闪粉侧饰支架一体手机壳及其制作工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本申请属于手机配件技术领域,具体涉及闪粉侧饰支架一体手机壳及其制作工艺。
背景技术
手机是目前应用最为广泛的电子通讯类产品之一。随着手机屏幕的逐渐增大,为爱机配备一只美观、耐用、防摔的手机壳已成为手机爱好者的普遍选择。现有手机壳存在如下技术问题:
1、手机支架可靠性不高,一般采用粘贴或者热熔方式固定在手机壳上,长期使用会发生松动甚至脱落;
2、手机壳结构简陋,一般采用单一材质通过注塑工艺简单成型,装饰效果差,不能满足人民群众日益增长的物质文化需求。比如在一些具有闪粉效果的手机壳中,一般采用在手机壳的表面贴闪粉纸的方式实现闪粉效果,存在闪粉纸容易磨损、刮破或脱落等现象。
3、手机壳加工工艺粗糙,在注塑成型后,一般仅进行去毛刺、取披锋、上漆等后处理,最多不超过五个工序。成品难于达到较高的质量标准。
发明内容
有鉴于此,本申请提供了闪粉侧饰支架一体手机壳及其制作工艺,以解决现有技术中存在的技术问题。
本申请为解决其技术问题而提供的闪粉侧饰支架一体手机壳为:
一种闪粉侧饰支架一体手机壳,包括手机壳本体,其特征在于:手机壳本体的侧面设置有侧饰安装位;手机壳本体的外表面上设置有支架安装位;手机壳本体上开设有用于容纳手机镜头的镜头孔位;手机壳本体的外表面和/或内表面具有闪粉效果;侧饰安装位内设置有侧面饰品;支架安装位内设置有手机支架;手机壳本体的侧面上设置有金属镀膜边框;支架安装位和镜头孔位的周围设置有金属镀膜围栏。
作为优选,手机支架包括支撑座、指环扣和压紧扣;支撑座固定连接述支架安装位内;指环扣可转动连接在支撑座上;压紧扣安装在指环扣上并与支撑座之间建立固定连接以使得指环扣能够在支撑座和压紧扣之间发生任意角度的旋转。
作为优选,指环扣包括拉环和旋转套,拉环和旋转套之间铰接,拉环转动时候能够将旋转套收置在拉环的环孔内;旋转套上设置有通孔,通孔的两侧分别设置有支撑座容置位和压紧扣容置位,支撑座和压紧扣分别设置在支撑座容置位和压紧扣容置位内并通过紧固件建立固定连接。
作为优选,支架安装位包括围栏结构和设置在围栏结构中间的定位桩,支撑座上设置有定位孔,支撑座通过定位孔和定位桩之间的配合装配在围栏结构内并通过热熔连接和/或紧固件实现和手机壳本体之间的固定连接。
作为优选,手机支架还包括碟片,碟片设置在压紧扣上。
本申请为解决其技术问题而提供的闪粉侧饰支架一体手机壳制作工艺为:
一种闪粉侧饰支架一体手机壳制作工艺,其特征在于,包括:壳体成型步骤,用于形成手机壳本体,同时在手机壳本体的侧面上加工出侧饰安装位,在手机壳本体的外表面上加工出支架安装位,在手机壳本体上加工出用于容纳手机镜头的镜头孔位,在手机壳本体的内表面和/或外表面上加工出闪粉效果;镀膜结构成型步骤,用于在手机壳本体的侧面上形成能够覆盖手机壳本体基材的金属镀膜边框,并在支架安装位和镜头孔位的周围加工出金属镀膜围栏。
作为优选,镀膜结构成型步骤包括:壳体镀膜步骤,用于在手机壳本体的外表面和侧面上形成能够覆盖手机壳本体基材的金属镀膜;镀膜加工步骤,用于通过去除部分金属镀膜在手机壳本体的外表面上形成金属镀膜围栏,同时在手机壳本体的侧面上形成金属镀膜边框,在手机壳本体的外表面上加工出闪粉效果部位。
作为优选,闪粉侧饰支架一体手机壳制作工艺还包括侧饰装配步骤,侧饰装配步骤用于在手机壳本体侧面上的侧饰安装位内装配诸如钻石之类的侧面饰品。
