制造鞋的方法和能够通过所述方法获得的鞋
文献发布时间:2023-06-19 10:32:14
技术领域
本发明涉及制造鞋部件或鞋的方法的技术领域。
本发明的主题也为通过实施所述制造方法而获得的鞋。
背景技术
EP 2 815 668 A1的主题是一种制造鞋的方法,所述方法包括制造模制鞋面(upper)的第一步骤,在此过程中,刚性的脚形芯被鞋面元件覆盖,然后被放置在模具中。然后根据覆盖全部或部分鞋面的掩模将树脂注入所述模具中。然后将这样制备出的鞋面放置在通过将树脂直接注入到鞋面的下表面上来制造外底(outer sole,大底)的模具中。该方法允许以一种简化的、无接缝的方式来制造和组装鞋的鞋面和鞋底。
WO 2014/130598 A2的主题是一种制造鞋面的方法,所述方法包括将鞋面布置在设置于板上的穿孔刚性芯上。在放置于芯上的鞋面上设置防水可变形膜,然后通过芯的孔眼(perforations)的吸气作用将膜压在鞋面上,从而压在芯上。在该步骤期间,芯被加热,使得鞋面最终粘附到另一个至少部分热熔性的(thermofusible)元件。这种方法允许以无接缝的方式制造鞋面,但是所述方法不适合同时将鞋底附接到鞋面。
FR 3 007 317 A1的主题是一种制造鞋面的方法,所述方法包括将鞋面布置在刚性芯上,然后将防水膜布置在鞋面上,将该组件放置在施加有真空的罩壳(enclosure)中,以便将所述膜压在芯上,从而压在鞋面上。
先前的方法寻求减少构造鞋的过程中所需的步骤数量,特别是通过取消涉及将鞋面附接到鞋底的缝制步骤而减少所需的步骤数量。实际上,在现有技术中,通常借助于所谓的Strobel(士多宝)组装将鞋底附接到鞋面,在此过程中,将各个鞋底部分(内底(insole)、中底(midsole)和外底(outsole))胶合。然而,在先前的方法中,在制造鞋面和/或鞋底的过程中将鞋底附接到鞋面,鞋底-鞋面组件具有低劣的抗分层性,鞋底具有从鞋面分离的趋势。当鞋底受到趋于将其从鞋面上移开的力时,这一缺点被放大。当鞋底在其底侧上具有与地面接触的突起时(例如足球鞋或徒步鞋),这种现象特别明显。
本发明提出一种鞋,其制造方法允许非常显著地节省时间和劳动力。
本发明提出了一种鞋,其具有与通过Strobel组装获得的鞋不同的美学外观,更轻,制造所消耗的材料更少,从而特别是通过避免使用鞋面图案并具有耐磨且确保缓冲性能的外底而减少其对环境的影响。
本发明提出了一种更容易穿上、具有改进的触感、舒适性和改进的外底抗分层性的鞋。
发明内容
根据第一方面,本发明的主题是一种制造鞋的方法,其特征为,其包括以下步骤:
(i)提供织物件形式的至少一个第一主衬里,其具有鞋底部分;
(ii)将至少一个第一主衬里放置在预制件上;
(iii)将外底接合到所述第一主衬里的鞋底部分;
(iv)提供织物件形式的至少一个第一副衬里(auxiliary liner),其至少部分或全部是热熔性的,并且具有熔融温度T1(℃);
(v)将所述第一副衬里布置在所述第一主衬里和所述外底上,以便至少部分地覆盖所述第一主衬里、所述外底以及所述第一主衬里与所述外底之间的接合部;
(vi)将布置在所述预制件上的包括所述第一副衬里、所述第一主衬里和所述外底的组件置于大于或等于所述温度T1的加热温度Tc中,以实现热熔性的部分或整个第一副衬里的熔融(fusion);
(vii)从整个预制件上取下组件,并收回鞋。
有利地,第一副衬里至少部分或完全熔融,并因此提高了外底与第一主衬里之间的抗分层性,因为第一副衬里覆盖了它们的接合部。
此外,第一副衬里为织物件,因此特别是根据所寻求的加固/弹性的技术效果和美学效果,可以选择热熔性纱线(thermofusible yarns,热熔纱线)的布置(arrangement,排列),其形状与将要覆盖的第一主衬里的区域相关。
至少部分或完全热熔性的衬里形式的织物件的使用有助于将其正确放置在第一主衬里上,所述第一主衬里被放置在预制件上。
优选地,第一主衬里和/或第一副衬里和/或第二主衬里(如下所述)和/或第二副衬里(如下所述)和/或附加袜套(sock,内衬)各自是包括以下部分的外壳,所述部分为:鞋底部分(旨在位于穿着者的脚下);外侧部分(lateral part,侧向部分)(旨在与穿着者的脚的外侧接触);内侧部分(medial part,中间部分)(旨在与穿着者的脚的内侧接触);前部部分,作为内侧部分、外侧部分和鞋底部分的延伸部(旨在覆盖脚的前部);以及后部部分,作为内侧部分、外侧部分和鞋底部分的延伸部(旨在覆盖脚的后部)。
外壳优选地界定旨在容纳(receive,接收)穿着者的脚的内部体积。
在一个实施例中,所述外壳为一体式(unitary,单一)织物件。
一体式织物件可以被理解为,鞋底部分、外侧、内侧、前部和后部(back)在从纺织织机(textile loom)获得的同一织物件中。可以在纺织织机上实现织物件的外壳的成形,例如通过在针织机(knitting machine)上的针织,或者通过缝纫。在后一种情况下,织物件的自由边缘被装配起来,但除了用于加强接合边缘外,没有添加任何轭状物(yoke)来完成织物件。
织物件可以包括第一背景图案(例如,与网格图案或编织图案相关)和与第一图案不同(可在视觉上和/或通过触感和/或通过柔软度和/或厚度区分)的至少一个第二图案(也与网格图案或编织图案相关)。
在用于插入脚的(第一/第二)(主/副)衬里的开口处,或在附加袜套(下面限定)的开口处,织物件包括呈闭合或打开的领口(collar)形式的区域,所述区域呈肋n X p类型的网格图案的形式,n和p是不为0且小于或等于5的整数,例如肋1x1或1x2。因此,该区域形成了便于脚插入的柔性边界。
在一个实施例中,第一主衬里和/或第一副衬里和/或第二主衬里(如下所述)和/或第二副衬里(如下所述)均为针织或编织的一体式织物件。
