使用差温加热的弯曲电子设备的制造以及弯曲电子设备
文献发布时间:2023-06-19 11:55:48
技术领域
本公开涉及制造弯曲电子设备的方法以及由此产生的产品。
背景技术
弯曲衬底可以例如使用诸如热成形的处理来制造。热成形通常涉及材料(堆叠件)在高温下的变形。在这种组合物中包括(印刷的)电子产品的情况下,变形通常要求包括电子产品在内的所有材料的可拉伸性。特别是在较多和较少热塑性材料之间的转变时,应变会导致电子路径的故障。在堆叠件中使用的材料可以包括例如载体(衬底)和电子材料,它们在热行为、塑性行为和拉伸行为方面通常是不同的。因此,可能会发生摩擦和剪切,这可能导致电子系统完整性的风险。
可以采取各种措施来缓解这个问题。例如,互连可以例如通过附加材料来加强,如沉积在部件下面的底部填充材料或球形部件。例如,可以通过应用更柔性的胶水来优化材料的热塑性。可以用热塑性较差的支撑材料来加固轨道,以承受应变,而不是最易损坏的材料。通过使用弯曲形状,可以通过弯曲的外在变形与材料本身的内在变形相结合来实现所需的拉伸性。以这种方式,不仅通过材料的变形来实现拉伸性,从而降低了风险。电子设备的设计可以与3D形状的设计相匹配,以将易损连接定位在变形较小的区域。这些措施可能会限制设计的自由度,并且并不总是适用的。
仍然需要使用热成形处理改进弯曲电子设备的制造,同时在热成形时将电子部件附接并保持附接。
发明内容
本公开的各方面涉及一种制造弯曲电子设备(例如用户接口)的方法。堆叠件可以设置有包括热塑性材料的衬底。一个电子部件可布置在衬底上或集成在衬底中。例如,该部件可以连接到布置在衬底上或衬底中的电子电路。可以用光(例如IR或其它波长)照射衬底的表面,以将热塑性材料的至少部分加热到其玻璃化转变温度以上。可以对(至少部分地)加热的衬底施加变形处理,以将例如包括电子电路和电子部件的堆叠件变形为任何所需的三维形状,以形成弯曲电子接口。优选地,位于电子部件周围的衬底表面的部件区域包括第一材料,该第一材料对光提供相对低的吸收。优选地,在部件区域外的衬底的周围区域包括第二材料,该第二材料对光提供相对高的吸收。因此,在照射时间期间,吸收差异导致沿衬底的表面坐标在热塑性材料中建立温差(differential temperature)分布。因此,电子部件周围的部件区域可以保持比周围区域更低的温度。在变形处理的时间,在周围区域处的热塑性材料可以具有相对高的温度,例如高于玻璃化转变温度,以对变形处理提供相对低的阻力,而在电子部件周围的部件区域处的热塑性材料可以具有相对低的温度,例如低于玻璃化转变温度,以对变形处理提供相对高的阻力。这种较高的阻力可以防止电子部件和/或其与电子电路的连接上的过度应力。
附图说明
通过以下描述、所附权利要求书和附图,本公开的装置、系统和方法的这些和其他特征、方面和优点将得到更好的理解,其中:
图1示出了衬底的横截面图和相应温度分布的示意曲线图;
图2A示出了具有不同材料的堆叠件的顶视图;
图2B示出了被照射的堆叠件的横截面图;
图2C示出了差温(differentially heated)加热的堆叠件的变形处理;
图3A示出了模拟几何形状的透视图像;
图3B示出了温度分布结果;
图4A示出了沿着衬底的水平绘图线;
图4B示出了通过不同部分的竖直绘图线;
图5A和图5B示出了较薄衬底的类似曲线图。
具体实施方式
用于描述具体实施方式的术语不旨在限制本发明。本文所使用的,除非上下文另外明确指出,否则单数形式“一”、“一个”、“该”也旨在包括复数形式。术语“和/或”包括一个或多个相关列出项的任何和所有组合。应当理解,术语“包括”和/或“包含”规定所述特征的存在,但不排除一个或多个其他特征的存在或增加。应当进一步理解,当方法的特定步骤被称为在另一步骤之后时,除非另外说明,否则其可直接在所述另一步骤之后,或者可以在执行该特定步骤之前执行一个或多个中间步骤。同样,应当理解,当描述结构或部件之间的连接时,除非另外说明,否则可直接或通过中间结构或部件建立该连接。
