塑化装置
文献发布时间:2023-06-19 11:13:06
技术领域
本公开涉及塑化装置。
背景技术
专利文献1涉及将材料塑化成为成型材料并送出的塑化送出装置,公开了具备形成有螺旋槽的转子和与转子的端面抵接并在中心具有连通孔的筒体的装置。
专利文献1:日本特开2009-269182号公报。
由上述装置将颗粒状的材料塑化时,通过将转子的外周部分的材料的流动性保持得低于转子的中心部的材料的流动性,从而可得到朝向转子的中心输送材料的输送力。在转子的中心部被塑化的材料通过该输送力从连通孔送出,因此当在转子的外周部分中没将材料的流动性保持得较低时,成型材料的送出量有可能变得不稳定。
发明内容
根据本公开的一方式,提供一种塑化装置。该塑化装置具备:驱动电机;转子,通过所述驱动电机旋转,并具有形成有沿旋转方向的槽的槽形成面;筒体,与所述槽形成面相对,并具有连通孔;加热部,加热供给到所述槽与所述筒体之间的颗粒状的材料;以及控制部,控制所述驱动电机及所述加热部,使供给到所述槽与所述筒体之间的所述材料塑化并从所述连通孔流出。所述加热部具有第一加热部和第二加热部,所述第二加热部配置为比所述第一加热部更靠近所述连通孔,所述筒体具有第一区域和第二区域,所述第二区域比所述第一区域更靠近所述连通孔。所述控制部分别单独控制所述第一加热部和所述第二加热部,以使所述第二区域的温度高于所述第一区域的温度。
附图说明
图1是示出第一实施方式中的三维造型装置的概略构成的说明图。
图2是示出转子的下表面侧的构成的概略立体图。
图3是示出筒体的转子相对面侧的构成的概略俯视图。
图4是图1中的筒体的IV-IV剖视图。
图5是第二实施方式中的筒体的剖视图。
图6是示出第三实施方式中的三维造型装置的概略构成的说明图。
图7是示出第四实施方式中的三维造型装置的概略构成的说明图。
图8是示出第四实施方式中的筒体的下表面侧的构成的概略立体图。
图9是示出作为第五实施方式的射出成型装置的概略构成的说明图。
符号说明
20、材料供给部;22、连通路;31、转子套;32、驱动电机;40、转子;42、槽;43、凸条部;44、材料流入口;45、中央部;48、槽形成面;50、筒体;50b、筒体;50d、筒体;52、转子相对面;54、导向槽;56、连通孔;61、喷嘴;68、喷嘴流路;69、喷出口;70、70b、70d、加热部;71、71b、第一加热部;72、72b、第二加热部;75、冷却部;76、冷媒流路;77、入口部;78、出口部;79、冷媒循环装置;81、温度测定部;90、90b、90c、90d、塑化装置;100、100c、100d、三维造型装置;200、造型单元;300、工作台;310、造型面;400、移动机构;500、控制部;800、射出成型装置;810、射出控制机构;811、射出缸;812、柱塞;813、柱塞驱动部;830、模具部;831、可动模具;832、固定模具;840、闭模装置;841、模具驱动部;850、控制部。
具体实施方式
A.第一实施方式:
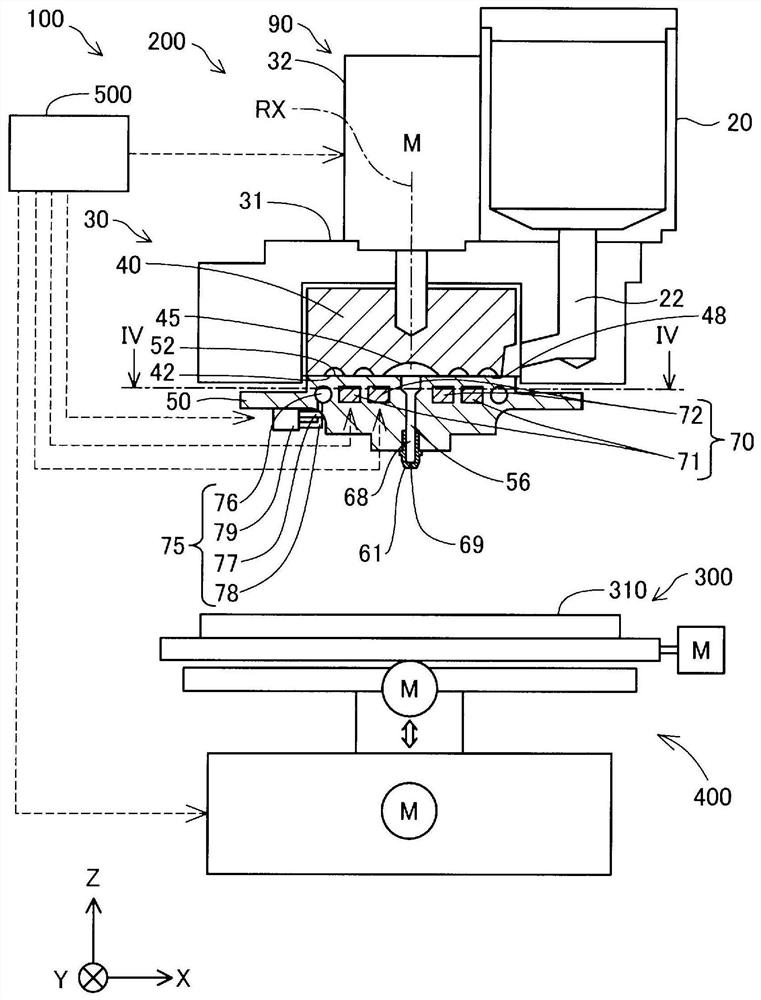
图1是示出三维造型装置100的概略构成的说明图。图1表示出沿相互正交的X、Y、Z方向的箭头。X、Y、Z方向是沿三个相互正交的空间轴即X轴、Y轴、Z轴的方向,分别包括沿X轴、Y轴、Z轴的一方侧的方向和与其相反方向这两方。X轴和Y轴是沿水平面的轴,Z轴是沿铅垂线的轴。在其它图中,也适当地表示出沿X、Y、Z方向的箭头。图1中的X、Y、Z方向与其它图中的X、Y、Z方向表示相同的方向。
三维造型装置100具备:造型单元200、工作台300、移动机构400以及控制部500。造型单元200由材料供给部20、具备塑化装置90的塑化部30、喷嘴61构成。三维造型装置100在控制部500的控制下,将从材料供给部20供给来的材料通过塑化装置90进行塑化,从而生成造型材料。三维造型装置100一边从喷嘴61朝向工作台300上的造型面310喷出生成的造型材料,一边通过移动机构400变化喷嘴61与造型面310的相对位置,造型在造型面310上层叠有造型材料的三维造型物。关于造型单元200的详细的构成,在后文进行记述。