优选地,第一主衬里和/或第一副衬里和/或第二主衬里(如下所述)和/或第二副衬里(如下所述)和/或附加袜套均为通过特别是在针织机或编织机(weaving machine)上机械处理一组纱线而获得的织物件。针织机可以是圆针织机(circular knittingmachine,圆型针织机),优选小直径的圆针织机,或者可以是针织横机(flat knittingmachine,平型针织机),优选具有缩短的针床长度的针织横机。织物件可以是用挑针(picked stitches)或扔针(thrown stitches)(特别是无跑针(run-free))针织的织物件,但是优选地是用挑针针织的织物件(所述针脚在纬线(weft)方向上形成,而不是像用扔针针织的件那样在经线(wales)方向上形成)。
形成一个或多个根据本发明的衬里的织物件在从鞋底部分、内侧部分、外侧部分、前脚部分(forefoot part)和后部部分中选择的一个或多个部分中可以无差别地包括一个织物层或至少两个叠置的织物层,特别是基本上共同延伸(co-extensive)的织物层。
在织物件为一体式织物结构的情况下,所述织物层为一体式织物结构,而所述织物件包括这些织物层。
优选地,所述织物件包括从复丝纱线、单丝纱线和用纤维纺制的纱线中选择的纱线,更具体地,纱线可以具有相同的颜色或具有不同的颜色。
单丝纱线优选具有大于0.01mm且小于或等于5mm的直径,更优选地具有大于或等于0.1mm且小于或等于2mm的直径。
复丝纱线和/或纺成纱(spun yarn,短纤纱)优选具有大于或等于10dtex且小于或等于1000dtex的纤度,更优选地具有大于或等于30dtex且小于或等于500dtex的纤度。
复丝纱线可以是FDY(全拉伸纱)、DTY(拉伸变形纱)或POY(部分定向纱)变形纱或它们的混合物。
纱线可以是至少部分或完全热熔性的,或者不是热熔性的。
热熔性纱线可以是包含至少两种组分的纱线,特别是双组分类型的纱线,第一组分的熔融温度小于或等于加热温度Tc,第二组分的给定熔融温度或降解温度高于加热温度Tc。
热熔性纱线可以是单组分纱线,其熔融温度小于或等于加热温度Tc。
第一和/或第二副衬里可以包括一个或多个单组分热熔性纱线和/或双组分热熔性纱线(或由其组成),可选地具有非热熔性纱线(如下限定)。
优选地,第一和/或第二副衬里(至少)由若干单组分热熔性纱线组成,特别是其纤度包括在300dtex和900dtex(含界限值)之间,更具体地,包括在400dtex和800dtex(含界限值)之间,特别是约600dtex。
第一和/或第二主衬里和/或附加衬里可以包括一个或多个非热熔性纱线(或由其组成),可选地与一个或多个单组分和/或双组分热熔性纱线混合。
第一组分可以选自聚氨酯(特别是热塑性聚氨酯)、聚酰胺(诸如聚酰胺6或66)、聚烯烃(诸如聚丙烯(PP)或聚乙烯(PE)),优选地,选自聚氨酯。
第一组分可以是有色或无色的和/或不透明或透明的。
第二组分可以选自聚烯烃(诸如高密度聚乙烯)、聚酰胺(诸如聚酰胺4-6)、聚酯(诸如聚对苯二甲酸乙二酯)。
双组分纱线可以是芯-包衣型(core-coat type,包芯型),芯(core)由第二组分形成,包衣(coat,涂层)由第一组分形成。
复丝纱线和/或单丝纱线和/或纺成纱,特别是不是热熔性的那些或其整体熔融温度或降解温度高于加热温度Tc的那些,选自第一列表的合成化合物:聚酯,特别是聚对苯二甲酸乙二酯;聚酰胺,诸如PA6、PA 66、PA 4-6、PA 12;聚烯烃,诸如聚丙烯、聚乙烯、PEEK、UHMWPE(超高分子量聚乙烯);芳纶(aramids,芳香族聚酰胺),特别是间位芳纶(meta-aramid)或对位芳纶(para-aramid)或它们的混合物;乙酸乙烯酯;聚丙烯酸化物(polyacrylics),诸如聚丙烯腈;弹性体(elastomers);弹性纤维(elastanes,氨纶),或其混合物;和/或选自第二列表的化合物,特别是天然化合物或从再生天然材料中衍生的化合物:棉、粘胶纤维、亚麻、剑麻、羊毛、黄麻、蚕丝、麻(hemp),和/或选自第三列表的无机化合物:碳、矿物纤维,诸如岩石纤维、玻璃。
在一个实施例中,第一主衬里和/或第二主衬里均包括:围绕全部或部分脚插入开口的(与织物外壳呈一体式织物结构的)C形或O形区域和/或从脚插入开口朝向脚的前部延伸的脚背区域,其包括至少一根弹性纱线,特别是由弹性纤维制成的弹性纱线。
这种布置使鞋面(upper)具有柔性,有利于脚的插入以及随后对其的保持。
在本文中,弹性纱线被理解为是指断裂伸长率大于或等于200%,特别是大于或等于300%,更特别是大于或等于400%的任何纱线。弹性纱线优选地包括弹性芯(特别是由弹性纤维制成),以及可选的一根或多根包覆纱线(特别是上述第一列表中的纱线)。可使用标准ASTM D 1578-93(2016)来测量伸长率。
在一个实施例中,第一主衬里和/或第二主衬里包括复丝纱线,其纤度在300dtex和600dtex之间,特别是由聚对苯二甲酸乙二酯制成,特别是对于于204根细丝其纤度为468dtex。
在一个实施例中,第一主衬里和/或第二主衬里均包括:第一组针织环形针脚(knitted loop stitches),其中每个针织环形针脚由至少两根纱线(特别是两根或三根纱线)形成;以及第二组针织环形针脚,其中每个针织环形针脚由单一纱线形成,优选地,第一组的纱线和第二组的纱线具有相似的纤度(dtex)。第一组针脚和/或第二组针脚可布置在织物外壳的以下部分的任一中:内侧部分、外侧部分、后部部分、前部部分和可选的鞋底部分。
当针织形成衬里的织物件时,通过将至少若干纱线放置在同一根针中,有利地获得这种布置。有利地,第一组针脚形成第一区域,所述第一区域的厚度(mm)大于由第二组针脚形成的第二区域的厚度。
