一种自动上套筒装置及其使用方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及一种自动上套筒装置及其使用方法,属于冶金设备技术领域。
背景技术
在钢材生产的各大连续机组中,具备不停机功能的机组都会配备上套筒装置,在冷轧及平整机组中,尤其是在大张力卷取得最后几个道次,为了避免已经很薄得钢卷塌卷,会给卷筒装上套筒,所以上套筒装置在机组中是必不可少得,传统的上套筒装置是由天车将套筒筐吊放在运输机上,然后通过运输机将套筒放置在卸卷小车托架上,再由卸卷小车将套筒套在卷筒上;或是将套筒预先放在一个与套筒相同宽度的框架上,框架由油缸推动申出,由卸卷小车从下向上取套筒,框架缩回,卸卷小车将套筒套在卷筒上,。这种结构安装时间长,效率较低,有时候还需要反复多次操作,而且对套筒的宽度尺寸也有严格限制,互换性差。
发明内容
针对上述现有技术存在的问题,本发明提供一种自动上套筒装置及其使用方法,从而解决上述技术问题。
为了实现上述目的,本发明采用的技术方案是:一种自动上套筒装置,包括上套筒装置;所述上套筒装置放置在机组出口位置,用于配合卷取设备进而完成产品卷取工作,所述上套筒装置包括套筒存储装置、拨叉装置、横向移动装置、轴向移动装置、对中装置、升降装置、底座以及位置控制装置;
所述套筒存储装置固定在底座上;所述拨叉装置设置在套筒存储装置下方,其包括拨叉油缸、链接轴以及拨叉;所述拨叉油缸通过链接轴进而控制拨叉的运动;
所述轴向移动装置固定于底座上,其包括轴向线性导轨、轴向移动油缸以及轴向移动框架;所述轴向移动框架安装在轴向线性导轨上,其通过一侧轴向移动油缸控制其在轴向上的运动;
所述横向移动装置设置在所述轴向移动框架上;所述横向移动装置包括横向线性导轨、横向移动油缸以及横向移动框架;所述横向移动框架安装在横向线性导轨上,其通过一侧横向移动油缸控制其在横向上的运动;
所述升降装置固定在横向移动框架上,其包括升降鞍座、提升油缸以及两侧的导向杆;所述升降鞍座通过提升油缸的作用下从而得到提升;所述导向杆用于稳定整个升降装置;
所述位置控制装置由位置传感器以及保护罩组成,其固定在升降鞍座上进而控制升降位置;
所述对中装置固定于套筒存储装置的固定框架上,其包括对中气缸、齿轮齿条以及两侧的对中推板;所述对中气缸连接所述齿轮齿条;所述齿轮齿条连接两侧的对中推板。
进一步的,所述底座为焊接结构,其固定在机组一侧。
进一步的,所述套筒存储装置为焊接机构,其固定在底座上,其存放套筒得表面为带斜度表面。
进一步的,所述拨叉装置设置有两组,其用于挡住滚动的套筒或者放开滚动的套筒。
一种自动上套筒装置的使用方法,包括以下步骤;
步骤一:由车间行车将要上的套筒吊至套筒存储装置上;
步骤二:未工作时由拨叉装置挡住套筒,需要工作时,由拨叉装置释放一个套筒至固定鞍座上;
步骤三:由升降装置抬起升降鞍座取走固定鞍座上的套筒,并且由横向移动装置带着套筒横移至卷取中心;
步骤四:根据不同套筒规格,由位置控制装置控制套筒高度与卷取一致;由轴向移动装置带着套筒轴向移动,完成上套筒工作;
步骤五:所有动作反之工作,上套筒装置复位。
本发明的有益效果是:本发明通过几个连续动作,实现自动化上套装功能,可针对不同产品,能实现不同规格套筒的上套筒工作;活套占地面积少,基础投资少,控制驱动装置简单,节省上套筒动作时间,可以完成不同规格套筒的工作。
附图说明
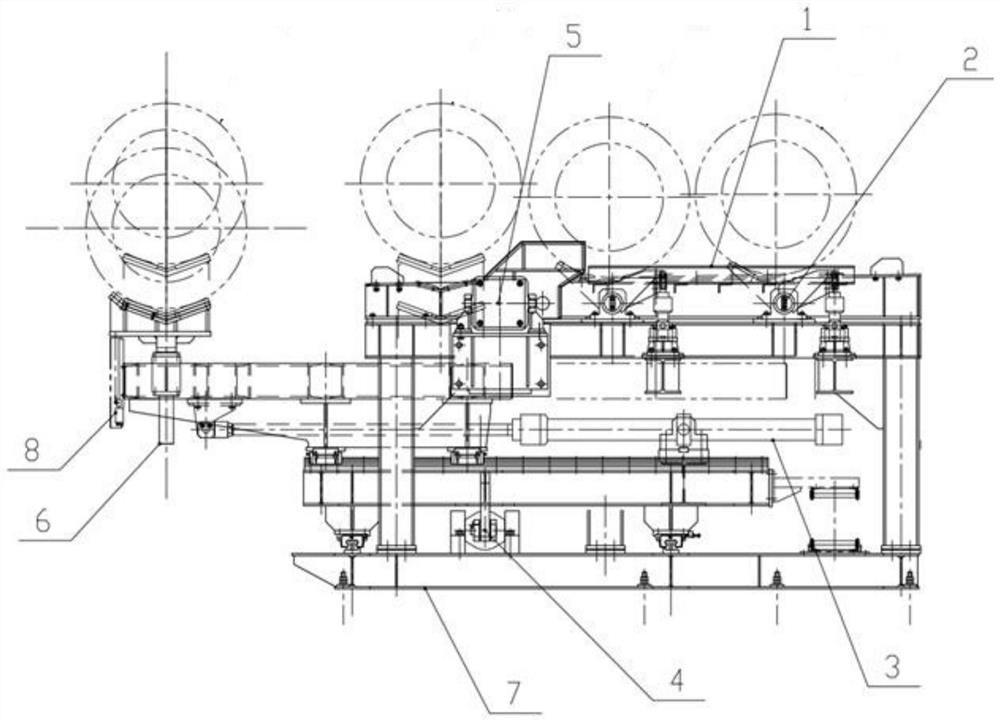
图1为本发明的结构示意主视图;
图2为本发明的结构示意侧视图;
图3为本发明的结构示意俯视图;
图4为本发明的拨叉装置结构示意图;
图5为本发明的横向移动装置结构示意图;
图6为本发明的轴向移动装置结构示意图;
图7为本发明的对中装置结构示意图;
图8为本发明的升降装置结构示意图一;
图9为本发明的升降装置结构示意图二;
图10为本发明的位置控制装置结构示意图。
