一种离合器智能装配取料系统
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及离合器装配取料技术领域,尤其涉及的是一种离合器智能装配取料系统。
背景技术
目前,机械生产车间普遍存在在离合器装配生产线上,由工人将离合器各部件放在工作台上,并且需要将各部件精确的安装在工作台上相应的位置,非常的耗费人力财力,同时随着工作时间的延长,工人劳动强度增大,容易产生疲劳,对工人存在一定的安全隐患。
发明内容
本发明的目的在于克服现有技术的不足,提供了一种离合器智能装配取料系统,以期实现离合器装配的自动取料和定位,降低工人劳动强度,提高装配效率。
本发明是通过以下技术方案实现的:
一种离合器智能装配取料系统,所述取料系统包括底座,所述底座上设置有取料盘库和取件机械手,所述取料盘库上带有换取料盘手臂和多个取料盘套,各个取料盘末端分别设有取料盘连接柄,多个取料盘分别通过末端的取料盘连接柄与多个取料盘套一一对应的相安装;所述取件机械手前端设有机械手臂,机械手臂前端转动设置有料盘套,机械手臂上安装有用于驱动料盘套转动的驱动机构,机械手臂前端还固定安装有摄像头,通过取料盘库的换取料盘手臂自动转换取料盘并将取料盘安装在取件机械手前端的料盘套上,通过摄像头对料盘套上的取料盘所夹取的工件进行摄像获得工件图像信息,驱动机构根据所获得的图像信息来驱动料盘套转动,从而实现取料盘所夹取工件的转动;
其中,所述取料盘库的结构采用刀库结构,换取料盘手臂的结构采用刀库自带的自动换刀臂结构,取料盘套的结构采用刀库自带的刀套结构,取料盘连接柄采用刀柄结构,料盘套的结构与刀库的刀套结构相同。
进一步的,所述驱动机构包括电机、主动齿轮、从动齿轮,电机安装在机械手臂上,主动齿轮固定在电机的输出轴上,从动齿轮固定在料盘套末端且与主动齿轮相啮合,通过电机驱动主动齿轮旋转,主动齿轮带动从动齿轮旋转,从动齿轮再带动料盘套旋转。
进一步的,所述取料系统包括三个取料盘,三个取料盘分别为内涨式取料盘、外夹式取料盘和吸盘式取料盘,相应的,所述取料盘库上带有三个取料盘套,三个取料盘分别通过末端的取料盘连接柄与三个取料盘套一一对应的相安装。
进一步的,所述取料系统与压床配合使用,取料系统位于压床的一侧,压床包括机架、以及滑动设置在机架上的移动工作台,移动工作台上设有对工件进行定位的定位销,工件上设有与定位销配合的定位孔,驱动机构根据所获得的图像信息来驱动料盘套转动,从而实现取料盘所夹取工件的转动,使得工件上的定位孔与移动工作台上的定位销相对应。
进一步的,所述取料盘库为圆盘式取料盘库。
本发明相比现有技术具有以下优点:
本发明提供的一种离合器智能装配取料系统,通过采用刀库结构的取料盘库,实现了各种取料盘的自动换取,从而可适应离合器各种零部件的夹取;同时,其在取件机械手的机械手臂前端设置摄像头以及能旋转的料盘套,通过摄像头对工件进行图像识别,再根据图像信息控制料盘套的转动角度,实现了料盘套上取料盘所夹取工件的转动角度的控制,从而实现了工件与压床上移动工作台的自动定位;无须人力即可实现离合器各种零部件的自动精确上料,降低了工人的劳动强度,消除了工人因劳动强度大存在的安全隐患,提高了离合器的装配效率。
附图说明
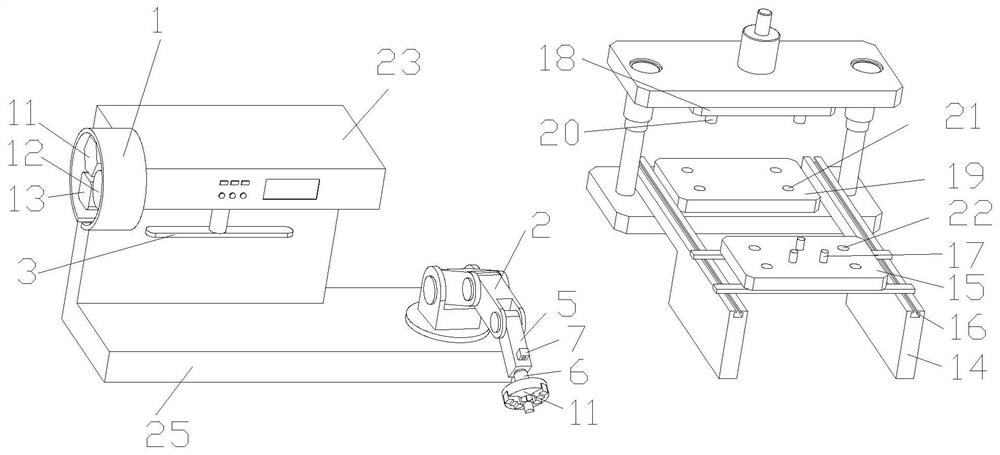
图1是本发明工作状态的整体结构示意图。
图2是本发明的驱动机构立体图。
图3是本发明的取料盘连接柄立体图。
图中标号:1取料盘库;2取件机械手;3换取料盘手臂;4取料盘连接柄;5机械手臂;6料盘套;7摄像头;8电机;9主动齿轮;10从动齿轮;11内涨式取料盘;12外夹式取料盘;13吸盘式取料盘;14机架;15移动工作台;16滑道;17定位销;18上压板;19下压板;20导柱;21下导孔;22上导孔;23工控机;24拉钉;25底座。
具体实施方式
下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
参见图1至图3,本实施例公开了一种离合器智能装配取料系统,取料系统包括底座25,底座25上设置有取料盘库1和取件机械手2,取料盘库1上带有换取料盘手臂3和多个取料盘套,各个取料盘末端分别设有取料盘连接柄4,多个取料盘分别通过末端的取料盘连接柄4与多个取料盘套一一对应的相安装;取件机械手2前端设有机械手臂5,机械手臂5前端通过轴承转动设置有料盘套6,机械手臂5上安装有用于驱动料盘套6转动的驱动机构,机械手臂5前端还固定安装有摄像头7,通过取料盘库1的换取料盘手臂3自动转换取料盘并将取料盘安装在取件机械手2前端的料盘套6上,通过摄像头7对料盘套6上的取料盘所夹取的工件进行摄像获得工件图像信息,驱动机构根据所获得的图像信息来驱动料盘套6转动,从而实现取料盘所夹取工件的转动。