作为优选,闪粉侧饰支架一体手机壳制作工艺还包括支架装配步骤,支架装配步骤用于在支架安装位内装配手机支架。
作为优选,支架装配步骤包括:支撑座安装步骤,将支撑座固定连接到支架安装位内;指环扣安装步骤,将指环扣可转动连接在支撑座上;压紧扣安装步骤,将压紧扣安装在指环扣上并与支撑座之间建立固定连接以使得指环扣能够在支撑座和压紧扣之间发生任意角度的旋转。
作为优选,指环扣包括拉环和旋转套,拉环和旋转套之间铰接,拉环转动时候能够将旋转套容置在拉环的环孔内;旋转套上设置有通孔,通孔的两侧分别设置有支撑座容置位和压紧扣容置位,支撑座和压紧扣分别设置在支撑座容置位和压紧扣容置位内并通过紧固件建立固定连接。
作为优选,支架装配步骤还包括碟片安装步骤,碟片安装步骤用于在压紧扣上装配金属碟片。
有益的技术效果:
本申请提供的闪粉侧饰支架一体手机壳,通过采用自主研发的闪粉侧饰支架一体手机壳制作工艺,能够在形成支架安装位、镜头孔位和侧饰安装位的同时,在手机壳本体的外表面和/或内表面上形成闪粉效果,还能够在保留手机壳本体外表面和/或内表面闪粉效果的前提下,在支架安装位和镜头孔位的周围加工出金属镀膜围栏,同时在手机壳本体的侧面加工出金属镀膜边框。另外,还能够通过特殊的支架结构和支架装配工艺,有效改善手机支架的连接可靠性和美观程度。因而,本申请提供的闪粉侧饰支架一体手机壳及其制作工艺,具有如下有益的技术进步性。
1、支架可靠性高,采用机械连接和热熔粘接工艺实现手机支架的固定,结构稳定可靠、转动平稳、耐用性好;
2、手机壳结构细致而微,采用硅胶和闪粉层形成手机壳本体,再通过镀膜和雕刻工艺在手机壳本体上加工出金属镀膜围栏、金属镀膜边框和闪粉效果部位等极致装饰结构,在具有硅胶材质优质手感和良好耐污性能以及安全环保等诸多优点外,还具有突出的光彩效果和逼真的金属色泽,能够极大满足手机爱好者的物质和文化需求。并且,本申请还采用了内置闪粉层的工艺和结构,还具有闪粉层着色均匀、稳定、不易磨损等显著优点。
3、采用了自主研发的闪粉侧饰支架一体手机壳制作工艺,在手机壳本体注塑成型后,对手机壳本体进行多达几十步工序的后处理作业,产品结构稳定、手感好、视觉效果突出。
以下结合说明书附图和具体实施方式,对本申请的技术方案和技术效果进行详细介绍。
附图说明
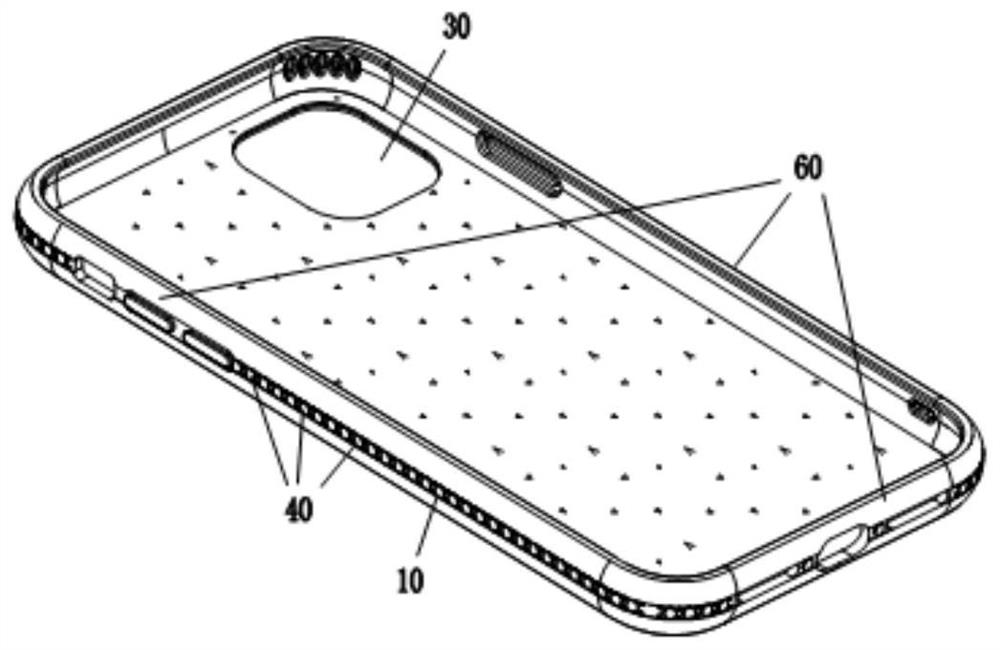
图1:闪粉侧饰支架一体手机壳第一维度立体图;
图2:闪粉侧饰支架一体手机壳第二维度立体图;
图3:闪粉侧饰支架一体手机壳支架结构第一维度爆炸图;
图4:闪粉侧饰支架一体手机壳支架结构第二维度爆炸图;
图5:闪粉侧饰支架一体手机壳制作工艺流程框架图;
图6:闪粉陈色板结构示意图;
标识说明:
1-基体层,2-第一闪粉层,3-第二闪粉层,4-陈色层;
10-侧饰安装位,20-支架安装位,30-镜头孔位,40-侧面饰品,50-手机支架,60-金属镀膜边框,70-金属镀膜围栏;
210-围栏结构;
510-支撑座,520-指环扣,530-压紧扣,540-碟片;
5110-定位孔;
5210-拉环,5220-旋转套,5221-通孔,5222-支撑座容置位,5223-压紧扣容置位。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整的描述,所举实例只用于解释本申请,并非用于限定本申请的范围。在下列段落中参照附图以举例方式更具体地描述本申请。根据下面说明和权利要求书,本申请的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本申请实施例的目的。