优选地,外底包括相对的内表面和外表面,所述内表面朝向第一主衬里的鞋底部分定向,而所述外表面朝向鞋的外部定向,以便至少部分地与地面直接接触。
有利地,第一主衬里的内底的鞋底部分包括相对的内表面和外表面,所述内表面通向(opening into)所述第一主衬里的内部体积,所述内部体积旨在容纳脚,并且所述外表面抵靠外底的内表面放置。
在一子变型中,相对于第一主衬里的鞋底部分的总质量而言,第一主衬里的鞋底部分包括按质量计的至少30%的热熔性纱线,特别是按质量计的至少40%的热熔性纱线,更特别是按质量计的至少50%的热熔性纱线,特别地,所述热熔性纱线的最高熔融温度小于或等于加热温度Tc。
优选地,第一主衬里的鞋底部分完全由热熔性纱线(特别是最高熔融温度低于或等于加热温度Tc的那些热熔性纱线)制成,使得在步骤vi)之后,第一主衬里不再包括鞋底部分。
第一主衬里的鞋底部分的熔融材料粘附到外底,并且特别是在外侧部分、前部部分、后部部分和内侧部分的周边加强了第一主衬里与外底的内表面的附着。
外底可被胶合和/或缝合到第一主衬里的鞋底部分,或者优选地,外底被挤压和(包覆)成型、或者注入((包覆)成型)、或者通过增材制造实现在第一主衬里的鞋底部分上。
当外底被胶合和/或缝合时,它优选为三维模制件或织物件,例如由通过粘合纱线接合在一起的织物内层和织物外层组成。
外底优选地包括从其外表面突出(且因此旨在与地面接触)的一组突起,例如鞋钉(studs)。
外底(例如在脚跟和/或前脚区域处)可以包括从所述外底的内表面突出(从而突出到容纳脚的内部体积中)的至少一个突起,可选地包括一组突起。所述突起具有缓冲功能和/或作为连接构件的功能,所述连接构件被构造成与鞋中包含的一个或多个互补(complementary)连接构件协作。
外底可以由一种或多种材料制成,所述材料选自:聚氨酯(特别是热塑性的)、热塑性弹性体、硅酮、天然或合成橡胶(诸如乙烯-醋酸乙烯酯(EVA),例如苯乙烯-丁二烯橡胶、EPDM(乙烯-丙烯-二烯单体)橡胶)、聚酰胺或其混合物。当然,当外底被注入或挤压时,可以将制成所述外底的材料(特别是热塑性材料)选择为适合于该技术的应用。
优选地,从外底的内表面和/或外表面突出的突起也由从上述材料中选择的材料制成,这些材料是外底的成分的一部分。
在本文中,增材制造被理解为是指用于部分(特别是外底)的任何三维制造技术,包括将包含至少一种材料(特别是从上述材料中选择的、特别是处于熔融状态的材料)的组合物以连续层沉积(depositing)在支撑件(特别是第一主衬里的鞋底部分)上。增材制造优选地包括3D打印和/或可用于制造外底的任何烧结技术和/或任何所谓的真空铸造技术。
可用于制造外底的材料不仅选自上述列表,也选自聚酯,诸如聚乳酸及其衍生物、ABS(丙烯腈-丁二烯-苯乙烯)、热塑性聚氨酯、聚酰胺和光固化树脂。
在本文中,接合部被理解为是指外底和第一主衬里接合的区域。
预制件优选具有脚的形状。
在第一实施例中,步骤(vi)中的加热使用加热系统,特别是通过红外辐射或感应或借助于放置在预制件的内部和/或外部的一个或多个电热电阻器。
在步骤(vi)期间中,布置在预制件上的组件还可以交替地或互补地经受所施加的(特别是(温度)大于或等于Tc的)热源,所述热源位于放置在预制件上的组件的外部。所述热源可以被放置在至少部分关闭的、特别是被加热到大于或等于Tc的温度的罩壳中,或者被放置在配对模具中,所述配对模具被构造成与预制件互补(complementary),特别是被构造成用于容纳步骤(vi)的组件。
在第二实施例中,可选地与第一实施例组合,在步骤(vi)期间,布置在预制件上的组件被至少部分地放置在配对模具中。与所述预制件配合的配对模具可呈两部分或三部分。
配对模具可以包括一个或多个热源(红外辐射或其他),特别是具有大于或等于Tc的加热温度。
配对模具的与组件接触的内表面可以包括一个或多个平滑区域和/或包括一个或多个雕刻区域(engraved region,印花区域),用于允许在第一副衬里和/或第二副衬里的全部或部分熔融之后形成凸起图案。
有利地,与允许获得凸起和/或粗糙表面的雕刻区域相反,配对模具的平滑区域在热成型组件的表面上形成光滑区域(glossy region,光泽区域),从而在鞋面的表面上形成光滑区域。
预制件可以是刚性部件(rigid part)或柔性外壳,特别是防水的,被构造成充气的。
当预制件为柔性外壳时,根据本发明的方法包括充气装置,用于对所述柔性外壳进行充气并将其按压在第一主衬里的内壁上。优选地,然后将所述组件夹在可充气外壳与配对模具之间。
可以在可充气的预制件的内部放置刚性或半刚性元件,以便在充气过程中将其保持在合适位置并保持为脚的形状。
充气压力和加热温度的确定是本领域技术人员的常识的一部分,并且通过常规测试来确定。
在一子变型中,与预制件配合的配对模具包括:基底表面(base surface),所述基底表面限定与所确定的脚形状相对应的基底体积(base volume);以及特别是在所述体积外部从所述基底表面凹入和/或从所述基底表面突出到所述体积中的一个或多个区域。
有利地,根据与给定尺寸的脚的确定形状相对应的基底体积对所述组件进行热成形。所述基底体积的凹入区域允许成形后的组件具有比突出到基底体积中的区域更大的厚度。
在一个实施例中,当预制件为柔性外壳时,所述预制件可以包括突起,所述突起的自由端是尖的(pointed),以使得在步骤(vi)期间,其至少部分地刺入到组件的厚度中,特别是刺入到组件的内表面,所述内表面特别是由第一主衬里的内表面形成,可选地朝向组件的外表面,所述外表面特别是由第一副衬里或第二副衬里的外表面形成。有利地,这些突起开始抵靠组件的经受热的内表面,从而产生微穿孔(microperforations),因而产生允许空气通过并因此透气的组件。可以将突起的端部的尺寸确定为使组件可渗透空气但不可渗透水。