在下文中,参照附图更全面地描述本发明,在附图中示出了本发明的实施方式。在附图中,为了清楚起见,可能会夸大系统、部件、层和区域的绝对和相对尺寸。可以参考本发明的可能理想化的实施方式和中间结构的示意图和/或横截面图示描述实施方式。在说明书和附图中,相似的数字始终表示相似的元件。相关术语及其派生词应解释为指当时描述的或讨论中的附图所示的方向。这些相关术语是为了便于描述,除非另有说明,否则不要求系统以特定方向构造或操作。
图1顶部示出了具有不同材料M1、M2的衬底13的横截面图,M1、M2提供不同光吸收量A1、A2。该图的下部示出了对应的温度分布T1-T7的示意曲线图,该温度分布T1-T7作为用于照射(t1-t5)和随后的冷却(t6,t7)的周期的衬底位置X的函数。
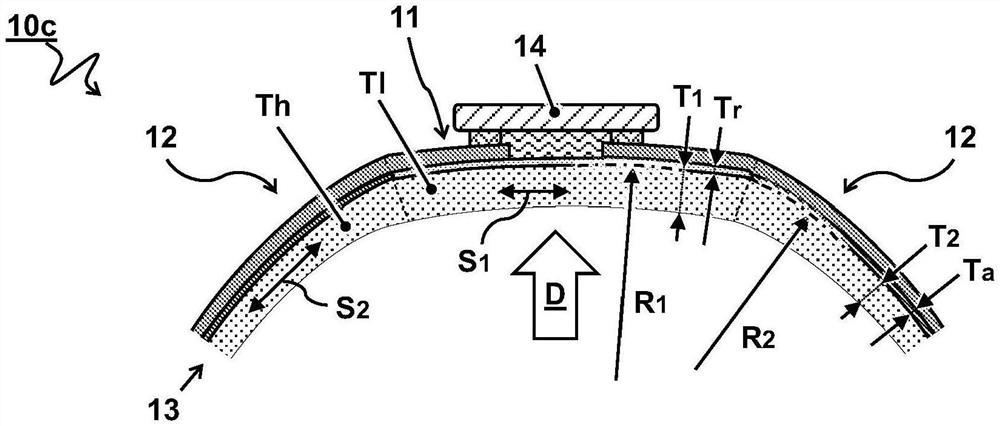
在一个实施方式中,制造弯曲电子设备10c的方法包括提供堆叠件10。优选地,堆叠件包括具有热塑性材料Ms的衬底13。通常,堆叠件可以包括一个或多个电子部件14。这些部件可以连接到例如布置在衬底13上的电子电路15。部件可以是例如硅基的。附加地或可替代地,该部件可包括印刷结构。与用于电路的衬底和附加图形和导电浆料相比,部件的热成形性通常较低。在另一个或进一步实施方式中,用光L照射衬底13的表面11、12,以将热塑性材料M的至少部分加热到其玻璃化转变温度Tg以上。在另一个或进一步实施方式中,可以对至少部分加热的衬底13施加变形处理,以使堆叠件10变形到弯曲电子接口10c中。例如,弯曲设备可以偏离平板,例如包括由诸如按钮的凸起特征形成的局部曲率,或者整个设备可弯曲。
在优选实施方式中,位于电子部件14周围的衬底表面11、12的部件区域11包括第一材料M1,第一材料M1对光L提供相对低吸收A1。在另一个或进一步优选实施方式中,在部件区域11外的衬底13的周围区域12包括第二材料M2,第二材料M2对光L提供相对高吸收A2。在一些实施方式中,在照射时间t1-t5期间,吸收差异A2-A1可导致沿衬底13的表面坐标X在热塑性材料Ms中建立温差分布t1-t5。
在优选实施方式中,电子部件14周围的部件区域11保持比周围区域12更低的温度。在一些实施方式中,在变形处理D的时间t6处,在周围区域12处的热塑性材料Ms具有高于玻璃化转变温度Tg的相对高的温度Th,以对变形处理D提供相对低的阻力。在其他或进一步的实施方式中,在电子部件14周围的部件区域11处的热塑性材料Ms具有低于玻璃化转变温度Tg的相对低的温度Tl,以对变形处理D提供相对高的阻力。例如,这可有助于防止电子部件14和/或其与电子电路15的连接上的过度应力。
如本文所述,优选地,通过照射(例如红外或其它辐射)来加热衬底。在一些实施方式中,至少在变形处理D时,对衬底进行照射,直到具有更高吸收性材料M2(无部件)的部分12达到最佳(热)成形温度。例如,最佳热成形温度可以是高于热塑性材料Ms的玻璃化转变温度Tg的温度,优选高于Tg几度(摄氏度或开尔文),例如,在高于Tg 1度至30度的范围内,优选在高于Tg 5度至20度的范围内,最优选在高于Tg 5度至10度的范围内,例如,在材料变软和柔韧的温度附近。
