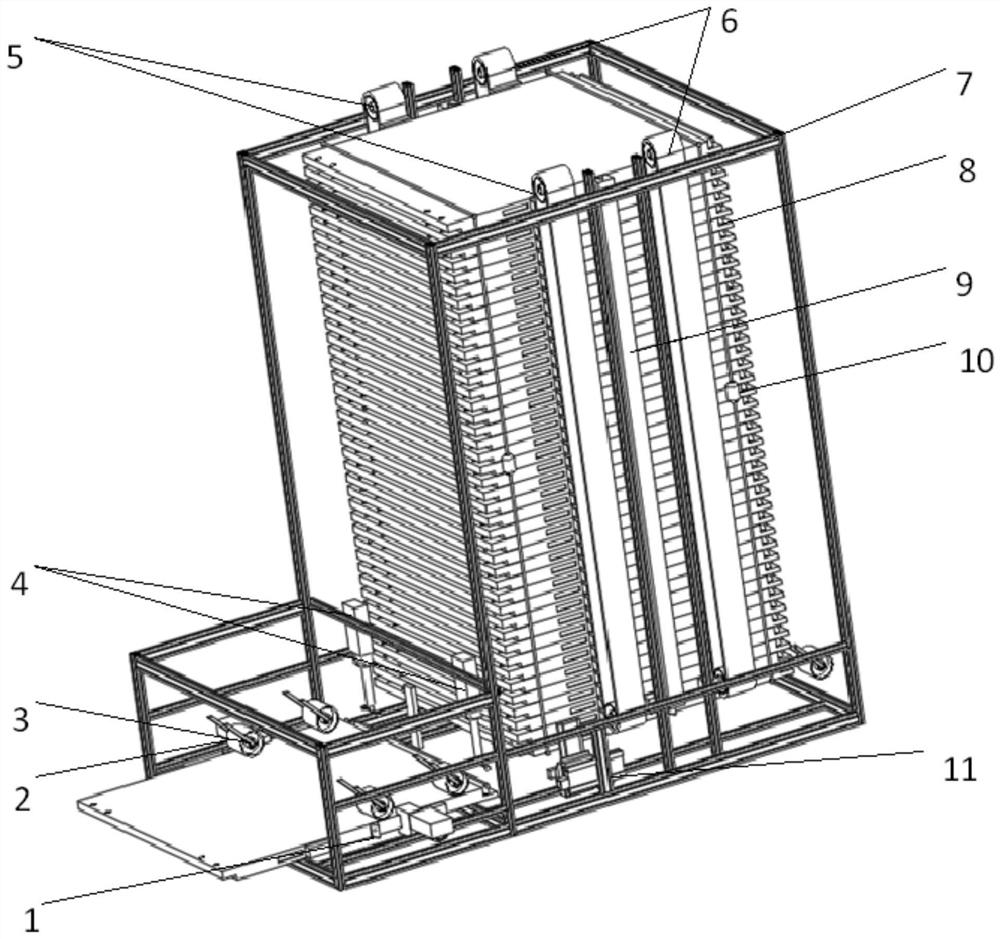
1)结合图1,本发明充分利用了雷达仓的空间,可以携带较多的天基雷达板。并且本方案对模块化空间设施系统设计,将航天器整体分解、优化为若干相对独立的功能单元,解决功能单元之间的耦合、简化问题。
2)结合图2,本发明对模块单元连接技术的设计,参照了中国古建筑的榫卯结构,保证其较高的连接强度。并且对模块单元的构型设计进行了统一,提高其安装效率。
3)相比国外的其他技术方案,本发明结构相对简单,无需机械臂等复杂机构,从而大幅提高了整体装置的运行速度。
4)结合图4,本发明具备快速导通能力的接口技术。将功能模块、结构模块之间的连接接口设计为通用、即插即用形式,解决模块单元之间可靠连接和快速导通问题,大容差与易操作。
5)本发明设计了多个限位装置,保证了在复杂空间环境中在轨组装、运行过程系统全局和局域的高精度。
附图说明
图1为本发明天基雷达组装结构图;
图2为本发明天基雷达板单元组成图;
图3为本发明运动平台系统组成图;
图4为本发明板单元快速连接系统组成图;
图5为本发明板驱动系统组成图;
图6为本发明火工品破坏固定绳缆;
图7为本发明第一块板的输送;
图8为本发明第二块板的输送;
图9为本发明第一块板与第二块板的连接;
图10为本发明连接好的两板移动;
图11为本发明履带带动其余板下移;
图12为本发明所有的板连接好后;
图13为本发明主体移动至雷达版中央。
具体实施方式
下面结合附图和具体实施方式对本发明做进一步详细的描述。
本发明涉及一种面向大长度天线的集装收纳式在轨组装技术,具有系统组成简单、实施可靠、装配精度高、可扩展、可实现性强等特点。
面向大长度天线的集装收纳式在轨组装装置,包括:支撑框架7、单向传送机构、双向传送机构、装配组件;
支撑框架7上固定安装有单向传送机构、双向传送机构和装配组件;
多个天基雷达板单元8层叠放置,形成层叠结构;每个天基雷达板单元8分别固定连接单向传送机构,单向传送机构驱动多个天基雷达板单元8同步沿板面法线方向直线运动,同时,单向传送机构上设置有与天基雷达板单元8配合的限位结构,限制天基雷达板单元8的扭转和晃动;
双向传送机构驱动位于层叠结构底部的天基雷达板单元8与位于层叠结构底部倒数第二块的天基雷达板单元8共面,或,驱动拼接成型的多块天基雷达板单元8沿拼接方向的反向运动;
装配组件用于将位于层叠结构底部的天基雷达板单元8与位于层叠结构底部倒数第二块的天基雷达板单元8拼接固定成一个整体平面结构。
本发明面向大长度天线的集装收纳式在轨组装装置,还包括固定绳缆及火工品10。其中,火工品10可以为火工切割器也可以为非火工类解锁元件,如热刀、熔断器等。
在轨拼装天基雷达板单元8前,固定绳缆及火工品10将多个层叠放置的天基雷达板单元8固定连接。
单向传送机构包括:驱动履带电机5、履带6、限位导轨9;
支撑框架7上沿层叠方向固定安装有多个履带6和限位导轨9;
天基雷达板单元8的两对称侧壁上均设置有多个向外凸出的限位挡块13,履带6的齿牙结构与天基雷达板单元8的限位挡块13配合;驱动履带电机5用于驱动履带6带动天基雷达板单元8沿层叠方向由顶部至底部运动;
天基雷达板单元8的两对称侧壁上均设置有多个向外凸出的限位块14,限位块14的横截面为三角形,两对称侧壁上的限位块14的斜边方向相反;限位导轨9上设置的限位结构与天基雷达板单元8的限位块14配合。
双向传送机构包括:驱动摩擦轮1、压紧轮3、驱动组件11和定位限位结构;