移动机构400如上所述变化喷嘴61与造型面310的相对位置。在本实施方式中,移动机构400支承工作台300并通过使工作台300相对于造型单元200进行移动,来变化喷嘴61与造型面310的相对位置。需要指出,有时将喷嘴61相对于造型面310的相对位置的变化称为喷嘴61的移动。
本实施方式中的移动机构400由通过三个电机M的驱动力使工作台300在X、Y、Z方向这三个轴方向移动的三轴定位器构成。各电机被控制部500控制而进行驱动。需要指出,移动机构400也可以构成为通过不移动工作台300却使造型单元200移动,来变化喷嘴61与造型面310的相对位置。另外,移动机构400也可以构成为通过使工作台300和造型单元200这两者移动,而变化喷嘴61与造型面310的相对位置。
控制部500构成为计算机,并具备一个以上处理器、存储器和进行与外部之间的信号的输入输出的输入输出接口。处理器通过执行存储于存储器的预定的程序,从而实现用于对三维造型物的造型的造型处理。在造型处理中,控制部500适当控制造型单元200和移动机构400。需要指出,也可以由电路来实现控制部500的一部分或全部功能。
材料供给部20容纳用于生成造型材料的颗粒状的材料。材料供给部20例如由容纳材料的料斗构成。材料供给部20将内部所容纳的材料通过连通路22供给至塑化装置90。在本实施方式中,材料供给部20容纳有将作为非晶性树脂的ABS(丙烯腈-丁二烯-苯乙烯)树脂成型为颗粒状的材料。关于材料的详情,在后文进行记述。
塑化装置90具备:驱动电机32(在图1中也作为符号“M”示出。)、转子40和筒体50。塑化装置90将从材料供给部20供给来的固体状态的材料的至少一部分熔融,生成具有流动性的糊状的造型材料,并将所生成的造型材料供给至喷嘴61。需要指出,“熔融”不仅是指具有热塑性的材料被加热到熔点以上的温度而成为液状,还是指通过具有热塑性的材料被加热到玻璃化转变点以上的温度而软化并呈现流动性的“塑化”。本实施方式的转子40也被称为“平螺杆”、“卷动件”。另外,筒体50也被称为螺杆对面部。而且,有时将造型材料称为熔融材料或成型材料。
转子40具有沿其中心轴RX的高度小于直径的大致圆柱状。在本实施方式中,转子40配置成其中心轴RX与Z方向平行。
转子40收纳于转子套31内。转子40的上表面侧连结于驱动电机32,转子40利用驱动电机32所发生的旋转驱动力而在转子套31内以中心轴RX为中心旋转。驱动电机32由控制部500控制而驱动。
转子40的下表面即槽形成面48形成有槽42。在本实施方式中,槽42是沿转子40的旋转方向的槽。上述材料供给部20的连通路22从转子40的侧面连通至槽42。
筒体50与转子40的槽形成面48相对。具体而言,筒体50的上表面即转子相对面52与槽形成面48相对。在槽形成面48的槽42与转子相对面52之间形成空间。材料从材料供给部20被供给至该空间。关于转子40和槽42的具体构成,在后面进行记述。
在本实施方式中,筒体50设置有加热部70和冷却部75。加热部70具有第一加热部71和第二加热部72,并设置于转子相对面52的下方。加热部70加热供给到槽42与筒体50之间的材料。冷却部75具有:冷媒流路76;入口部77,向冷媒流路76的内部导入冷媒;出口部78,与冷媒流路76连通并向冷媒流路76的外部排出冷媒;以及冷媒循环装置79。关于加热部70和冷却部75的详情,在后文进行记述。
供给到转子40的槽42的材料在槽42中被熔融,同时通过转子40的旋转沿着槽42流动,并作为造型材料引导至转子40的中央部45。流入中央部45的糊状的造型材料通过设置于筒体50的中心的连通孔56供给至喷嘴61。
喷嘴61设置在筒体50的下部。喷嘴61具有喷嘴流路68和喷出口69。喷嘴流路68是设置于喷嘴61内的流路,其一端连接于筒体50内的连通孔56。喷出口69是设置于喷嘴流路68的没与连通孔56连接的端部的流路截面被缩小的部分。造型材料从连通孔56流入喷嘴流路68,并从喷出口69喷出。在本实施方式中,喷出口69的开口形状是圆形。需要指出,喷出口69的开口形状不限于圆形,例如也可以是正方形、除正方形以外的多边形。