在一些实施方式中,材料M1、M2之间的吸收量(A1-A2)的差异(例如衬底的单位面积的吸收率)使得当周围区域12达到例如如上所述的最佳热成形温度时,位于电子部件14周围的部件区域11保持在玻璃化转变温度Tg以下。在一些实施方式中,部件区域11处的相对低的温度Tl低于待热成形的热塑性材料Ms的玻璃化转变温度Tg,优选地低于Tg至少五度,或甚至超过十度。温度保持越低于Tg,就越能更好地确保电子部件14处的衬底充分地抵抗变形,例如,在部分之间存在一些温度变化或平衡的情况下也是如此。
在其它或进一步的实施方式中,在电子部件14周围的部件区域11处的相对低的温度Tl可以比在周围区域12处的相对高的温度Th低至少五度(摄氏度),优选地,该差值甚至更高,例如超过十度、超过十五度或甚至超过二十度。温差越大,越能确保不同部分对变形处理D提供不同的阻力。
可以使用各种类型的热塑性材料Ms以形成衬底13。例如,本图示出具有约150℃(423K)的玻璃化转变温度Tg的聚碳酸酯(PC),因此,其在该点附近逐渐软化,并且在约155℃(428K)以上变得可变形。例如,聚碳酸酯的最佳热成形温度(在周围区域12处)通常在约155至160℃之间。例如,部件区域11处的温度可以保持在140℃以下。当然,对于其他材料,这些示例温度可能不同。
由于施加变形处理D的时间t6可以稍微晚于照射结束t5,因此照射结束时的部分M2中的温度可以稍微高于最佳热成形温度。例如,衬底可以经历一些冷却,例如通过辐射耗散。在一些实施方式中,还可以使用可变辐射耗散来调节温度。同时,在差温加热的部分M1、M2之间也可以存在一些温度平衡,例如通过传导,因此温差应该足够高。优选地,照射(t5)的结束和热成形处理(t6)的开始之间的时间(t6-t5)保持得尽可能短,例如小于十秒,优选小于五秒,小于两秒,或甚至更短,例如大约一秒半或更短。可替代地,热成形可以紧跟照射或加热处理的结束,或者甚至(部分地)与照射或加热处理的结束重合。
在一个实施方式中,加热的衬底表面11适于通过在部件区域11和/或周围区域12中选择性地施加涂层来提供不同的吸收。例如,该涂层可以是介电的,因此不干扰电功能。应当理解,涂层的施加可以集成到制造工艺中,例如在放置电子部件之前,其中,涂层被施加在它们的指定位置处或周围。通过使用电介质或非导电涂层,可以防止对电路的电功能的干扰。可替代地,或者另外,涂层可以施加在与电子部件相对的底侧上,因此即使涂层是导电的,也不会有干扰。可替代地,或者另外,热塑性材料Ms本身可以适于在不同区域提供不同的吸收和/或反射。例如,可在热塑性材料Ms中混合吸收和/或反射颗粒或其它物质,或可使用不同的热塑性材料。例如,可以将优化用于吸收或反射的金属颗粒、非电性填料和基质材料用作涂层或用作衬底材料。在一个实施方式中,热塑性材料Ms的区域被选择性地照射,例如,使用掩模或扫描激光器,其中图案化的照射,例如通过UV或其它波长,导致衬底材料或涂层的局部变化,使得其或多或少地吸收(均匀)光L的后续照射,如本文所述。例如,UV图案可能会导致用于随后IR加热的色素沉着的局部变化。
在一些实施方式中,衬底13被均匀照射。例如,衬底被照射表面上的光强度变化小于20%,小于10%,或小于5%。通过均匀地照射衬底,可以更好预测不同原因的加热,同时可以使用具体配置的不同衬底区域的吸收差异来精确地控制差温加热。可替代地,可以选择性地照射衬底,例如使用掩模,以优先地加热周围区域12并且避开电子部件14。这可以与本发明的不同材料用途的教导相结合。
在一些实施方式中,电子部件14布置在衬底13的顶侧上,其中,从与电子部件14(未示出)相对的底侧照射衬底13。通过仅从底部照射衬底,可以减轻电子部件14的过热。在其它或进一步的实施方式中,从两侧照射衬底13。优选地,在这种情况下,与周围区域12相比,衬底13两侧上的相应表面适于在电子部件14周围的部件区域11处提供较低的吸收。来自两侧的照射可增加热吸收并提供沿衬底厚度的更均匀的加热,特别是对于相对厚的衬底,例如大于一毫米厚的衬底。调整两侧以选择性地吸收光可以改善具有不同材料的区域之间的温度分配。