刚性预制件的使用允许将加热装置放置在预制件的内部,而柔性且因而可充气的预制件的使用则要求加热装置由互补的配对模具支撑。
根据本发明的方法实现的组件所产生的使鞋面成形的技术相关于(a functionof,取决于)所需加热的精度、组件的组成,以及由此所期望的(美学)结果。
在步骤(vii)中获得的组件优选形成鞋的鞋面。
一个或多个附加元件,诸如加强件(例如固定件(buttress)或硬端),可以添加到组件中。
在一个实施例的变型中,第一副衬里是一体式织物件,特别是针织的织物件。
这种布置提高了方法的生产率,因为不需要将不同的部件接合在一起来制造鞋面。
此外,获得的美学效果是不同的。
在一个实施例的变型中,第一副衬里的热熔性部分按质量计占所述第一副衬里的总质量的至少50%,更优选至少80%,优先,按质量计占第一副衬里的总质量的至少90%,特别是至少95%,更特别地至少99%或大约100%(在这种情况下,整个衬里是热熔性的)。
优选地,第一副衬里与第一主衬里完全熔合。
当第一副衬里不全部是热熔性的时,热熔性部分可以对应于分布在第一副衬里上(特别是分布在选自鞋底部分、前部部分、后部部分、外侧部分和内侧部分的一个或多个部分中)的一个或多个区域。
熔融后的第一副衬里的热熔性部分或全部流入第一主衬里的厚度中,并在所述第一主衬里的全部或部分上形成膜。
在一个实施例的变型中,外底根据其外表面包括至少一个从所述外表面突出的突起,并且第一副衬里的鞋底部分包括至少一个适于至少部分地容纳所述突起的适配区域。
所述突起可以是鞋钉或者是全部或部分鞋跟(heel)。从外底的外表面突出的所述至少一个突起自然地与地面直接接触。
在一个实施例中,所述适配区域是与第一副衬里为一体式织物结构的袋部(pocket),或者优选地是贯通开口(即,从其内表面延伸到其外表面),特别是与第一副衬里为一体式织物结构的贯通开口。
在一个实施例中,第一副衬里的鞋底部分包括一组(特别是大于或等于2个、特别是在5个和12个之间)开口。
在一个实施例中,外底在其外表面上包括一组突起,特别是从所述外底突出的用于足球或徒步的鞋钉。
所述突起(特别是鞋钉),被容置(house)在所述袋部中或通过所述贯通开口突出。
自然地,从外底的外表面突出的突起(特别是所述鞋钉)在操作中旨在与地面直接接触。
在一个实施例中,所述适配区域是袋部,并且所述外底及其突起反过来(broughtback)抵靠所述第一主衬里的鞋底部分的内表面。在这种情况下,外底不是包覆成型(over-molded)在第一主衬里的鞋底部分上。
在一个变型中,所述至少一个突起包括被构造成与地面接触的下表面。
在一个实施例的变型中,所述方法包括提供第二主衬里的步骤,所述第二主衬里具有鞋底部分,所述鞋底部分包括至少一个适于至少部分地容纳所述突起的区域,所述第二主衬里:
-在步骤(v)中被布置在第一副衬里上,使得所述第一副衬里至少部分地设置在所述第二主衬里和所述第一主衬里之间;或者
-在步骤(v)中被布置在所述第一主衬里上,使得所述第二主衬里至少部分地设置在所述第一主衬里和所述第一副衬里之间。
有利地,第二主衬里被放置在第一主衬里之上,这提高了抗撕裂性并加固了鞋面。还可以将第一主衬里与第二主衬里区分开(特别是根据纱线、网格图案、厚度,以及根据可以具有不同尺寸的脚的不同部分),从而增加可能的鞋面变型。
所述至少一个突起从外底的外表面突出。
在一个实施例中,第二主衬里的后部部分的高度大于第一主衬里的后部部分的高度。
该第二主衬里全部或部分地附接到第一主衬里,并且可选地附接到外底。当第二主衬里覆盖外底与第一主衬里之间的所述接合部时,抗分层性进一步提高。
当第一副衬里至少部分熔融时,第二主衬里通过该第一副衬里附接到第一主衬里。
在一个实施例中,第一主衬里包括第一区域,而第二主衬里包括第二区域,所述第一区域的厚度(e1)与所述第二区域的厚度(e2)不同,特别地,e1小于e2。
在一个实施例中,第一主衬里和/或第二主衬里的后脚部分、外侧部分和内侧部分各自包括第一区域,所述第一区域的厚度e3(mm)大于与所述第一区域相邻的第二区域的厚度e4(mm),特别地,所述第一区域改善了脚支撑。
在一个实施例中,第一主衬里的鞋底部分(在至少一个区域中)的厚度e5(mm)小于所述第一副衬里的外侧部分、内侧部分、前脚部分或后脚部分中的至少一个(在至少一个区域中)的厚度。
有利地,当第一副衬里至少部分地熔融时,该布置提高了第二主衬里的鞋底部分与外底的粘合(adhesion)。
在一个实施例中,第一主衬里的鞋底部分(在至少一个区域中)的厚度大于第二主衬里的鞋底部分(在至少一个区域中)的厚度。
有利地,这种布置促进了外底包覆成型在鞋底部分上时外底的定型(setting)以及抗分层性。
在一个实施例中,第一主衬里和/或第二主衬里的前脚部分、外侧部分和内侧部分各自包括第三区域,所述第三区域的厚度e7(mm)大于与所述第三区域相邻的第四区域的厚度e8(mm),特别地,所述第三区域提高了耐磨性(wear resistance)并在例如与球接触的过程中保护了脚。
在一个实施例中,第二主衬里的所述适配区域是与第二主衬里为一体式织物结构的袋部,或者优选地特别是与第二主衬里为一体式织物结构的贯通开口。
突起(特别是鞋钉)被容置在袋部中或通过第二主衬里的开口突出,且特别是通过第一副衬里的开口突出。
在一个实施例的变型中,所述方法包括:
-提供织物件形式的第二副衬里,所述第二副衬里至少部分或全部是热熔性的并且具有熔融温度T2(℃);以及
-在步骤(v)中,将所述第二副衬里布置在第二主衬里和外底上,以便至少部分地覆盖第一主衬里、第一副衬里、第二主衬里、外底、以及特别是所述第二主衬里与所述外底之间的接合部;
-加热温度Tc大于或等于温度T2,以获得热熔性的部分或整个第二副衬里的熔融。