图2是示出转子40的下表面侧的构成的概略立体图。在图2中,转子40的中心轴RX的位置由单点划线示出。
转子40的槽形成面48的中央部45构成为与槽42的一端连接的凹部。中央部45与筒体50的连通孔56相对。在本实施方式中,中央部45与中心轴RX交叉。
转子40的槽42构成所谓的卷动件槽。槽42从中央部45朝向转子40的外周以画弧的方式涡状延伸。槽42例如也可以构成为渐伸曲线状、螺旋状延伸。槽形成面48设置有用于构成槽42的侧壁部的沿各槽42延伸的凸条部43。
槽42连续至形成于转子40的侧面的材料流入口44。该材料流入口44是接受通过材料供给部20的连通路22供给来的材料的部分。
在图2中,示出具有三个槽42和三个凸条部43的转子40的例子。设置于转子40的槽42、凸条部43的数量不限制于三个。转子40既可以只设置有一个槽42,也可以设置有两个以上的多个槽42。另外,也可以配合槽42的数量而设置有任意数量的凸条部43。
在图2中,图示出材料流入口44形成于三个部位的转子40的例子。设置于转子40的材料流入口44的数量不限制于三个部位。在转子40中,材料流入口44既可以只设置于一个部位,也可以设置于两个部位以上的多个部位。
图3是示出筒体50的转子相对面52侧的构成的概略俯视图。在转子相对面52的中心形成有用于将造型材料供给至喷嘴61的连通孔56。在转子相对面52形成有连接于连通孔56并从连通孔56朝向外周涡状延伸的多个导向槽54。多个导向槽54具有将流入到转子40的中央部45的造型材料引导至连通孔56的功能。需要指出,为了使造型材料高效地到达连通孔56,优选在筒体50形成导向槽54,但也可以不形成导向槽54。
如图3所示,筒体50具有第一区域RG1和第二区域RG2。第二区域RG2是比第一区域RG1更靠近连通孔56的区域。在图3中,筒体50的虚线外侧且转子相对面52的外缘内侧的区域是第一区域RG1,虚线内侧的区域是第二区域RG2。即,图3中的虚线示出第一区域RG1与第二区域RG2的边界。在本实施方式中,具有转子相对面52的半径的一半的半径的圆的内侧为第二区域RG2,该圆的外侧为第一区域RG1。需要指出,边界的位置不限于上述,第二区域RG2在比第一区域RG1更靠近连通孔56的区域的位置即可,也可以为其它位置。
向转子40的材料流入口44供给材料时,材料被诱导至槽42,在槽42内加热的同时,朝向中央部45移动。材料越靠近中央部45越熔融,流动性不断提高并向造型材料转化。聚集在中央部45的造型材料利用在中央部45产生的内压而从连通孔56向喷嘴61流出。
图4是图1中的筒体50的IV-IV剖视图。在图4中示出连通孔56、加热部70和冷却部75。另外,在图4中图示出上述第一区域RG1和第二区域RG2。
如上所述,加热部70具有第一加热部71和第二加热部72。第二加热部72配置为比第一加热部71更靠近连通孔56。具体而言,在沿与连通孔56交叉的XY平面的方向中的、第二加热部72与连通孔56的中心的最短距离短于第一加热部71与连通孔56的中心的最短距离。
在本实施方式中,作为第一加热部71,隔着连通孔56配置有一对加热器,作为第二加热部72,与第一加热部71分开并隔着连通孔56配置一对加热器。在本实施方式中,作为第一加热部71和第二加热部72,配置有棒状的加热器。即,第一加热部71和第二加热部72分别具有两个棒状的加热器。各加热器使长边方向沿着Y方向配置,分别具有大致相等的长度。第一加热部71和第二加热部72由控制部500分别单独控制。
图4示出冷却部75中的冷媒流路76、入口部77和出口部78。冷媒流路76比第一加热部71更远离连通孔56,并沿筒体50的周向配置。具体而言,在沿着与连通孔56交叉的XY平面的方向上的、冷媒流路76与连通孔56的中心的最短距离大于第一加热部71与连通孔56的中心的最短距离。在本实施方式中,沿筒体50的周向的冷媒流路76在沿与连通孔56交叉的XY平面的方向上,配置在第一加热部71与转子相对面52的外缘之间。