在一些实施方式中,照射包括在时间段t1-t5期间(例如在一秒至一分钟或更长时间之间,这取决于衬底厚度)延长光(例如红外辐射)的施加。例如,对于250微米厚的聚碳酸酯衬底,大约5秒的照射时间是足够的,而2毫米厚的聚碳酸酯衬底可以照射大约50秒。在其它或进一步实施方式中,照射包括施加短光脉冲,例如小于一秒。例如,可以使用闪光灯。
在其它或进一步实施方式中,照射包括施加来自具有不同波长的至少两个不同光源的光。例如,一个波长可以被相对均匀地吸收,而另一个波长被选择性地吸收,导致主温差。例如,光源可以是红外线,而第二光源是可见的或UV。
在一个实施方式中,被均匀吸收的第一波长(例如红外)被施加长时间,例如超过五秒,而被材料M1、M2选择性吸收的第二波长(例如UV或可见光)被施加相对较短的时间,例如少于两秒。例如,衬底可以由IR光均匀加热,随后是短暂的UV光闪光以引起温差。
图2A示出了具有不同材料M1、M2的堆叠件10的顶视图。图2B示出了被照射的堆叠件的横截面图。图2C示出了包括衬底13的差温加热的堆叠件10的变形处理D。
在一些实施方式中,与周围区域12的相对高的温度Th相比,电子部件14周围的部件区域11的相对低的温度Tl使得衬底13的部件区域11比周围区域12更能抵抗变形处理D。例如,由于变形处理D,与周围区域12相比,部件区域11中对变形处理D的增加的阻力可导致部件区域11的变形小于周围区域12。例如,变形可包括衬底部分的弯曲、拉伸或压缩。优选地,与周围区域12相比,部件区域11中减小的弯曲、拉伸和/或压缩被配置为防止在变形处理D期间和之后对电子部件14的损坏和/或防止电子部件14和电路15之间的断开。
在一些实施方式中,例如,由于变形处理D期间的温差,电子部件14周围的部件区域11中的(最大)拉伸量S1小于周围区域12中的拉伸量S2。例如,部件区域11的表面(包括第一材料M1)被拉伸(与原始表面相比)小于1.1倍(百分之十)、小于1.05倍(百分之五)或甚至小于1.01倍(百分之一)。电子部件14处的拉伸量S1越低,该部件(的连接)上的应力越小。另一方面,在周围区域12(包括第二材料M2,没有电子部件14)中的相对拉伸量S2可以高得多,例如(与原始表面相比)大于1.1倍、大于1.2倍、大于1.5倍,或者甚至大于2倍。在周围区域12中的拉伸量S2越高,衬底可以更好地符合期望的整体曲率,同时减轻电子部件14上的应力。
在一些实施方式中,例如,由于变形处理D期间的温差,衬底13优选地主要在远离电子部件的区域处经受拉伸。通常,衬底13在局部经历的经受越多,得到的衬底越薄。因此,随后也可以通过区域11、12中的相对厚度T1、T2来确定拉伸量,例如彼此比较或者与原始(均匀)厚度T0比较。
在一些方面,本公开可涉及例如根据本文描述的方法制造的弯曲电子设备10c。在一个实施方式中,该设备包括或由堆叠件形成,该堆叠件具有包括热塑性材料Ms的弯曲衬底13,以及至少一个电子部件14,电子部件14连接到电子电路15,电子电路15布置在衬底13上。在另一个或进一步实施方式中,电子部件14周围的衬底表面11、12的部件区域11包括对(例如红外)光L提供相对低吸收A1的第一材料M1,并且在部件区域11外的衬底13的周围区域12包括对所述光L提供相对高吸收A2的第二材料M2。
