一种基于OCT的金属件连续焊缝的激光焊接品质检测系统
文献发布时间:2023-06-19 11:55:48
技术领域
本申请涉及激光焊接品质检测设计技术领域,特别是涉及一种应用于大质量、长管型或长条形的金属件的焊缝检测。
背景技术
在工业生成实践中,金属件以其强度高、稳定性强等优点在化工、建筑、工程基建等领域具有普遍应用;现有技术中,为实现金属件的长度要求,通常需要将多段金属件焊接在一起以达到长度要求;焊接工艺虽然能够使金属件的长度达到要求,但焊缝的存在客观上也对金属件的强度存在削弱;这就要求焊缝的焊接品质达到极高的稳定性和密闭性,焊接的品质不足,会导致金属件间连接处的强度不足而出现断裂或泄漏;一旦问题出现,因为金属件的工作环境比较复杂,有的甚至是作用在地底,这将导致补修作业十分繁琐且造假昂贵;基于上述问题,对于焊接品质的检测,尤其是一种大质量、长条状的金属件的焊接品质检测,设计一种能够兼顾检测精度和经济成本的在线检测系统对于企业量产、品控等方面具有重要意义。
现有技术中,基于OCT方式进行焊缝检测的技术方案普遍通过移动干涉仪上的扫描装置,利用扫描装置的位移对于焊缝进行扫描;OCT方式的焊缝检测能够提高检测精度;然而,对于长度较长的,多组条状部件焊接成型的长金属件而言,如果保持金属件不动,利用扫描装置的移动扫描的方式,需要较大的移动空间;常规的OCT作业装置不具备这样的操作条件,在相应的设备生产车间,采用移动OCT作业装置扫描长距离的连续焊缝,需要考虑的因素包括施工空间、为扫描装置单独设置驱动机构、位移机构和相应的保护机构;这样必然带来空间占用问题、扫描装置的保护问题,无疑会增加成本;OCT组件本身也对作业环境要求较高,大范围的移动扫描组件也会造成组件的过度消耗。
基于上述问题,面对长度较长,具有多组焊缝需要连续扫描、检测的金属件的焊缝品质检测需要更加便捷、经济的技术方案以综合控制成本与检测效率。
发明内容
本发明为解决上述背景技术中提及的对于长度较长的、大质量金属件的连续焊缝检测的课题,采用液压驱动装置配合电控系统驱动待检测的金属件移动,在其移动的过程中,移动的金属件道与OCT作业装置的扫描部件产生相对位移,进而实现连续焊缝的扫描。
采用液压系统的优势在于液压能的稳定和大负载状态下的持续输出;比较适合应用于质量大的工件的驱动;与此同时,考虑到设计成本,本发明并没有选择控制精度较高的液压伺服系统;而是利用液压缸自身行程一定的特性,配合抵持组件实现工件的高精度、稳定的进给。
具体工作方案如下:
一种基于OCT的金属件连续焊缝的激光焊接品质检测系统,用于对存在三条以上焊缝的金属件进行连续焊缝品质检测,包括:
紧固件7,用于与待检测的金属件8的一端固定连接,进而实现紧固件与金属件8的紧固固定;这样就能够使金属件8在紧固件7的带动下移动;其中待检测的金属件8是四根以上的子金属件采用焊接的方式形成的一个整体。
驱动组件,其包括缸体1、活塞3、活塞杆2;缸体1的底端位置设置有抵持部5,抵持部5环绕固定在缸体1的底端位置,抵持部下方对称设置有跨越紧固件7的第一滚轮10;活塞3上连接有能够伸出缸体外部的杆活塞杆2,活塞杆2的伸出端设置有牵引部4,牵引部4与活塞杆2的输出端固定连接,牵引部4下方对称设置有第二滚轮11,牵引部4在其伸出方向上的一侧固定设置有L型调整块12,L型调整块12通过连接杆13与紧固件7建立固定连接,这样紧固件7就能够在液压缸内活塞杆2的带动下实现水平方向上的往复移动;缸体1上方沿水平方向间隔设置有多个能够升降的限位块6,限位块6下降后用于与缸体1的抵持端接触以实现对于缸体的限位。