第二副衬里进一步机械地(mechanically,物理地)加强鞋面,提高了鞋面的抗磨性(abrasion resistance)和刚度(并且这是以局部的方式),同时因为可熔(fusible)材料是通过两个单独的层(第一副衬里和第二副衬里)实现的,因此保留了一定的柔性。
第二副衬里还提高了外底与第一主衬里之间的抗分层性。
在一个实施例的变型中,第二副衬里是一体式织物件,特别是针织的织物件。
在一个实施例的变型中,第二副衬里的热熔性部分按质量计占第二副衬里的总质量的至少50%,更优选至少80%,优先,按质量计占第二副衬里的总质量的至少90%,特别是至少95%,更特别地至少99%或大约100%。
在一个实施例的变型中,第二副衬里具有鞋底部分,所述鞋底部分包括至少一个适于容纳外底的所述突起的适配区域。
第二副衬里的该适配区域与第一副衬里的所述适配区域相似,因此对第一副衬里的所述适配区域的描述适用于第二副衬里的所述适配区域。
在一个变型中,第一主衬里的鞋底部分和/或第一副衬里的鞋底部分和/或第二主衬里的鞋底部分各自包括其熔融温度小于或等于加热温度Tc的热熔性区域,所述热熔性区域与外底相对定向。
热熔性区域有助于鞋底部分与外底的粘合。
在一子变型中,第一主衬里的鞋底部分包括相对的内层和外层,所述外层与外底相对定向,所述外层包括所述热熔性区域,而所述内层(特别是与所述第一主衬里的内部体积相对定向)包括至少一个非热熔(non-heat-melt)区域,特别地,所述非热熔融区域包括一个或多个弹性纱线,更特别地,其熔融或分解温度大于Tc。
所述外层促进与外底的粘合,而所述内层则在与使用者的脚接触时提供柔性和舒适性。
在一子变型中,第二主衬里的鞋底部分包括相对的内层和外层,所述内层面向外底,所述内层包括所述热熔性区域,而所述外层(特别是面向鞋的外部,特别是面向第一副衬里)包括至少一个非热熔性区域,特别地,所述非热熔性区域包括一根或多根弹性纱线,更具体地,其熔融或分解温度大于Tc。
在一个实施例中,热熔性区域按质量计形成包括其在内的衬里的鞋底部分的内层或外层的总质量的至少30%,优选至少40%,更优选至少50%。
在一个实施例中,非热熔性区域按质量计形成包括其在内的衬里的鞋底部分的内层或外层的总质量的至少30%、优选至少40%、更优选至少50%。
在一个实施例中,热熔性区域形成包括其在内的衬里的鞋底部分的整个内层或外层。
在一个实施例中,非热熔性区域形成包括其在内的衬里的鞋底部分的整个内层或外层。
在一个实施例的变型中,第一副衬里的鞋底部分和/或第二主衬里的鞋底部分和/或第二副衬里的鞋底部分的适于容纳一个或多个突起的区域均是贯通开口或袋部,旨在容纳外底的突起的至少一部分。
在一个变型中,贯通开口和/或袋部通过选自以下方式中的至少一种方式形成:在第一副衬里和/或第二主衬里和/或第二副衬里的织物构造期间;通过冲压;通过熔融,特别是在步骤vi)期间;以及通过所述方式中的至少两种的组合。
在一个变型中,从包括第一主衬里、第一副衬里、第二主衬里和第二副衬里的列表中选择的衬里中的至少一个(特别是第一副衬里)包括具有左边缘和右边缘的脚背区域,以及还包括与所述至少一个所选衬里为一体式织物结构的可拆卸临时织物件,所述可拆卸临时织物件包括左边缘和右边缘,所述左边缘和右边缘特别是通过至少多个可断裂连接区域(breakable connecting areas)分别与所述脚背区域的左边缘和右边缘连接(特别地,接合)。
临时可拆卸的织物件有助于使衬里相对于彼此定位,特别是在步骤vi)过程中保持脚背区域的左边缘和右边缘足够靠近。这种临时织物件有利于当衬里彼此叠放时确保衬里相对于彼此的可重复定位。
在步骤vi)之后,特别是通过切割可断裂连接区域而将临时织物件与鞋分离。
在本文本中,“可拆卸(detachable)”被理解为是指临时织物件可以从鞋上拆卸而不会损坏鞋。
临时可拆卸的织物件可以包括一根或多根弹性纱线,以便在至少一个方向上(例如在网格列的方向上和/或在网格行的方向上)是弹性的。
临时织物件优选由一种或多种材料制成,所述材料的熔融温度和/或分解温度高于Tc,特别是使得在步骤(vi)结束时不会被热熔融。
临时织物件可以包括非弹性纱线。
在一个变型中,第一主衬里和/或第二主衬里包括按质量计占其总质量小于60%、优选小于50%、更优选小于30%、优先小于10%、更优先小于5%和/或至少10%的一种或多种热熔性化合物,特别地,所述热熔性化合物的熔融温度小于或等于Tc。
在一个实施例中,第一主衬里和/或第二主衬里不包括一种或多种热熔性化合物。
在一个变型中,第一主衬里和第一副衬里或第二主衬里为一体式织物件。
在一个实施例的变型中,第一主衬里为还包括附加衬里的一体式织物件,并且所述第一主衬里和所述附加衬里在它们的开口(供脚插入)处接合。
在一个实施例的变型中,在步骤(vi)之后附加衬里被折叠在第一主衬里中(即,在所述第一主衬里的内部体积内),以便形成舒适的袜套。
在一个实施例的变型中,附加衬里被折叠在第一主衬里上,并形成第一副衬里或第二主衬里或第二副衬里。
在这种情况下,第一主衬里与上述衬里之一为一体式织物结构,特别是通过在它们的插入开口处连接。
在一个实施例的变型中,外底包括从其外表面突出的若干突起,特别地,所述突起是鞋钉。
在一个实施例的变型中,第一主衬里和可选的第二主衬里和/或附加衬里包括按质量计占其总质量的至少80%(优选基本上为100%)的一种或多种材料,所述材料的熔融温度或降解温度高于Tc。
在一个实施例的变型中,第一主衬里的鞋底部分(特别是第一主衬里的鞋底部分的内表面)至少包括与所述第一主衬里为一体式织物结构的第一区域,并且接合外底的步骤(iii)包括将外底注入(injection,注射)成型或挤压(包覆)成型到构造的第一主衬里的鞋底部分上的步骤,、以便填充所述第一区域并形成第一紧固构件和/或缓冲元件。
第一区域可以被放置在第一主衬里的鞋底部分的脚跟区域或前脚区域处。
缓冲元件也可以被构造为形成第一紧固构件。