在一些实施方式中,与周围区域12的厚度T2相比,弯曲电子设备10c中的衬底13的厚度T1在部件区域11中相对较高。例如,厚度T1(例如,在包括第一材料M1的部分中)比厚度T2(例如,在包括第二材料M2的部分中)高出1.1倍(10%)、1.2倍(20%)、1.5倍(50%),或者甚至高出2倍(100%以上,或两倍厚)。通常,厚度差越大,与周围区域12相比,电子部件14周围的部件区域11处的衬底在变形处理D期间被拉伸的越少。
在一些实施方式中,例如,由于变形处理D期间的温差,电子部件14周围的部件区域11中的(最小)曲率半径R1高于周围区域12中的曲率半径R2。例如,部件区域11(包括第一材料M1和电子部件14)的表面具有至少两倍于周围区域12(包括第二材料M2,没有电子部件14)中的(最大)曲率半径R2的最小曲率半径R1。例如,部件区域11的表面具有大于五厘米、大于十厘米、大于二十厘米、大于半米或大于一米的最小曲率半径。电子部件14处的局部曲率半径越高,表面越平坦,并且部件上的应力越小。
如本文所述,堆叠件10或衬底13优选地包括一个或多个电子部件14和/或电路15,因此由于变形处理D,弯曲电子设备10c可由堆叠件10形成。例如,电子部件可包括诸如集成电路(IC)芯片、发光设备(显示器或LED)、音频部件和/或触觉部件的电动部件。同样,诸如触摸按钮/区域等的交互电子部件可以布置在衬底的各个区域中。还还可以设想其它类型的电换能器。电子部件14和/或电路可以放置在衬底13的顶部或集成在衬底中。部件也可以在制造期间或之后被第二衬底覆盖。通常,与衬底13相比,电子部件14在变形处理D期间保持相对刚性。例如,电子部件14在该处理中不变形。在一个实施方式中,衬底13包括分布在衬底13上不同位置上的多个电子部件14。每个一个或多个电子部件14可以具有其自己的或与第一材料M1共享的部件区域11,而电子部件之间的周围区域12包括第二材料M2。例如,弯曲电子设备10c形成仪表板,例如用于车辆中。
如将理解的,可以在热成形电子箔、膜或其它衬底中施加选择性加热,以避免在某些位置上的大应变。例如,在电子部件14粘合到表面的位置上,由于刚性部件不能跟随该应变,衬底中的应变可能导致粘合失效。如果可以限制这种位置上的应变水平,这可以显著地降低失效的风险。如果局部衬底温度可以保持在衬底的玻璃化转变温度Tg以下,则这尤其适用,因为在该点以下,刚性可以高得多。
玻璃化转变通常被理解为在非晶材料中或在半晶材料中的非晶区域中,随着温度的升高,从硬的和相对脆性的“玻璃”状态逐渐地和可逆地转变为粘性或橡胶状态。通常,材料的玻璃化转变温度Tg可以表征发生该玻璃化转变的温度的小范围(例如,在该曲线图中指示为灰度梯度)。取决于材料,在Tg以下和Tg以上的刚度差别可以是几个数量级。尽管Tg的不同定义可能会变化几摄氏度(开尔文),但定性明确的是,一旦超过玻璃化转变发生的范围内的临界阈值,该材料的延展性将大大提高。为了解决本文所使用的相对温度的歧义,可以参照粘度定义玻璃化转变温度,将Tg固定在10
优选地,变形处理D包括热成形。例如,变形处理D包括将预定义的宏观形状施加到堆叠件以用于热成形到堆叠件。热成形通常被理解为制造工艺,其中,将热塑性热软化塑料材料的衬底加热到柔韧成形温度。通常,在其玻璃化转变温度Tg以上和熔点以下,热塑性塑料的物理性质急剧变化,而没有相关的相变。可以例如使用模具将加热的衬底形成为特定形状,并且修整以制造可用的产品。通常,衬底(例如片材或薄膜)被加热到足够高的温度,以允许其拉伸到模具中或模具上,并冷却至成品形状。热成形的具体优选形式也称为真空成形。例如,机器可以用来加热塑料薄片的小切口部分,并使用真空将其拉伸到模具上。这种方法通常用于样品和原型部分。在其它或进一步的应用中,可以利用生产机器来加热和形成衬底,并且可选地在连续高速处理中从衬底修剪成形部分,例如片材。可替代地,或者除了热成形之外,还可以使用其它变形处理来应用本发明的教导,例如注射成型、吹塑成型、旋转成型和在高温下处理塑料的其它形式。因此,在本文中提及热成形处理或温度时,这也可适用于其它类似处理。