在冷媒流路76中,冷媒从入口部77导入。从入口部77导入的冷媒在冷媒流路76内流动,并从出口部78向外部排出。在本实施方式中,入口部77和出口部78如图1所示连接有冷媒循环装置79。冷媒循环装置79具备泵,使冷媒从出口部78向入口部77循环。冷媒循环装置79由控制部500来控制。
控制部500控制第一加热部71和第二加热部72,以使第二区域RG2的温度高于第一区域RG1的温度。另外,在本实施方式中,控制部500控制第一加热部71和第二加热部72,并且通过控制冷媒循环装置79,而使冷媒在冷媒流路76内流通。由此,筒体50中的、比第一加热部71更远离连通孔56的部分由冷媒来冷却。即,相比于未设置有冷媒流路76的情况,能够将筒体50的外周部分的温度保持得更低。这样通过控制加热部70及冷却部75,可保持第一区域RG1中的材料的流动性低于第二区域RG2中的材料的流动性。即,在筒体50的外周部分中材料的流动性被保持得较低。
在本实施方式中,控制部500控制加热部70,将第一区域RG1的温度调节为小于作为材料的ABS树脂的玻璃化转变温度Tg,将第二区域RG2的温度调节为玻璃化转变温度Tg以上。在本实施方式中,具体而言,ABS树脂材料的玻璃化转变温度为111℃,而分别控制第一加热部71为210℃,第二加热部72为60℃。另外,控制部500控制冷媒循环装置79,调节成冷媒流路76的入口部77和出口部78中的冷媒的温度分别为15℃。如上所述,由于ABS树脂是非晶性树脂,因此通过以玻璃化转变温度Tg为基准来控制第一区域RG1和第二区域RG2的温度,从而能够恰当地控制各区域中的材料的流动性。需要指出,有时将玻璃化转变温度称为玻璃化转变点。
根据上面所说明的本实施方式的塑化装置90,控制部500分别单独控制第一加热部71和配置为比第一加热部71更靠近连通孔56的第二加热部72,以使比第一区域更靠近连通孔56的第二区域RG2的温度高于第一区域RG1的温度。由此,可保持第一区域RG1中的材料的流动性低于第二区域RG2中的材料的流动性。因此,从连通孔56送出的造型材料的送出量稳定。
另外,在本实施方式中,第一加热部71和第二加热部72设置于筒体50。因此,相比于将第一加热部71和第二加热部72设置于旋转的转子40的情况,能够通过简单的构成使造型材料的送出量稳定。
另外,在本实施方式中,第一加热部71隔着连通孔56配置一对,第二加热部72隔着连通孔56配置一对。由此,利用第一加热部71和第二加热部72,能够隔着连通孔56对称地加热筒体50。因此,能够通过简单的控制,使第二区域RG2的温度高于第一区域RG1的温度。
另外,在本实施方式中,塑化装置90具有比第一加热部71更远离连通孔56并沿筒体50的周向设置的冷媒流路76、入口部77和出口部78。因此,通过在冷媒流路76内使冷媒流动,从而能够在筒体50的外周部分中将材料的流动性保持得更低。
另外,在本实施方式中,控制部500控制加热部70,将第一区域RG1的温度调节为小于作为非晶性树脂的ABS树脂材料的玻璃化转变温度Tg,将第二区域RG2的温度调节为玻璃化转变温度Tg以上。因此,在使用非晶性树脂作为材料时,能够更有效地将第一区域RG1中的材料的流动性保持得较低,并使第二区域RG2中的材料的流动性较高。
在此,对在上述三维造型装置100中所使用的三维造型物的材料进行说明。在三维造型装置100中,例如,能够将具有热塑性的材料、金属材料、陶瓷材料等各种材料作为主材料来对三维造型物进行造型。在此,“主材料”是指构造三维造型物的形状的成为中心的材料,亦指在三维造型物中占有50重量%以上含量的材料。上述造型材料包括:这些主材料以单体熔融后的材料、与主材料一起含有的一部分成分熔融成糊状的材料。
在使用具有热塑性的材料作为主材料时,在塑化装置90中通过使该材料塑化而生成造型材料。
作为具有热塑性的材料,例如,能够使用将下述热塑性树脂材料成型为颗粒状的材料。
热塑性树脂材料的例子
聚丙烯树脂(PP)、聚乙烯树脂(PE)、聚缩醛树脂(POM)、聚氯乙烯树脂(PVC)、聚酰胺树脂(PA)、丙烯腈-丁二烯-苯乙烯树脂(ABS)、聚乳酸树脂(PLA)、聚苯硫醚树脂(PPS)、聚醚醚酮(PEEK)、聚碳酸酯(PC)、改性聚苯醚、聚对苯二甲酸丁二酯、聚对苯二甲酸乙二酯等通用工程塑料、聚砜、聚醚砜、聚苯硫醚、聚芳酯、聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚醚醚酮等工程塑料。