图中:1、套筒存储装置,2、拨叉装置,21、拨叉油缸,22、链接轴,23、拨叉,3、横向移动装置,31、横向线性导轨,32、横向移动油缸,33、横向移动框架,4、轴向移动装置,41、轴向线性导轨,42、轴向移动油缸,43、轴向移动框架,5、对中装置,51、对中气缸,52、齿轮齿条,53、对中推板,6、升降装置,61、升降鞍座,62、提升油缸,63、导向杆,7、底座,8、位置控制装置,81、位置传感器,82、保护罩。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图及实施例,对本发明进行进一步详细说明。但是应该理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限制本发明的范围。
除非另有定义,本文所使用的所有的技术术语和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同,本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
如图1、图2和图3所示,一种自动上套筒装置,包括上套筒装置;所述上套筒装置放置在机组出口位置,用于配合卷取设备进而完成产品卷取工作,所述上套筒装置包括套筒存储装置1、拨叉装置2、横向移动装置3、轴向移动装置4、对中装置5、升降装置6、底座7以及位置控制装置8;所述套筒存储装置1固定在底座上;
参照图4,拨叉装置2设置在套筒存储装置1下方,其包括拨叉油缸21、链接轴22以及拨叉23;所述拨叉油缸21通过链接轴22进而控制拨叉23的运动;
参照图6,轴向移动装置4固定于底座7上,其包括轴向线性导轨41、轴向移动油缸42以及轴向移动框架43;所述轴向移动框架43安装在轴向线性导轨41上,其通过一侧轴向移动油缸42控制其在轴向上的运动;
参照图5,横向移动装置3设置在所述轴向移动框架43上;所述横向移动装置3包括横向线性导轨31、横向移动油缸32以及横向移动框架33;所述横向移动框架33安装在横向线性导轨31上,其通过一侧横向移动油缸32控制其在横向上的运动;
参照图8和图9,升降装置6固定在横向移动框架上,其包括升降鞍座61、提升油缸62以及两侧的导向杆63;所述升降鞍座61通过提升油缸62的作用下从而得到提升;所述导向杆63用于稳定整个升降装置6;
参照图10,所述位置控制装置8由位置传感器81以及保护罩82组成,其固定在升降鞍座61上进而控制升降位置;
参照图7,对中装置5固定于套筒存储装置1的固定框架上,其包括对中气缸51、齿轮齿条52以及两侧的对中推板53;所述对中气缸51连接所述齿轮齿条52所述齿轮齿条52连接两侧的对中推板53。
本实施例优选的,底座7为焊接结构,其固定在机组一侧。
本实施例优选的,套筒存储装置1为焊接机构,其固定在底座7上,其存放套筒得表面为带斜度表面。
本实施例优选的,拨叉装置2设置有两组,其用于挡住滚动的套筒或者放开滚动的套筒。
一种自动上套筒装置的使用方法,包括以下步骤;
步骤一:由车间行车将要上的套筒吊至套筒存储装置1上;
步骤二:未工作时由拨叉装置2挡住套筒,需要工作时,由拨叉装置2释放一个套筒至固定鞍座上;
步骤三:由升降装置6抬起升降鞍座61取走固定鞍座上的套筒,并且由横向移动装置3带着套筒横移至卷取中心;
步骤四:根据不同套筒规格,由位置控制装置8控制套筒高度与卷取一致;由轴向移动装置4带着套筒轴向移动,完成上套筒工作;
步骤五:所有动作反之工作,上套筒装置复位。
本发明通过几个连续动作,实现自动化上套装功能,可针对不同产品,能实现不同规格套筒的上套筒工作;活套占地面积少,基础投资少,控制驱动装置简单,节省上套筒动作时间,可以完成不同规格套筒的工作。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
- 一种用于套筒补偿器上的囊式自动充压密封装置
- 一种套筒组件、包括套筒组件的紧固装置及使用方法