在一些实施方式中,第一材料M1包括反射涂层,其对光L的反射系数R1高于下方的衬底13的热塑性材料Ms,和/或高于第二材料M2。例如,反射涂层被配置成反射超过50%、70%、90%或甚至超过95%的光L。在部件区域11处反射的光越多,在那里吸收的光就越少,并且电子部件14周围的热塑性材料Ms的温度就越低。
在其它或进一步的实施方式中,第二材料M2包括吸收涂层,其对光L的吸收系数A2高于下方的衬底13的热塑性材料Ms,和/或高于第一材料M1。例如,吸收涂层被配置为吸收超过80%、90%、95%、97%或甚至超过99%的光L。在周围区域12处吸收的光L越多,在那里的热塑性材料Ms的温度就越高。例如,可以使用图形材料,其中,黑色涂层吸收更多,而白色涂层吸收更少。在一些实施方式中,衬底13包括至少三个不同的区域,每个区域具有具有不同吸热率的不同材料。还可以使用例如不同材料和/或颜色的梯度来实现吸收的逐渐变化。
优选地,反射涂层和/或吸收涂层是相对薄的。例如,反射涂层的厚度Tr和/或吸收涂层的厚度Ta比小于下方的热塑性衬底的厚度(例如,热成形之后的厚度T1和/或T2;或热成形之前的厚度T0)至少十倍、二十倍、三十倍、五十倍、一百倍或更多。涂层的厚度越小,组合衬底的总厚度越均匀和/或涂层的存在对衬底的性质(例如柔性)的影响越小。
图3A示出了模拟几何形状(有限元模型)的透视图像,以获得对处理的进一步了解。
由于对称性的原因,只分析结构的四分之一可能就足够了。在左上图中,对称平面用“S”表示。代表性的模拟描述了加热衬底13,衬底13的顶部表面上设有(印刷的)导电轨道15、粘合的电子部件14和两种不同的图形涂层材料M1、M2。在该模拟中,能量热供给发生在箔片的上表面和下表面。当表面达到热成形所需的温度时,加热停止,并且箔冷却1.5s,这大约是加热和成形之间的时间间隔。
根据具有以下特征的示例结构对模拟几何形状建模:
ο 40×40mm
ο印刷银轨道(宽度400μm,厚度20μm)穿过衬底;
ο在衬底的中心,电子部件(1×0.5×0.3mm
ο粘合部件下方及周围的开放空间填充有底部填料,其尺寸为1.6×1.1mm
ο衬底上粘合部件周围的区域被半径为10毫米的图形印刷(M1)覆盖。所施加材料的吸收系数为0.53;
ο衬底表面的剩余部分被另一图形印刷(M2)覆盖。该材料的吸收系数为0.95;
ο两种图形涂层(M1和M2)的厚度均为10μm,并且--在这种情况下--仅涂在衬底的上表面。
对该模型做出以下假设:
ο在加热阶段,上、下衬底表面接收相同的加热功率;
ο在加热处理期间和之后,衬底表面通过辐射损失(热)能。发射系数与吸收系数相同。
图3B示出了根据模拟几何形状之一的结果温度分布,这里衬底厚度为2毫米。灰度表示温度,其中较深的颜色表示电子部件周围较冷的区域,较浅的颜色表示周围区域较热的部分。
在加热期间,可考虑以下热处理:
ο通过照射(L),使加热阶段上、下表面温度升高;
ο通过传导,热传输(Hb)从表面进入材料的主体;
ο通过传导,热传输(Hc)从具有高温的部分(例如,M2部分)到具有较低温度的部分(例如,M1部分);
ο通过辐射到周围空气,热能损失(Hr)。
在加热阶段之后,衬底中的温差通常会在长期内趋于稳定。然而,与当前目的最相关的情况是照射后不久的温差。本图像示出了照射后1.5秒(1.5s)的温度,其可以代表加热阶段结束和加热衬底形成之间的期望时间刻度。
为了获得进一步的了解,沿着各种绘图线计算衬底中的温度分布。