所述附加袜套包括第一互补紧固构件,所述第一互补紧固构件被构造成与所述第一紧固构件(特别是可移除地)配合以将它们接合在一起。第一互补第一紧固件被放置在附加袜套的鞋底部分的脚跟区域上。
在一个实施例的变型中,所述方法包括注入或挤压步骤,在所述注入或挤压步骤过程中,至少一个加强件被注入或挤压成型在所述第一主衬里上和/或所述第二主衬里上。
在一个变型中,组件包括靠近脚插入开口的第一区域,所述第一区域延伸到所述前脚部分,在所述第一区域中所述第一主衬里和所述第二主衬里叠置并且基本上不接合。
根据第二方面,本发明的主题是一种特别用于运动实践的鞋,所述运动特别是从足球、徒步(hiking)、田径、橄榄球和骑行中选择的一种运动,更特别地是足球或徒步,特别是通过参考以上参考本发明的第一方面所限定的实施例的任何一个变型来实施方法而获得的鞋,所述鞋包括:
-织物件形式的第一内主衬里,具有鞋底部分,
-外底,与第一主衬里的鞋底部分接合,并且所述外底在其外表面上包括至少一个突起,特别是至少两个鞋钉,以及
-织物件形式的第一副衬里,其至少部分、特别是全部是热熔性的,所述第一副衬里至少部分地覆盖第一主衬里、外底以及第一主衬里与外底之间的接合部,至少部分或全部的第一热熔性副衬里被熔融并粘附到第一主衬里和外底。
所述热熔涂层至少部分地覆盖第一主衬里、外底和第一主衬里与外底之间的接合部,特别是至少部分地覆盖外底的外表面。
在一个变型中,外底包括从所述外底的外表面突出的一个或多个突起(特别是鞋钉),并且第一副衬里的鞋底部分包括一个或多个适于至少部分地容纳每个突起的区域。
在一个变型中,所述鞋包括与第一主衬里、或第一副衬里、或第二主衬里、或第二副衬里为一体式织物结构的后部加强元件,所述后部加强元件包括熔融的热熔性纱线,特别是完全由熔融的热熔性纱线制成。
优选地,后部加强元件通向第一主衬里的内部体积,所述内部体积容纳脚。
后部加强元件至少部分地在所述第一主衬里的后部部分、外侧部分和内侧部分中延伸。
主加强元件在第一主衬里的前部部分上具有开口的C形。
主加强元件优选为织物壳体,特别是织物袋部,特别是从第一主衬里的脚插入区域突出。
优选地,鞋包括布置在所述主加强元件的织物壳体中的弹性可变形元件,特别是泡沫(foam,泡沫体)。
弹性可变形元件是可逆变形的,即,它可以变形和/或压缩,以及基本上恢复到其原始形状而没有残余变形,或者相对于其原始尺寸具有小于5%的残余变形。
优选地,弹性可变形元件包括后部部分、侧面部分和内侧部分。
优选地,弹性可变形元件的后部部分(例如约1cm)的厚度朝向内侧部分和外侧部分减小。
因此,第一主衬里的后部部分(特别地,外侧部分和内侧部分)至少部分地布置在后部加强元件与第一副衬里的后部部分(特别地,外侧部分和内侧部分)之间。
有利地,在第一主衬里的针织或编织过程中制造后部加强元件。
在步骤vi)之前,后部加强元件包括至少一个开口,特别是至少两个开口,以允许进入其内部体积,从而将弹性可变形元件放置在其中。
优选地,弹性可变形元件具有高于Tc的熔融或分解温度。
在一个变型中,后部加强元件通向鞋的内部体积,所述内部体积容纳脚,并且后部加强元件形成壳体,所述壳体界定容纳弹性可变形元件的内部体积。
在一个实施例的变型中,外底具有从其外表面突出的鞋钉,并且第一副衬里的鞋底部分具有孔,鞋钉通过所述孔突出。
在一个变型中,鞋包括至少部分地布置在第一主衬里、第一副衬里和外底上的第二主衬里,所述第一主衬里是织物件,并且在其前脚部分(特别地,在脚背区域)中包括与第一主衬里的织物件为一体式织物结构的至少一个鞋带环(lacing loop)。第二主衬里在其前脚部分中包括至少一个鞋带开口,所述鞋带开口被构造成允许鞋带环穿过鞋带开口,从而突出到鞋带开口之外。
在一个变型中,所述鞋包括呈织物件形式的第二主衬里,所述第二主衬里至少部分地布置在所述第一主衬里、所述第一副衬里和所述外底上,并且所述第二主衬里在其前脚区域中包括与形成所述第二主衬里的织物件为一体式织物结构的至少一个鞋带环。
下面参照鞋带环描述的实施例适用于实施例的前面两个变型。
在一个实施例中,鞋带环由两个开口界定,其特别是一体式织物结构,特别是针织的,被布置在第一主衬里和/或第二主衬里的前脚部分中。
特别地,鞋带环等同于下面参考示例性实施例描述的针织桥接部。
特别地,第一主衬里和/或第二主衬里的脚背区域包括第一组和第二组鞋带贯通开口。第一组和第二组鞋带贯通开口分别包括两两成组的若干组(例如在三到六组之间)开口,每组中的两个开口由形成第一桥接部和第二桥接部的针织部分分开。第一桥接部和第二桥接部基本上通过成组开口沿横向方向T对准,所述横向方向与第一主衬里/第二主衬里的纵向轴线L基本上垂直。
在一个实施例中,鞋带环由编织的纬编纱线(woven weft knitted yarn)形成,所述环从第一主衬里的前脚部分的外表面突出。
参考第一方面的本发明的变型、实施例和定义可以彼此独立地与参考第二方面的本发明的变型、实施例和定义组合。
附图说明
通过阅读借助于非限制性示例并通过附图示出的具体实施例的详细描述,将更好地理解本发明及其优点,在附图中:
-图1是根据本发明的第一示例性鞋的第一主衬里的示意性侧视图;
-图2是图1中所示的第一主衬里的示意性仰视图;
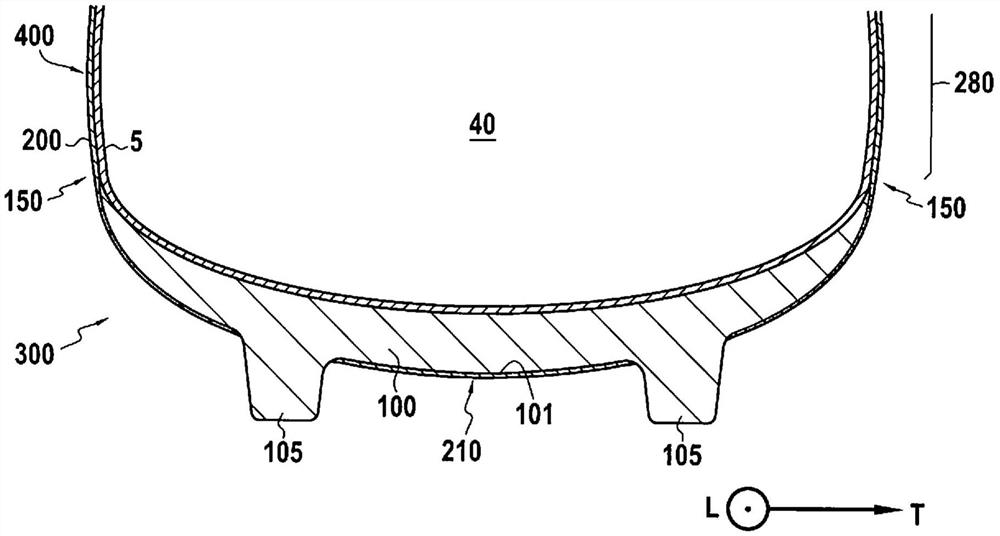
-图3是根据本发明的第一示例性鞋的示意性剖视图,所述第一示例性鞋包括图1和图2中所示的第一主衬里;
-图4是根据本发明的第一示例性鞋的一部分的侧视图;
-图5是根据本发明的第二示例性鞋的示意性剖视图;
-图6是图5中所示的第二示例性鞋的示意性侧视图;
-图7和图8示意性地示出了根据本发明的制造图3中所示的第一示例性鞋的方法的步骤(ii)、步骤(iii)和步骤(v);
-图9是根据本发明的第三示例性鞋的示意性剖视图;