驱动组件11利用磁铁固定连接位于层叠结构底部的天基雷达板单元8并移动至装配位置;
驱动摩擦轮1和压紧轮3配合,驱动天基雷达板单元8平行于板面运动;
定位限位结构用于限制天基雷达板单元8的运动位置。
驱动组件11包括:十字滑轨15、电动推杆16、电磁吸盘17和附着铁片18;
电磁吸盘17固定连接电动推杆16,电动推杆16能够沿十字滑轨15滑动;
十字滑轨15固定连接支撑框架7;
天基雷达板单元8的两对称侧壁上均设置有用于安装附着铁片18的铁片凹槽d;
电磁吸盘17与天基雷达板单元8上的铁片18配合,使电动推杆16带动天基雷达板单元8移动至装配位置。
装配组件包括:电动推杆4、螺钉组件20、底座组件19、按压螺钉装置21和限位挡板22;
电动推杆4和限位挡板22固定连接支撑框架7;按压螺钉装置21固定连接电动推杆4;
在装配位置,两块天基雷达板单元8的搭接边缘通过限位挡板22对齐;
位于下面的天基雷达板单元8固定安装有底座组件19,位于上面的天基雷达板单元8固定安装有螺钉组件20;
电动推杆4驱动按压螺钉装置21按压位于上面的天基雷达板单元8向下运动,直至底座组件19和螺钉组件20装配到位,两块天基雷达板单元8拼接固定成一个整体平面结构。
在天基雷达板单元8的搭接边缘加工有凸条b和定位锥柱c作为定位限位结构;
两块天基雷达板单元8搭接边缘的定位限位结构互相配合。
一种利用上述的面向大长度天线的集装收纳式在轨组装装置进行装配的方法,包括步骤如下:
1)在天基雷达板单元8的搭接边缘加工有凸条b和定位锥柱c作为定位限位结构;
2)多个天基雷达板单元8层叠放置,形成层叠结构;每个天基雷达板单元8分别固定连接单向传送机构;
3)在轨拼装天基雷达板单元8前,使用固定绳缆及火工品10将多个层叠放置的天基雷达板单元8固定连接;
4)在轨拼装天基雷达板单元8时,解锁爆破固定绳缆及火工品10;
5)单向传送机构驱动多个天基雷达板单元8同步沿板面法线方向直线向下运动;
6)双向传送机构驱动位于层叠结构底部的天基雷达板单元8与位于层叠结构底部倒数第二块的天基雷达板单元8共面;
9)驱动组件11驱动天基雷达板单元8移动至装配位置;
10)电动推杆4驱动按压螺钉装置21按压位于上面的天基雷达板单元8向下运动,直至位于下面的天基雷达板单元8的底座组件19和位于上面的天基雷达板单元8的螺钉组件20装配到位,两块天基雷达板单元8拼接固定成一个整体平面结构;
11)重复步骤5)~10)直至完成单侧多块天基雷达板单元8的拼接工作,使用双向传送机构驱动完成单侧拼接成型的多块天基雷达板单元8沿拼接方向的反向运动,完成拼接工作。
实施例
1.整体装置设计及其构成
本发明面向大长度天线的集装收纳式在轨组装装置包括:支撑框架7、单向传送机构、双向传送机构、装配组件。一定数量的天基雷达板单元8直接堆叠,通过限位导轨9限制其水平方向的移动,在装置整体工作之前,通过固定绳缆10固定。其余部件均直接固定在支撑框架7上,如图1所示。
2.天基雷达板单元的设计
天基雷达板单元8由板子主体12、限位挡块13、限位块14组成。板子主体12上加工有快速连接螺钉安装孔a、凸条b、定位锥柱c、铁片凹槽d。如图2。
限位挡块13与限位块14通过螺钉固定在天基雷达板主体12两侧,用于辅助天基雷达板的运动与固定;板两侧的铁片凹槽d,在此嵌入铁片,用于配合运动平台11的电磁吸盘工作;凸条b和定位锥柱c用于协助两板连接的定位。
3.运动平台系统设计
驱动组件11由十字滑轨15、电动推杆16、电磁吸盘17和附着铁片18组成。如图3。