需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同。本文中在本申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本申请。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1-图4,本申请提供的闪粉侧饰支架一体手机壳,包括由硅胶材料制作而成的手机壳本体。手机壳本体的侧面设置有侧饰安装位10,侧饰安装位10内设置有钻石造型的侧面饰品40;手机壳本体的外表面上设置有具有非贯通结构的支架安装位20,支架安装位20内设置有手机支架50;手机壳本体上开设有用于容纳手机镜头的镜头孔位30;支架安装位20和镜头孔位30的周围设置有金属镀膜围栏70。手机壳本体的侧面上设置有金属镀膜边框60;手机壳本体的外表面和/或内表面具有闪粉效果。
手机支架50包括支撑座510、指环扣520、压紧扣530和碟片540。支架安装位20包括围栏结构210和设置在围栏结构210中间的定位桩,支撑座510上设置有定位孔5110,支撑座510通过定位孔5110和定位桩之间的配合装配在围栏结构210内并通过热熔连接和/或紧固件实现和手机壳本体之间的固定连接。碟片540通过热熔和/或粘接紧固在压紧扣530上。
指环扣520包括拉环5210和旋转套5220,拉环5210和旋转套5220之间铰接,拉环5210转动时候能够将旋转套5220收置在拉环5210的环孔内。旋转套5220上设置有通孔5221,通孔5221的两侧分别设置有支撑座容置位5222和压紧扣容置位5223,支撑座510和压紧扣530分别设置在支撑座容置位5222和压紧扣容置位5223内并通过紧固件建立固定连接。
装配完成后,支撑座510固定连接在支架安装位20内,指环扣520可转动连接在支撑座510上,压紧扣530安装在指环扣520上并与支撑座510之间固定连接以使得指环扣520能够在支撑座510和压紧扣530之间发生任意角度的旋转。当不需要使用支架功能时,可以通过旋转拉环将拉环收纳进围栏结构210内。
在一个改进的实施例中,指环扣520的旋转套5220的边沿上也设置有镶钻结构。
请参阅图5,本申请提供的闪粉侧饰支架一体手机壳制作工艺包括如下步骤:
壳体成型步骤,用于形成手机壳本体,同时在手机壳本体的侧面上加工出侧饰安装位10,在手机壳本体的外表面上加工出支架安装位20,在手机壳本体上加工出用于容纳手机镜头的镜头孔位30,在手机壳本体的内表面和/或外表面上加工出闪粉效果。优选采用注塑工艺完成本申请的壳体成型步骤,比如预先将闪粉陈色板设置在注塑模具内,再通过嵌套注塑工艺完成闪粉壳体的一体成型。具体而言,可采用如图6所示的闪粉陈色板避免闪粉被高温物料冲散而造成闪粉分布不均匀。本申请采用的闪粉陈色板包括基体层1、第一闪粉层2、第二闪粉层3和陈色层4。第一闪粉层2和第二闪粉层3分别设置在基体层1的两侧面,陈色层4包裹在基体层1、第一闪粉层2和第二闪粉层3的外部。当高温物料接触到闪粉陈色板后,陈色层4一边抵抗高温物流的压力,避免闪粉被冲散,一边变软熔解最终和高温物料熔解为一体。通过这种机制可以实现闪粉壳体的完美成型。