-图10是与图4中所示的外底接合的第一主衬里的变型的示意性侧视图;
-图11是根据本发明的包括临时可拆卸织物件的第四示例性鞋的示意性俯视图;
-图12是根据本发明的第一主衬里的一个示例的示意性俯视图。
具体实施方式
图1和图2中所示的第一主衬里5包括鞋底部分10、前脚部分15、外侧部分20、内侧部分25和后部部分30。第一主衬里5特别是一体式针织织物外壳35,特别是使用挑针针织的一体式针织织物外壳,具有被构造成容纳使用者的脚的内部体积40。后部部分30、外侧部分20、内侧部分25和前脚部分15从包含鞋底部分10的平面P竖直地突出。外侧部分20和内侧部分25布置在后部部分30与前脚部分15之间并与后部部分和前脚部分连接。
前脚部分15在脚背区域18中包括第一组鞋带贯通开口(lacing through-openings)45和第二组鞋带贯通开口50。每个第一组鞋带贯通开口45和第二组鞋带贯通开口50均包括五组两两开口(双开口)55、60,每一组55、60的两个开口57、58;67、68由形成第一桥接部70和第二桥接部75的针织部分分开。第一桥接部70和第二桥接部75基本上在横向方向T上通过成组开口55、60对齐,该横向方向基本上与第一主衬里15的纵向轴线L垂直。
前脚部分15在脚背区域18中还包括一组透气贯通开口80,特别地布置在两组鞋带贯通开口45、50之间。该组透气开口80被布置在第一主衬里15的在内侧部分25与外侧部分20之间基本上居中的区域中。该组透气开口80包括例如十个贯通开口。
图1中所示的第一主衬里5在脚插入区域16处包括呈闭合领口(closed collar)形式的区域90,所述区域呈肋n X p型的网格图案,其中n和p是不为0且小于或等于5的整数,例如肋1x1或1x2。因此,该区域90形成柔软且有弹性的边界,从而有助于脚的插入。
第一主衬里5接合到外底100,该外底包括从其外表面101突出的一组鞋钉105,该组鞋钉被特别布置为用于踢足球。
如图7和图8所示,第一主衬里5被放置在脚形的刚性预制件110上。可以在第一组鞋带贯通开口45和第二组鞋带贯通开口50中放置鞋带,以便于第一主衬里5在预制件110上的定位和固定(plating,外覆)。然后,将第一主衬里5的鞋底部分10放置在(呈一个部分或两个部分的)配对模具(counter-mold,反模)130中,使得鞋底部分10的外表面突出到配对模具的内部体积中,聚合物组合物被注入到该内部体积中以制成外底100。从模具中移除预制件110,主衬里5和包括鞋钉105的外底100由此接合到一起(参见图4)。然后,将织物件形式的第一副衬里200放置在第一主衬里5和外底100上,以便至少部分地覆盖第一主衬里5、外底100以及第一主衬里5与外底100之间的接合部150,所述第一副衬里的至少部分或全部是热熔性的并且具有熔融温度T1(℃)。第一副衬里200包括鞋底部分210、前脚部分220、内侧部分230、外侧部分240和后部部分250,其中前脚部分220、内侧部分230、外侧部分240和后部部分250分别全部或部分地抵靠第一主衬里5的前脚部分、内侧部分、外侧部分和后部部分。第一副衬里200的鞋底部分210包括适于容纳鞋钉105的一组区域260,所述区域260特别地为鞋钉105从其中突出的贯通开口。在该具体实施例中,第一副衬里200为完全可熔的织物件形式,具有熔融温度T1。然后,形成包括第一主衬里5和第一副衬里200的鞋面280的组件经受大于或等于温度T1的加热温度Tc,以便实现第一副衬里200的完全熔融。优选地,将加热系统放置在预制件110内。由于接合部150被聚合物膜400覆盖,使得第一主衬里5的织物外观(aspect)呈凸起状,因此所获得的鞋300(在图3中部分地以横截面示出)具有提高的外底100与第一主衬里5之间的抗分层性(resistance to delamination)。作为补充,还可以将鞋面组件280放置在其内表面被雕刻的模具中,以便根据鞋300的鞋面组件280的区域将一个或多个特定图案赋予聚合物膜400。
第一主衬里5为织物外壳形式,所述织物外壳在圆针织机或直线针织机(特别是直线针织机)的出口处使用挑针以三维方式(stitches picked up in three dimensions)针织而成。在该具体实施例中,第一主衬里5由500dtex的聚对苯二甲酸乙二酯复丝纱线针织,所述复丝纱线包括大约204根细丝。第一主衬里5的质量介于100g/m
第一副衬里200是在圆针织机上由单丝单组分纱线(特别是聚氨酯)用挑针(三维地)针织而成的织物件,所述单丝单组分纱线的直径在0.10mm和2mm之间,特别是约1mm。第一副衬里200可以包括具有变化的纱线密度的区域,以便形成比具有其他区域更大厚度的区域,从而最终形成具有更大厚度的区域的膜400。
第一副衬里200的质量介于30g/m
外底100(包括鞋钉105)具有介于100g/m
在该示例中,外底100由弹性体材料(特别是TPU)制成。
图5示出根据本发明的另一示例性鞋500的剖视图。鞋500包括:第一主衬里600,优选地具有高于温度Tc的熔融或分解温度;第一副衬里700,优选地是完全热熔性的(T1小于Tc);第二主衬里800,优选地具有高于温度Tc的熔融或分解温度;第二副衬里900,优选地是完全热熔性的(T2小于Tc);以及具有鞋钉560的外底550。第一主衬里600和第二主衬里800以及第一副衬里700和第二副衬里900各自包括后部部分、鞋底部分、前脚部分、内侧部分和外侧部分。
外底550特别是通过参考图7和图8描述的注入而优选地包覆成型在第一主衬里600的鞋底部分610的外表面615上。