其中,取料盘库1的结构采用现有的刀库结构,换取料盘手臂3的结构采用刀库自带的自动换刀臂结构,取料盘套的结构采用刀库自带的刀套结构,取料盘连接柄4采用刀柄结构,料盘套6的结构与刀库的刀套结构相同。
其中,驱动机构包括电机8、主动齿轮9、从动齿轮10,电机8安装在机械手臂5上,主动齿轮9固定在电机8的输出轴上,从动齿轮10固定在料盘套6末端且与主动齿轮9相啮合,通过电机8驱动主动齿轮9旋转,主动齿轮9带动从动齿轮10旋转,从动齿轮10再带动料盘套6旋转。
本实施例中,取料系统包括三个取料盘,三个取料盘分别为内涨式取料盘11、外夹式取料盘12和吸盘式取料盘13,相应的,取料盘库1上带有三个取料盘套,三个取料盘分别通过末端的取料盘连接柄4与三个取料盘套一一对应的相安装。
其中刀库为现有部件,本实施例中,取料盘库1采用现有的圆盘式刀库,由于圆盘式刀库为现有结构,因此本实施例中不再对圆盘式刀库的具体结构做详细介绍,换取料盘手臂3能自动转换取料盘并将取料盘安装在取件机械手2前端的料盘套6上。设公开号为CN204247974U的专利为引用专利,本实施例中,取料盘套以及料盘套6的主体结构可采用引用专利中夹紧装置去掉刀具和拉钉24后的结构,将本实施例中取料盘连接柄4前端的拉钉24与引用专利中弹性卡爪配合,即可实现取料盘连接柄4在取料盘套或料盘套6中的自动装卸。
使用时,取料系统与压床配合使用,取料系统位于压床的一侧,压床包括机架14、以及滑动设置在机架14上的移动工作台15,机架14上设有滑道16,移动工作台15滑道16设置在滑道16上。移动工作台15上设有对工件进行定位的定位销17,工件上设有与定位销17配合的定位孔,驱动机构根据所获得的图像信息来驱动料盘套6转动,从而实现取料盘所夹取工件的转动,使得工件上的定位孔与移动工作台15上的定位销17相对应。压床的机架14上设有上下相对的上压板18和下压板19,上压板18能上下移动,上压板18底部装有导柱20,下压板19上设有设有与导柱20配合导向的下导孔21,移动工作台15位于下压板19之上、上压板18之下,移动工作台15上也设有与导柱20相导向配合的上导孔22。
所有的电动设备均与工控机23电性连接并受控于工控机23。
本实施例与压床配合使用的工作过程如下:
首先,根据需要装配的离合器部件来选择相应的取料盘。例如要先安装离合器盖,则取料盘库1的换取料盘手臂3从取料盘库中将内涨式取料盘11取出并安装在取件机械手2前端的料盘套6上,再由取件机械手2前端的内涨式取料盘11抓取离合器盖,并通过机械手臂5前端的摄像头7识别此时离合器盖上的定位孔与移动工作台15上定位销17之前的角度差,并将角度差指令输送给工控机23。工控机23接受摄像头7传来的数据后进行精确计算与分析,并将指令输送给电机8,由电机8驱动料盘套6转动指定的角度,则料盘套6上的内涨式取料盘11和离合器盖同步转动,使得离合器盖上的定位孔与移动工作台15的定位销17对齐。在经历过摄像头7的图像识别和电机8驱动离合器盖旋转定位后,取件机械手2将离合器盖放置在移动工作台15上。压床控制移动工作台15在滑道16上滑动,使得移动工作台15移动至下压板19的正上方,使得移动工作台15上的上导孔22与下压板19上的下导孔21相对应。然后压床启动,上压板18下压,进行铆接。铆接完成后,移动工作台15退回到原来位置进行下一个部件的安装。
若夹取的下一个部件不需要更换取料盘时,则取件机械手2上的取料盘无须更换,取件机械手2继续进行上料工作。若夹取的下一个部件需要更换取料盘时,例如下一个部件是离合器的压盘,则需要通过取料盘库1的换取料盘手臂3换取吸盘式取料盘13并安装到取料盘机械手前端的料盘套6上,由于压盘是一个回转部件,因此压盘无论怎么旋转,位置都是一样的,故压盘无须旋转,即可由取件机械手2直接将压盘放在移动工作台15中即可。
当完成整个离合的安装过程后,将外夹式取料盘12装在取件机械手2前端的料盘套6上,取件机械手2通过外夹式取料盘12从移动工作台15上取下装配好的离合器放在指定位置即可。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种离合器智能装配取料系统
- 一种燃油泵自动装配线的智能化取料装压机构