在具有热塑性的材料中,除了可以混入颜料、金属、陶瓷之外,还可以混入蜡、阻燃剂、防氧化剂、热稳定剂等添加剂等。该情况下,能够将把上述热塑性树脂材料和添加剂等混合成型为颗粒状的材料作为具有热塑性的材料进行使用。具有热塑性的材料在塑化装置90中,通过转子40的旋转和加热部70的加热而塑化,并转化为熔融的状态。具有热塑性的材料优选加热到其玻璃化转变点以上,以完全熔融的状态从喷嘴61射出。由具有热塑性的材料的熔融生成的造型材料从喷嘴61喷出后,因温度低而固化。需要指出,为了使材料以完全熔融的状态喷出,也可以在喷嘴61的周围设置加热器。
在三维造型装置100中,例如还可以使用以下金属材料作为主材料来代替上述具有热塑性的材料。在该情况下,优选向塑化装置90投入混合将下述的金属材料制成粉末状而得的粉末材料和在生成造型材料时熔融的成分并成型为颗粒状的材料。
金属材料的例子
镁(Mg)、铁(Fe)、钴(Co)、铬(Cr)、铝(Al)、钛(Ti)、铜(Cu)、镍(Ni)的单一金属或包含一种以上这些金属的合金。
所述合金的例子
马氏体时效钢、不锈钢、钴铬钼、钛合金、镍合金、铝合金、钴合金、钴铬合金。
在三维造型装置100中,能够使用陶瓷材料作为主材料来代替上述金属材料。作为陶瓷材料,例如能够使用二氧化硅、二氧化钛、氧化铝、氧化锆等氧化物陶瓷、氮化铝等非氧化物陶瓷等。当使用上述那样的金属材料、陶瓷材料作为主材料时,也可以通过烧结使喷出到造型面310的造型材料固化。
作为材料而投入材料供给部20的金属材料、陶瓷材料也可以是混合多种单一的金属的粉末和/或合金的粉末、陶瓷材料的粉末并成型为颗粒状的混合材料。另外,例如也可以通过上面示例出的热塑性树脂,或者除此以外的热塑性树脂涂覆金属材料、陶瓷材料的粉末材料。该情况下,在塑化装置90中,也可以使该热塑性树脂熔融呈现流动性。
还能够使用向金属材料、陶瓷材料例如添加如下所述的溶剂而形成为颗粒状的材料。溶剂也能够组合使用选自下述中的1种或2种以上。
溶剂的例子
水;乙二醇单甲醚、乙二醇单乙醚、丙二醇单甲醚、丙二醇单乙醚等(聚)亚烷基二醇单烷基醚类;醋酸乙酯、醋酸正丙酯、醋酸异丙酯、醋酸正丁酯、醋酸异丁酯等醋酸酯类;苯、甲苯、二甲苯等芳香族烃类;甲基乙基酮、丙酮、甲基异丁基酮、乙基-正丁基酮、二异丙基酮、乙酰丙酮等酮类;乙醇、丙醇、丁醇等醇类;四烷基乙酸铵类;二甲基亚砜、二乙基亚砜等亚砜类溶剂;吡啶、γ-甲基吡啶、2,6-二甲基吡啶等吡啶类溶剂;四烷基乙酸铵(例如,四丁基乙酸铵等);丁基卡必醇乙酸酯等离子液体等。
除此之外,也能够使用向金属材料、陶瓷材料例如添加以下那样的粘合剂而形成为颗粒状的材料。
粘合剂的例子
丙烯酸树脂、环氧树脂、硅树脂、纤维素系树脂或其它合成树脂或PLA(聚乳酸)、PA(聚酰胺)、PPS(聚苯硫醚)、PEEK(聚醚醚酮)或其它热塑性树脂。
B.第二实施方式:
图5是在第二实施方式的塑化装置90b中所设置的筒体50b的剖视图。图5与图4所示的第一实施方式的筒体50的剖视图同样示出有:连通孔56、加热部70b、冷却部75、第一区域RG1和第二区域RG2。另外,塑化装置90b与第一实施方式同样配置于三维造型装置100。需要指出,对于塑化装置90b中无特别说明的部分,与第一实施方式相同。
加热部70b具有第一加热部71b和第二加热部72b。在本实施方式中,第一加热部71b和第二加热部72b一起沿转子40的周向配置为环状。在本实施方式中,具体而言,第一加热部71b和第二加热部72b是形成为环状的氮化铝加热器。在其它实施方式中,第一加热部71b和第二加热部72b例如既可以是使用有氮化硅等其它陶瓷的加热器,也可以是将电热线形成为环状的加热器。
利用以上所说明的第二实施方式的塑化装置90b,也可以保持第一区域RG1中的材料的流动性低于第二区域RG2中的材料的流动性。特别是在本实施方式中,第一加热部71和第二加热部72沿转子40的周向配置为环状。因此,能够通过简单的控制将筒体50的外周部分中的材料的流动性保持得较低。