十字滑轨15固定在支撑框架7上;电动推杆16固定在十字滑轨15上;可以通过十字滑轨15来以一定的精度移动电动推杆16;电磁吸盘17固定在电动推杆16的推杆头部,可以通过电动推杆16进行线性移动。附着铁片18被固定在天基雷达板单元的侧面的铁片凹槽d内。运动平台工作时,电磁吸盘17吸住附着铁片18即可以间接吸住天基雷达板单元8,从而控制天基雷达板的运动。
4.板单元快速连接系统设计
板单元快速连接系统由机械快速连接装置(螺钉组件20、底座组件19)、按压螺钉装置21和限位挡板22组成。如图4。
天基雷达板A利用13和框架上的23配合限制天基雷达板A自身的伸出位置。装配完成后,23将向下运动进行避让。
机械快速连接装置的螺钉组件20提前置入天基雷达板B的安装孔中,通过一个卡簧固定;机械快速连接装置的底座组件19通过螺钉固定在天基雷达板A的安装孔中。
为了天基雷达板B能够精确的定位,方便两板的连接,设计了限位挡板22,当天基雷达板B随着运动平台沿x方向运动时,板触碰到限位挡板22以阻止其在此方向的过度运动。
通过运动平台11使天基雷达板A与天基雷达板B完全接触前,天基雷达板上的定位锥柱c与对应的锥孔也起到一定的定位作用。
按压螺钉装置21由电动推杆与推杆头固定的按压金属头组成。当天基雷达板A与天基雷达板B完全接触后,按压金属头随着电动推杆的工作向下移动,直至接触机械快速连接装置的螺钉组件20,使其与机械快速连接装置的底座组件19作用。
5.板驱动系统设计
板驱动系统由驱动摩擦轮1、限位挡块13、限位挡板23及电动推杆2和压紧轮3组成。如图5。
板驱动系统用于将连接好的雷达板移动出箱体一定距离等待下一块雷达板的再连接安装。限位挡板23及电动推杆2可以随着电动推杆的伸缩进而限制限位挡块13的水平方向移动,用于定位以及精确板的位移。压紧轮3没有动力,它的固定杆上方有扭簧,使得压紧轮有一定向下的压力,从而使驱动摩擦轮1可以通过摩擦力驱使板运动。
集装收纳式天基雷达在轨组装装置操作流程如下(为了便于观察说明,以下图中,均将支撑框架7透明):
a)火工品工作,破坏固定绳缆10,使得所有天基雷达板单元8可以被移动,如图6所示。
b)按压螺钉装置21的电动推杆回收;驱动摩擦轮1工作,通过摩擦力带动第一块板移动,如图7所示。
c)驱动组件11的电动推杆16带着电磁吸盘17伸出,电磁吸盘17工作,吸附天基雷达板单元8侧面的附着铁片18,从而间接吸附住天基雷达板单元8,十字滑轨15工作,带着天基雷达板单元8移动,通过限位挡板22以及定位锥柱的定位使得与第二块板初步连接,如图8所示。
d)按压螺钉装置21上的电动推杆伸出,使得按压金属头接触快速链接装置的螺钉组件20。继续下压,压缩碟簧,直至其成功锁死。然后电动推杆16再带着按压金属头收回,如图9所示。
e)限位挡板22及电动推杆2、驱动摩擦轮1配合压紧轮3工作,通过摩擦力带动两块板移动,如图10所示。
f)由于天基雷达板单元8侧面的限位挡块13嵌入履带6对应的卡槽,所以履带6转动,带动其余天基雷达板单元8下移,为驱动组件11移动第三块板做准备,如图11所示。
g)所有天基雷达板单元8依照上述流程依次安装好,如图12所示。
h)待所有天基雷达板单元8连接好后,集装箱体通过箱体两端的驱动摩擦轮1以及压紧轮3使箱体移动至雷达板中央,如图13所示。
本发明说明书中未作详细描述的内容属本领域专业技术人员的公知技术。
- 面向大长度天线的集装收纳式在轨组装装置及方法
- 面向大长度天线的集装收纳式在轨组装装置及方法