镀膜结构成型步骤,用于在手机壳本体的侧面上形成能够覆盖手机壳本体基材的金属镀膜边框60,并在支架安装位20和镜头孔位30的周围加工出金属镀膜围栏70。镀膜结构成型步骤优选包括壳体镀膜步骤和镀膜加工步骤。其中壳体镀膜步骤用于在手机壳本体的外表面和侧面上形成能够覆盖手机壳本体基材的金属镀膜;镀膜加工步骤用于通过去除部分金属镀膜在手机壳本体的外表面上形成金属镀膜围栏70,同时在手机壳本体的侧面上形成金属镀膜边框60,在手机壳本体的外表面上加工出闪粉效果部位。可以采用电镀工艺完成手机壳本体外表面和侧面的镀膜,然后采用雕刻工艺去除部分金属镀膜比如外表面上的金属镀膜,形成金属镀膜边框60和属镀膜围栏70。
侧饰装配步骤,用于在所述手机壳本体侧面上的侧饰安装位10内装配注入钻石类的侧面饰品40。
支架装配步骤,用于在支架安装位20内装配手机支架50。支架装配步骤具体包括支撑座安装步骤、指环扣安装步骤和压紧扣安装步骤。其中支撑座安装步骤,用于将支撑座510固定连接到支架安装位20内;指环扣安装步骤用于将指环扣520可转动连接在支撑座510上;压紧扣安装步骤用于将压紧扣530安装在指环扣520上并与支撑座510之间建立固定连接以使得指环扣520能够在支撑座510和压紧扣530之间发生任意角度的旋转。具体而言,指环扣520包括拉环5210和旋转套5220,拉环5210和旋转套5220之间铰接,拉环5210转动时候能够将旋转套5220容置在拉环5210的环孔内。旋转套5220上设置有通孔5221,通孔5221的两侧分别设置有支撑座容置位5222和压紧扣容置位5223。支撑座510和压紧扣530分别设置在支撑座容置位5222和压紧扣容置位5223内并通过紧固件建立固定连接。
碟片安装步骤用于在压紧扣530上装配金属碟片540。碟片540通过热熔和/或粘接紧固在压紧扣530上。碟片安装步骤完成后形成如图1和图2所示的整体效果。
由上所述,本申请提供的闪粉侧饰支架一体手机壳,通过采用自主研发的闪粉侧饰支架一体手机壳制作工艺,能够在形成支架安装位、镜头孔位和侧饰安装位的同时,在手机壳本体的外表面和/或内表面上形成闪粉效果,还能够在保留手机壳本体外表面和/或内表面闪粉效果的前提下,在支架安装位和镜头孔位的周围加工出金属镀膜围栏,同时在手机壳本体的侧面加工出金属镀膜边框。另外,还能够通过特殊的支架结构和支架装配工艺,有效改善手机支架的连接可靠性和美观程度。因而,本申请提供的闪粉侧饰支架一体手机壳及其制作工艺,具有如下几点有益的技术进步性。
1、采用机械连接和热熔粘接工艺实现手机支架的固定,手机支架结构稳定可靠、转动平稳、耐用性好;
2、手机壳结构细致而微,采用硅胶和闪粉层形成手机壳本体,再通过镀膜和雕刻工艺在手机壳本体上加工出金属镀膜围栏、金属镀膜边框和闪粉效果部位等极致装饰结构,成品在具有硅胶材质优质手感和良好耐污性能以及安全环保等诸多优点外,还具有突出的光彩效果和逼真的金属色泽,能够极大满足手机爱好者的物质和文化需求。
3、本申请采用了内置闪粉层的工艺和结构,还具有闪粉层着色均匀、稳定、不易磨损等显著优点。
4、采用了自主研发的闪粉侧饰支架一体手机壳制作工艺,在手机壳本体注塑成型后,对手机壳本体进行多达几十步工序的后处理作业,产品结构稳定、手感好、视觉效果突出。
以上结合说明书附图和具体实施例对本申请的技术方案和技术效果进行了详细阐述,应该说明的是,说明书中公开的具体实施方式仅是本申请较佳的实施例而已,所述领域的技术人员还能够在此基础上开发出其他的实施例;任何不脱离本申请创新理念的简单变形和等同替换均涵盖于本申请,属于本专利的保护范围。
- 闪粉侧饰支架一体手机壳及其制作工艺
- 一种闪粉泳衣布料的制作工艺