C.第三实施方式:
图6是示出第三实施方式中的三维造型装置100c的概略构成的说明图。第三实施方式的造型单元200c所具备的塑化装置90c与第一实施方式不同,具备温度测定部81。需要指出,对于塑化装置90c和三维造型装置100c中无特别说明的部分,与第一实施方式相同。
温度测定部81测定第一区域RG1和第二区域RG2的温度。在本实施方式中,温度测定部81具有:测定第一区域RG1的温度的热电偶和测定第二区域RG2的温度的热电偶。在其它实施方式中,例如,温度测定部81也可以具备测定第一区域RG1的温度和第二区域RG2的温度的放射型温度计等非接触式传感器。
在本实施方式中,控制部500根据由温度测定部81测定的温度来控制第一加热部71和第二加热部72。控制部500例如也可以在第一区域RG1的温度高于材料的玻璃化转变温度Tg时,减少第二加热部72的输出,在第二区域RG2的温度低于目标温度时,增加第一加热部71的输出。该情况下,能够将目标温度确定为高于玻璃化转变温度Tg的任意温度。其它情况下,也可以从温度分布等预先确定为在根据所测定的温度来控制第一加热部71、第二加热部72时的基准的值。
利用上面说明的第二实施方式的塑化装置90b,也可保持第一区域RG1中的材料的流动性低于第二区域RG2中的材料的流动性。特别是在本实施方式中,根据由温度测定部81测定的温度,能够更高精度地调节第一区域RG1和第二区域RG2的温度。
D.第四实施方式:
图7是示出第四实施方式中的三维造型装置100d的概略构成的说明图。图8是示出筒体50d的下表面侧的构成的概略立体图。如图7和图8所示,第四实施方式的造型单元200d的塑化装置90d具备沿转子40的周向配置为环状的加热部70d。本实施方式的加热部70d与第一实施方式不同,不具有第一加热部71和第二加热部72。
加热部70d是形成为环状的一个氮化铝加热器。在本实施方式中,加热部70d以包围喷嘴61的方式配置在筒体50d的下表面。加热部70d可以容纳于套中,例如也可以利用隔热材料覆盖加热部70d的下表面、外周。在其它实施方式中,加热部70d也可以埋入筒体50d的内部。另外,加热部70d例如既可以是使用了氮化硅等其它陶瓷的加热器,也可以是将电热线形成为环状的加热器。
在本实施方式中,也是控制部500控制加热部70d,以使第二区域RG2的温度高于第一区域RG1的温度。另外,控制部500控制加热部70d,并且通过控制冷媒循环装置79从而使冷媒在配置于筒体50d的冷媒流路76内流通。需要指出,冷媒流路76比加热部70d更远离连通孔56,并沿筒体50d的周向配置。即,在本实施方式中,沿筒体50d的周向的冷媒流路76在沿与连通孔56交叉的XY平面的方向上,配置在加热部70d与转子相对面52的外缘之间。
在本实施方式中,也使用形成为颗粒状的ABS树脂材料作为材料。控制部500控制加热部70,将第一区域RG1的温度调节为小于作为材料的ABS树脂的玻璃化转变温度Tg,将第二区域RG2的温度调节为玻璃化转变温度Tg以上。具体而言,ABS树脂材料的玻璃化转变温度为111℃,而加热部70d控制为250℃。另外,控制部500与第一实施方式同样地控制冷媒循环装置79,将冷媒流路76的入口部77和出口部78中的冷媒的温度分别调节为15℃。
根据上面说明的本实施方式的塑化装置90d,控制部500控制沿转子40的周向配置为环状的加热部70d,以使比第一区域更靠近连通孔56的第二区域RG2的温度高于第一区域RG1的温度。由此,可保持第一区域RG1中的材料的流动性低于第二区域RG2中的材料的流动性。因此,能够使从连通孔56送出的造型材料的送出量稳定。
另外,在本实施方式中,塑化装置90具有比第一加热部71更远离连通孔56并沿筒体50的周向设置的冷媒流路76、入口部77和出口部78。因此,通过在冷媒流路76内使冷媒流动,在筒体50的外周部分中,能够将材料的流动性保持得更低。