第一主衬里600被第一副衬里700、第二主衬里800和第二副衬里900覆盖以确定鞋面组件950,所述第一主衬里接合到外底550并被放置在刚性预制件上(如上文参考鞋300所述),并且可选地被加热。第一副衬里700和第二副衬里900的鞋底部分以及第二主衬里的鞋底部分各自包括一组适于容纳鞋钉560的区域,特别是贯通开口,鞋钉通过所述贯通开口突出。因此,外底550与第一主衬里600之间的接合部580被来自第一副衬里700和第二副衬里900的两层聚合物膜以及第二主衬里800的织物外壳完全覆盖,从而进一步提高了抗分层性。
在该具体示例中,第一主衬里600包括与由第一主衬里5支撑的那些45、50类似的第一组贯通开口和第二组贯通开口(就其结构和位置而言),以形成鞋带环,但不包括透气开口80。第二主衬里800包括与第一主衬里5的那些80类似的透气开口(就其结构和位置而言)。
还有可能的是(未示出),第二主衬里800还包括所述第一组贯通开口和第二组贯通开口以形成鞋带环,然后在第一主衬里600上不存在第一组鞋带环和第二组贯通开口。
此外,在该实施例中,第二主衬里800、第二副衬里900和第一副衬里各自在其前脚区域中包括至少一个鞋带开口,特别是两组鞋带开口,所述两组鞋带开口设置在所述脚背区域的两侧,并且被布置成与所述第一主衬里的鞋带环配合,以便所述鞋带环通过所述鞋带开口突出。如图6所示,鞋带990穿过鞋带开口。外底550与第一主衬里600之间的接合部580是不可见的。优选地,除了鞋钉560之外,外底550不可见。
第一主衬里600和第二主衬里800可以相同或不同。
第一副衬里700和第二副衬里900可以相同或不同,特别地,类似于第一副衬里200。
图9示出鞋301,其是鞋300的变型,其中第一主衬里51包括第一区域52,特别地,所述第一区域形成壳体,与第一主衬里51一体针织,并且所述第一区域从鞋底部分11的内表面12突出到第一主衬里51的内部体积53中。例如,在通过注入成型来制造外底102的过程中,旨在形成外底102的被注入的聚合物组合物流入针织壳体52中并填充所述壳体52,从而形成缓冲元件和/或紧固构件。
第一主衬里51可以包括设置在鞋底部分11的脚跟区域中的第一针织区域52和/或设置在鞋底部分11的前脚区域中的第一针织区域52。所述紧固构件可以与由鞋底支撑的互补紧固构件配合,例如用于它们的可移除的附接。
图10示出第一主衬里1000和附加衬里1100,它们在相应的脚的相应的插入开口1010、1110处结合。
第一主衬里1000被示出为接合到设置有鞋钉1055的外底1050。因此,附加衬里1100可被折叠到第一主衬里1000的内部体积1020中,从而形成容纳衬里。附加衬里1100还可用作本发明的含义内的第一副衬里或第二副衬里或用作第二主衬里。在后一种情况下,需要在第一主衬里1000和由附加衬里1100形成的第二主衬里之间布置第一副衬里。
图11中所示的鞋1200包括与第一副衬里1230为一体式织物结构的临时可拆卸织物件1210,所述第一副衬里完全熔融,从而形成至少部分地覆盖第二主衬里1220的热熔外涂层。临时件1210为非热熔性的,因此在步骤vi)后如图11所示。第二主衬里1220包括具有左边缘1250和右边缘1260的脚背区域1240。(特别是针织的)临时可拆卸织物件1210包括左边缘1270和右边缘1280,它们特别地至少通过多个可断裂连接区域1290(特别地是织物连接环,特别是针织的织物连接环)分别与所述脚背区域1240的左边缘1250和右边缘1260连接(特别是接合)。
临时可拆卸织物件1210(其特别是可断裂的)有助于使衬里相对于彼此定位,特别是在步骤vi)中保持脚背区域1240的左边缘和右边缘足够靠近在一起。
在步骤vi)之后,特别是通过切割可断裂连接区域1290而将临时织物件1210与鞋1200分离。
图12示出根据本发明的第一主衬里的变型,其允许形成后部加强元件。因此,图12中单独示出的且处于与其他衬组装之前的第一主衬里1300因此包括后部加强元件1400,所述后部加强元件与第一主衬里1300为一体式织物结构,并且所述后部加强元件部分地或全部(优选全部)由熔融温度低于Tc的热熔性纱线组成。因此,在步骤vi)之后,后部织物加强元件1400全部或部分熔融。
图12中示出后部加强元件1400,其处于折叠到第一主衬里1300的用于容纳脚的内部体积1350中之前。在将第一主衬里1300与根据本发明的一个或多个其他衬里叠置以形成在步骤vi)中经历热压步骤的组件过程中,后部加强元件1400沿图12所示的箭头方向折叠,以便在成品鞋上被发现为直接通向用于容纳脚的内部体积。有利地,在针织或编织第一主衬里1300的过程中制造后部加强元件1400。
后部加强元件1400至少部分地延伸到第一主衬里1300的后部部分1360、外侧部分1370和内侧部分1380中。
在该具体示例中,主加强元件1300在第一主衬里1300的前部部分1340上具有敞开的C形。
主加强元件1400优选为织物外壳,特别是织物袋部,特别是从第一主衬里1300的用于插入脚的区域1330突出。
优选地,鞋包括弹性可变形元件1500,特别是泡沫,其设置在后部加强元件1400的织物壳体的内部体积中。
弹性可变形元件能变形和/或压缩,并且能基本上恢复其初始形状而没有残余变形,或者相对于其原始尺寸具有小于5%的残余变形。
优选地,所述弹性可变形元件包括后部部分、侧面部分和内侧部分。
在步骤vi)之前,后部加强元件1400优选地包括至少一个开口1410,特别是至少两个开口1410、1420,允许进入其内部体积以将弹性可变形元件1500放置在所述内部体积中。
后部加强元件1400在折叠状态下至少部分地抵靠第一主衬里1300的后部部分、外侧部分和内侧部分经历步骤vi),以便使所述后部加强元件接合到第一主衬里1300的这些部分。开口1410和1420随后被熔融后的热熔性纱线封闭。因此,弹性可变形元件完美地保持在后部加强元件1400的壳体中。
- 制造鞋的方法和能够通过所述方法获得的鞋
- 透气防水鞋底,用该鞋底制造的鞋,以及所述鞋底和鞋的制造方法