图4A示出了在不同时间t5、t6处穿过2毫米衬底中心的水平绘图线。图3B中的绘图线示出为与M2和M1部分以及粘合部件下方的部分交叉。第一时间t5对应于照射结束,第二时间t6对应于热成形时间,热成形时间可以稍晚一点(这里是1.5秒)。可以注意到,由于与外表面区域的(导电)平衡,衬底中心处的温度在照射后仍在增加。
图4B示出了从下表面到上表面穿过M1部分的竖直绘图线,以及从下表面到上表面穿过M2部分的竖直绘图线。应当理解,衬底的中心和外表面区域之间的温度平衡实际上改善了部分M2中相对较高温度Th的最低点和部分M1中相对较低温度Tl的最高点之间的温差ΔTlh。优选地,该差ΔTlh大于玻璃化转变范围,在此由灰度梯度示意性地指示,因此在两个区域M1、M2的延展性之间将存在最大差异。
图5A和图5B示出了与图4A和图4B相似的曲线图,但现在是针对250微米的相对薄的衬底。如图5B所示,即使不同的材料M1、M2仅涂覆在一侧,相对薄的衬底在两侧和中心也具有大致相同的温度。同样,在照射之后,在垂直于衬底的方向上几乎没有任何温度平衡。如图5A所示,沿着区域M1和M2之间的衬底表面存在一些平衡,但是在相对较短的时间刻度内(这里是1.5秒),在玻璃化转变温度Tg上保持足够的温差ΔTlh,具体是在电子部件14的位置处,该电子部件14优选地以一定的余量布置在部分M1和M2之间的边界内。
返回参考图1,可以在包括第一材料M1的衬底13的部件区域11和包括第二材料M2的周围区域12之间定义边界B。例如,电子部件14可以布置在具有最大部件尺寸Xc的部件区域11中(跨越衬底13表面)。
在一个实施方式中,边界B与电子部件14的最接近的边缘E相距边缘余量Xe,该边缘余量Xe是最大部件尺寸XC的至少20%或至少50%。优选地,该余量大得多,例如,Xe比Xc大至少二倍、三倍、五倍、十倍或更多。与部件尺寸Xm相比,边缘余量Xe越大,部件就可以更好地防止局部变形。另一方面,如果余量太大,则衬底可能不允许足够的整体变形。因此,在一些实施方式中,可能优选地将倍数保持小于100倍,优选地小于50倍,更优选地小于20倍。例如,Xc<Xe<20*Xe。例如,具有尺寸为2毫米乘1毫米的占地面积的部件可以由半径(XC/2+Xe)为10毫米的第一材料M1的部分包围。当然,取决于各种情况,也可以使用其他尺寸和边距。
在一些实施方式中,衬底13包括热隔离材料(未示出),该热隔离材料布置在例如边界B处作为围绕部件区域11的沟纹,其中,该热隔离材料具有比衬底13的其它热塑性材料Ms低至少二倍、三倍、四倍、十倍或更低的热导率。在区域11、12之间使用热隔离材料可以通过防止导电平衡来改善温差。在一些实施方式中,衬底13在变形处理D之前就已经具有不同的厚度,其中,不同的厚度有助于在照射期间建立温差。
在解释所附权利要求时,应当理解,“包括”一词不排除存在除了在给定权利要求中列出的那些之外的其他元件或行为;在元件之前的“一”或“一个”用词不排除存在多个这样的元件;权利要求中的任何参考符号不限制其范围;一些“方式”可由相同或不同的项或实现的结构或功能来表示;除非另有特别说明,否则所公开的装置或其部分中的任何一个可以组合在一起或分离成进一步的部分。在一项权利要求涉及另一项权利要求的情况下,这可以表示通过其各自特征的组合实现的协同优势。但是,仅仅是在相互不同的权利要求中叙述了某些措施这一事实并不表明不能同时使用这些措施的组合。因此,本实施方式可以包括权利要求的所有工作组合,其中,除非上下文明确排除,否则每个权利要求原则上可以引用任何前面的权利要求。
- 使用差温加热的弯曲电子设备的制造以及弯曲电子设备
- 可弯曲电子设备、可弯曲电子设备的控制方法、装置及电子设备