以上检测设备的具体检测方式如下:
步骤一,组装检测设备;
将加工好的待检测的金属件8放置于试验台上,用紧固件7固定金属件8,用连接杆13固定紧固件与L型调整块12;将扫描装置9放置于检测工位,驱动离缸体1底部方向上最远的限位块6下降,其它限位块6升起,离缸体1底部方向上最远的下降后的限位块6与缸体1底部具有水平距离S;水平距离S等于活塞杆2能够伸出最大距离的一半;此时所有的限位块6均不对缸体进行限位。
优选的,为适应不同环境因素,保护检测部件,在检测部件固定位置处预设一个保护框体以防止检测部件被灰尘、磁场等外界环境干扰。
步骤二,行进间检测焊缝
缸体1无杆腔内泵送液压油,活塞3带动杆2具有伸出的趋势,此时,因为限位块6不进行限位,而检测的金属件8自身质量较大,所以杆端不会伸出,相反地,因为无杆腔内充液,在第一滚轮10的带动下,缸体向底端方向上行进,行至距离S时,缸体1底端与限位块6接触,缸体1不再运动,此时在液压油的作用下,活塞杆2带动牵引部4克服金属件8的质量牵引金属件8前进;前进距离为S,即最大伸出行程的一半;在该行进过程中,焊缝经过扫描装置9,完成第一条焊缝的扫描检测;
此后,液压缸的活塞杆已经伸出到最大行程,控制液压缸无杆腔泄压,然后控制缸体1向伸出杆的方向运动以完成收缩;收缩后再将缸体1底端方向上的与缸体1底端最近的限位块6下降,重复上述步骤以再次实现缸体1的牵引作业进而对后续的焊缝进行检测;重复以上步骤,直到检测完成最后一条焊缝;
优选的,利用设置在第一滚轮10上的电机控制第一滚轮旋转,完成缸体1向伸出杆的方向收缩。
优选的,利用电子离合器建立第一滚轮10的滚轮轴与电机输出轴的连接与脱离。工作状态中,当液压油驱动时,电子离合器处于断电状态,第一滚轮10的滚轮轴与电机输出轴脱离;当液压油泄压后,需要电机轴输出动力驱动第一滚轮10运动时,电子离合器得电,电机输出轴与第一滚轮10的轮轴建立连接,在电机的带动下实现第一滚轮10的转动。
步骤三、报警信息提示;
当检测到有焊缝不合格后马上发出警报并中止检测;或当检测到有焊缝不合格后记录焊缝位置并继续完成所有检测。
步骤四、生成检测报告;
对于检测数据生成报告并发送至实验终端。
本发明的有益效果在于能够利用液压系统配合传动机构实现质量较大的金属焊接件进行移动以实现焊缝的在线检测作业。
附图说明:
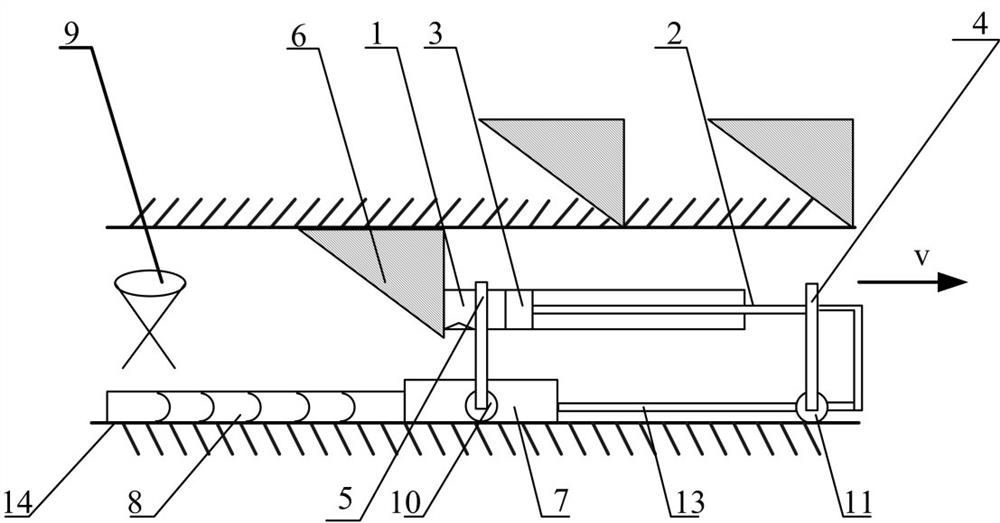
图1为本发明整体示意图。
图2为本发明牵引机构俯视图。
附图标记说明:
缸体1、活塞杆2、活塞3、牵引部4、抵持部5、限位块6、紧固件7、金属件8、扫描装置9、第一滚轮10、第二滚轮11、L型调整块12、连接杆13。
具体实施方式
下面详细描述本申请的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本申请,而不能理解为对本申请的限制。
请参见说明书附图所示,基于OCT的金属件连续焊缝的激光焊接品质检测系统,用于对存在三条以上焊缝的金属件道进行连续焊缝质量检测,包括:
一种基于OCT的金属件连续焊缝的激光焊接品质检测系统,用于对存在三条以上焊缝的金属件进行连续焊缝品质检测,包括:
紧固件7,用于与待检测的金属件8的一端固定连接,进而实现紧固件与金属件8的紧固固定;这样就能够使金属件8在紧固件7的带动下移动;其中待检测的金属件8是四根以上的子金属件采用焊接的方式形成的一个整体。