另外,在本实施方式中,控制部500控制加热部70,将第一区域RG1的温度调节为小于作为非晶性树脂的ABS树脂材料的玻璃化转变温度Tg,将第二区域RG2的温度调节为玻璃化转变温度Tg以上。因此,在使用非晶性树脂作为材料时,能够更有效地将第一区域RG1中的材料的流动性保持得较低,并使第二区域RG2中的材料的流动性较高。
E.第五实施方式:
图9是示出作为本公开的第五实施方式的射出成型装置800的概略构成的说明图。本实施方式的射出成型装置800具备:塑化装置90、喷嘴61、射出控制机构810、模具部830及闭模装置840。塑化装置90的构成若无特别说明,则与第一实施方式相同。
塑化装置90如在第一实施方式中说明的那样,具有转子40和筒体50。本实施方式的筒体50的连通孔56连接有后文所述的射出缸811。塑化装置90在控制部850的控制下,使供给到转子40的槽42的材料的至少一部分塑化,生成具有流动性的糊状的熔融材料并从连通孔56引导至射出控制机构810。
本实施方式的筒体50与第一实施方式相同,具备第一加热部71和第二加热部72。另外,本实施方式的筒体50与第一实施方式同样具备冷却部75。需要指出,在图9中,为了易于理解构成,省略了冷却部75中的除冷媒流路76以外的构成的图示。
射出控制机构810具备:射出缸811、柱塞812和柱塞驱动部813。射出控制机构810具有将射出缸811内的熔融材料射出到后文所述的型腔Cv的功能。射出控制机构810在控制部850的控制下,控制来自喷嘴61的熔融材料的射出量。射出缸811是连接于筒体50的连通孔56的大致圆筒状的部件,在内部具备柱塞812。柱塞812在射出缸811的内部滑动,将射出缸811内的熔融材料压送到连接于塑化装置90的喷嘴61。柱塞812由通过电机构成的柱塞驱动部813来驱动。
模具部830具备可动模具831和固定模具832。可动模具831和固定模具832相互面对面设置,在其间具有适应于成型品的形状的空间即型腔Cv。熔融材料通过射出控制机构810压送而通过喷嘴61射出至型腔Cv。
闭模装置840具备模具驱动部841,具有进行可动模具831和固定模具832的开闭的功能。闭模装置840在控制部850的控制下,驱动模具驱动部841而使可动模具831移动、使模具部830开闭。
上面说明的本实施方式的射出成型装置800如上所述具备与第一实施方式相同构成的塑化装置90。因此,能够使从连通孔56送出的造型材料的送出量稳定。
F.其它实施方式:
(F-1)在上述实施方式中,第一加热部71和第二加热部72设置于筒体50。与此相对,例如,第一加热部71或第二加热部72中任一方也可以设置于转子40。另外,也可以是第一加热部71和第二加热部72这两方设置于转子40。另外,即使对于第四实施方式中的加热部70d,也可以同样地设置于转子40。
(F-2)在上述实施方式中,第一加热部71和第二加热部72也可以不是棒状、环状的加热器。例如,既可以是平板状的加热器,也可以是具有沿转子40的周向的弧状的部分的加热器。另外,这些加热器也可以成对地设置。
(F-3)在上述实施方式中,冷却部75具备冷媒循环装置79。与此相对,冷却部75也可以不具备冷媒循环装置79。例如,冷却部75也可以不具有冷媒循环装置79,而具备:向冷媒流路76供给冷媒的冷媒供给部、与入口部77连通的管道以及与出口部78连通的管道。该情况下,也可以将冷媒从冷媒供给部通过与入口部77连通的管道连续地供给到冷媒流路76,并且将冷媒流路76内的冷媒从与出口部78连通的管道连续地排出到外部。
(F-4)在上述实施方式中,塑化装置90具备冷却部75。与此相对,塑化装置90也可以不具备冷却部75。
(F-5)在上述实施方式中,控制部500控制加热部70,将第一区域RG1的温度调节为小于材料的玻璃化转变温度,将第二区域RG2的温度调节为玻璃化转变温度以上。与此相对,只要将第二区域RG2的温度调节成高于第一区域RG1的温度即可,也可以不以玻璃化转变温度为基准来调节第一区域RG1的温度、第二区域RG2的温度。例如,使用具有熔点的材料时,也可以将第一区域RG1的温度调节为小于熔点,将第二区域RG2的温度调节为熔点以上。
G.其它方式:
本公开不限于上述各实施方式,在不脱离其主旨的范围内,可以通过各种方式来实现。例如,本公开可以作为以下方式而实现。为了解决本公开的课题的一部分或全部,或者为了达成本公开的效果的一部分或全部,对应于下面记载的各方式中的技术特征的上述各实施方式中的技术特征可以适当进行替换、组合。另外,如果其技术特征在本说明书中未说明为必须的,则可以适当删除。
(1)根据本公开的第一方式,提供一种塑化装置。该塑化装置具备:驱动电机;转子,所述转子通过所述驱动电机旋转,并具有形成有槽的槽形成面;筒体,所述筒体与所述槽形成面相对,并具有连通孔;加热部,所述加热部加热供给到所述槽与所述筒体之间的颗粒状的材料;以及控制部,所述控制部控制所述驱动电机和所述加热部,使供给到所述槽与所述筒体之间的所述材料塑化并从所述连通孔流出。所述加热部具有第一加热部和第二加热部,所述第二加热部配置为比所述第一加热部更靠近所述连通孔,所述筒体具有第一区域和第二区域,所第二区域比所述第一区域更靠近所述连通孔。所述控制部分别单独控制所述第一加热部和所述第二加热部,以使所述第二区域的温度高于所述第一区域的温度。
根据这样的方式,保持第一区域中的材料的流动性低于第二区域中的材料的流动性。因此,从连通孔送出的造型材料的送出量稳定。
(2)在上述方式的塑化装置中,也可以是,所述第一加热部和所述第二加热部设置于所述筒体。根据这样的方式,相比于将第一加热部和第二加热部设置于旋转的转子的情况,能够通过简单的构成使造型材料的送出量稳定。
(3)在上述方式的塑化装置中,也可以是,所述第一加热部隔着所述连通孔配置一对,所述第二加热部隔着所述连通孔配置一对。根据这样的方式,能够隔着连通孔通过第一加热部和第二加热部对称地加热筒体。因此,能够通过简单的控制,使第二区域的温度高于第一区域的温度。
(4)在上述方式的塑化装置中,也可以是,所述第一加热部和所述第二加热部沿所述转子的周向配置为环状。根据这样的方式,能够通过简单的控制,将筒体的外周部分中的材料的流动性保持得低。
(5)在上述方式的塑化装置中,也可以是,具备测定所述第一区域和所述第二区域的温度的温度测定部,所述控制部根据由所述温度测定部测定的温度来控制所述第一加热部和所述第二加热部。根据这样的方式,能够根据由温度测定部测定的温度,更高精度地调节第一区域和第二区域的温度。
(6)在上述方式的塑化装置中,也可以是,具有:冷媒流路,所述冷媒流路比所述第一加热部更远离所述连通孔,并沿所述筒体的周向配置;入口部,所述入口部与所述冷媒流路连通,将冷媒导入到所述冷媒流路的内部;出口部,所述出口部与所述冷媒流路连通,将所述冷媒排出到所述冷媒流路的外部。根据这样的方式,通过在冷媒流路内使冷媒流动,能够在筒体的外周部分中将材料的流动性保持得更低。
(7)在上述方式的塑化装置中,也可以是,所述材料为非晶性树脂,所述控制部控制所述加热部,将所述第一区域的温度调节为小于所述材料的玻璃化转变温度,并将所述第二区域的温度调节为所述玻璃化转变温度以上。根据这样的方式,在使用非晶性树脂作为材料时,能够更有效地将第一区域中的材料的流动性保持得较低,并使第二区域中的材料的流动性较高。
(8)根据本公开的第一方式,公开有塑化装置。该塑化装置具备:驱动电机;转子,所述转子通过所述驱动电机旋转,并具有形成有槽的槽形成面;筒体,所述筒体与所述槽形成面相对,并具有连通孔;加热部,所述加热部沿所述转子的周向配置为环状,加热供给到所述槽与所述筒体之间的颗粒状的材料;以及控制部,所述控制部控制所述驱动电机和所述加热部,使供给到所述槽与所述筒体之间的所述材料塑化并从所述连通孔流出。所述筒体具有第一区域和第二区域,所述第二区域比所述第一区域更靠近所述连通孔,所述控制部控制所述加热部,以使所述第二区域的温度高于所述第一区域的温度。
根据这样的方式,可保持第一区域中的材料的流动性低于第二区域中的材料的流动性。因此,从连通孔送出的造型材料的送出量稳定。
本公开不限于上述塑化装置,能够通过各种形式实现。例如,能够通过材料的塑化方法、塑化装置的控制方法、三维造型装置、射出成型装置等方式实现。
- 塑化装置及使用该装置的塑化方法
- 一种降低塑化机塑化橡胶粉异味的装置