驱动组件,其包括缸体1、活塞3、活塞杆2;缸体1的底端位置设置有抵持部5,抵持部5环绕固定在缸体1的底端位置,抵持部下方对称设置有跨越紧固件7的第一滚轮10;活塞3上连接有能够伸出缸体外部的杆活塞杆2,活塞杆2的伸出端设置有牵引部4,牵引部4与活塞杆2的输出端固定连接,牵引部4下方对称设置有第二滚轮11,牵引部4在其伸出方向上的一侧固定设置有L型调整块12,L型调整块12通过连接杆13与紧固件7建立固定连接,这样紧固件7就能够在液压缸内活塞杆2的带动下实现水平方向上的往复移动;缸体1上方沿水平方向间隔设置有多个能够升降的限位块6,限位块6下降后用于与缸体1的抵持端接触以实现对于缸体的限位。
优选的,限位块6还能够沿水平方向移动以调整液压缸的行程范围。
以上检测设备的具体检测方式如下:
步骤一,组装检测设备;
将加工好的待检测的金属件8放置于试验台上,用紧固件7固定金属件8,用连接杆13固定紧固件与L型调整块12;将扫描装置9放置于检测工位,驱动离缸体1底部方向上最远的限位块6下降,其它限位块6升起,离缸体1底部方向上最远的下降后的限位块6与缸体1底部具有水平距离S;水平距离S等于活塞杆2能够伸出最大距离的一半;此时所有的限位块6均不对缸体进行限位。
优选的,为适应不同环境因素,保护检测部件,在检测部件固定位置处预设一个保护框体以防止检测部件被灰尘、磁场等外界环境干扰。
步骤二,行进间检测焊缝
缸体1无杆腔内泵送液压油,活塞3带动活塞杆2具有伸出的趋势,此时,因为限位块6不进行限位,而检测的金属件8自身质量较大,所以杆端不会伸出,相反地,因为无杆腔内充液,在第一滚轮10的带动下,缸体向底端方向上行进,行至距离S时,缸体1底端与限位块6接触,缸体1不再运动,此时在液压油的作用下,活塞杆2带动牵引部4克服金属件8的质量牵引金属件8前进;前进距离为S,即最大伸出行程的一半;在该行进过程中,焊缝经过扫描装置9,完成第一条焊缝的扫描检测;
此后,液压缸的活塞杆已经伸出到最大行程,控制液压缸无杆腔泄压,然后控制缸体1向伸出杆的方向运动以完成收缩;收缩后再将缸体1底端方向上的与缸体1底端最近的限位块6下降,重复上述步骤以再次实现缸体1的牵引作业进而对后续的焊缝进行检测;重复以上步骤,直到检测完成最后一条焊缝;
优选的,利用设置在第一滚轮10上的电机控制第一滚轮旋转,完成缸体1向伸出杆的方向收缩。
优选的,利用电子离合器建立第一滚轮10的滚轮轴与电机输出轴的连接与脱离。工作状态中,当液压油驱动时,电子离合器处于断电状态,第一滚轮10的滚轮轴与电机输出轴脱离;当液压油泄压后,需要电机轴输出动力驱动第一滚轮10运动时,电子离合器得电,电机输出轴与第一滚轮10的轮轴建立连接,在电机的带动下实现第一滚轮10的转动。
步骤三、报警信息提示;
当检测到有焊缝不合格后马上发出警报并中止检测;或当检测到有焊缝不合格后记录焊缝位置并继续完成所有检测。
步骤四、生成检测报告;
对于检测数据生成报告并发送至实验终端。
本发明的有益效果在于能够利用液压系统配合传动机构实现质量较大的金属焊接件进行移动以实现焊缝的在线检测作业。
以上所述仅是本申请的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以做出若干改进,这些改进也应视为本申请的保护范围。
- 一种基于OCT的金属件连续焊缝的激光焊接品质检测系统
- 一种基于嵌入式系统和云平台的多参数POCT检测系统平台