多工位转盘联动系统
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及电池生产技术领域,尤其涉及一种多工位转盘联动系统。
背景技术
电池在生产制造过程中涉及多个工序,电芯在依次经过机械/超声波揉平、包胶、入壳、集流盘焊接及封口焊等工序的处理后,才能组装形成成品电池,随着动力电池行业的迅速发展,对电池的生产效率提出了更高的需求。
在传统封口焊操作中,通常是将待焊接的电池放置于电池载具中,电池载具随输送线移动至夹持工位处,夹持设备夹持住电池,再通过焊接设备对电池进行焊接。焊接后的电池通过输送线移动至筛选工位处,筛选设备对焊接后的电池进行分类,焊接后的电池分类为良品电池和次品电池。良品电池进一步通过输送线输送至下一工位处,次品电池通过输送线输送至收集工位处。整个系统占用空间大,各个设备之间设置独立的驱动部件,工作效率低。
发明内容
本发明提供一种多工位转盘联动系统,用以解决现有的电池焊接生产线存在工作效率低的问题。
本发明提供一种多工位转盘联动系统,包括:入料机构、焊接机构、分选机构、下料机构和联动机构;
所述入料机构、所述焊接机构、所述分选机构和所述下料机构沿输送方向依次布设;
所述入料机构包括同轴设置的入料转盘和入料转轴;所述焊接机构包括转塔机构,所述转塔机构包括同轴设置的主动转塔和主动转轴;所述分选机构包括同轴设置的转接转盘和转接转轴以及同轴设置的分选转盘和分选转轴;所述下料机构包括同轴设置的下料转盘和下料转轴;
所述联动机构用于驱动所述入料转轴、所述主动转轴、所述转接转轴、所述分选转轴和所述下料转轴同步转动。
根据本发明提供的一种多工位转盘联动系统,所述联动机构包括主动齿轮、入料齿轮、转接齿轮组件、分选齿轮、下料齿轮和驱动件;所述主动齿轮设于所述主动转轴,所述入料齿轮设于所述入料转轴,所述转接齿轮组件设于所述转接转轴,所述分选齿轮设于所述分选转轴,所述下料齿轮设于所述下料转轴,所述驱动件与所述主动转轴连接,用于驱动所述主动转轴转动;
所述入料齿轮与所述主动齿轮啮合连接,所述转接齿轮组件用于实现所述主动齿轮与所述分选齿轮之间的传动连接,所述分选齿轮与所述下料齿轮啮合连接。
根据本发明提供的一种多工位转盘联动系统,所述转接齿轮组件包括同轴设置的第一转接齿轮和第二转接齿轮,所述第一转接齿轮与所述主动齿轮啮合连接,所述第二转接齿轮与所述分选齿轮啮合连接;
所述主动齿轮、所述第一转接齿轮和所述第二转接齿轮的齿数比与所述主动转塔、所述转接转盘和所述分选转盘的承载工位相适配。
根据本发明提供的一种多工位转盘联动系统,所述第二转接齿轮与所述分选齿轮的齿数比为1:1。
根据本发明提供的一种多工位转盘联动系统,所述下料转盘的数量至少为两个,所述下料齿轮的数量至少为两个,所述下料转盘与所述下料转轴一一对应连接,所述下料转轴与所述下料齿轮一一对应连接。
根据本发明提供的一种多工位转盘联动系统,所述下料转盘的数量为两个的情况下,两个所述下料齿轮与两个所述下料转轴一一对应连接,两个所述下料齿轮均与所述分选齿轮啮合连接。
根据本发明提供的一种多工位转盘联动系统,所述分选机构还包括检测组件和推拨组件;
所述检测组件用于对焊接后的电池进行焊接质量检测;所述推拨组件设于所述分选转盘,用于将良品电池推送入一个所述下料转盘,且将次品电池推送入另一个所述下料转盘。
根据本发明提供的一种多工位转盘联动系统,所述焊接机构还包括夹持机构和焊接设备;
所述主动转塔包括转动体、第一盘体和第二盘体,所述第一盘体和所述第二盘体设于所述转动体相对的两端;所述第一盘体的周向表面设有环形凹槽,所述第二盘体构造有同轴的第一轨道和第二轨道,所述第一轨道和所述第二轨道沿所述转动体的径向方向依次设置;所述转动体的周向设有安装座,所述安装座包括承载板,所述承载板用于承载托杯,所述托杯用于放置电池;
所述夹持机构设于所述安装座,所述夹持机构包括夹持组件、顶升组件和压紧组件;所述夹持组件包括升降杆、第一滚轮和夹持件,所述升降杆的一端与所述夹持件连接,另一端与所述第一滚轮连接,所述第一滚轮与所述第一轨道滚动接触,所述升降杆能够沿竖直方向运动以带动所述夹持件夹持电池;所述顶升组件包括顶杆和第二滚轮,所述顶杆的一端穿设于所述承载板,另一端与所述第二滚轮连接,所述第二滚轮与所述第二轨道滚动接触,所述顶杆能够沿所述竖直方向运动以顶紧电池的底端;所述压紧组件包括焊接压头和第三滚轮,所述第三滚轮与所述环形凹槽滚动接触,所述焊接压头能够沿所述竖直方向运动以压紧电池的顶端;
所述焊接设备设置在所述夹持机构的一侧,用于对电池进行焊接。
根据本发明提供的一种多工位转盘联动系统,所述第一轨道构造有第一弧状轨道,所述第一滚轮沿所述第一弧状轨道运动,能够带动所述升降杆沿所述竖直方向运动;
所述第二轨道构造有第二弧状轨道,所述第二滚轮沿所述第二弧状轨道运动,能够带动所述顶杆沿所述竖直方向运动。
根据本发明提供的一种多工位转盘联动系统,所述压紧组件还包括安装架,所述焊接压头和所述第三滚轮设于所述安装架,所述安装架与所述安装座活动连接;
所述环形凹槽构造有弧状凹槽,所述第三滚轮沿所述弧状凹槽运动,能够带动所述焊接压头沿所述竖直方向运动。
本发明提供的多工位转盘联动系统,沿生产线的输送方向,入料转盘、主动转塔、转接转盘、分选转盘和下料转盘依次设置,联动机构能够带动入料转轴、主动转轴、转接转轴、分选转轴和下料转轴同步转动,使得入料转盘、主动转塔、转接转盘、分选转盘和下料转盘同步转动,以实现电池的依次转送作业,整体结构紧凑,占用空间小,有利于提升生产线的工作效率。
附图说明
为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
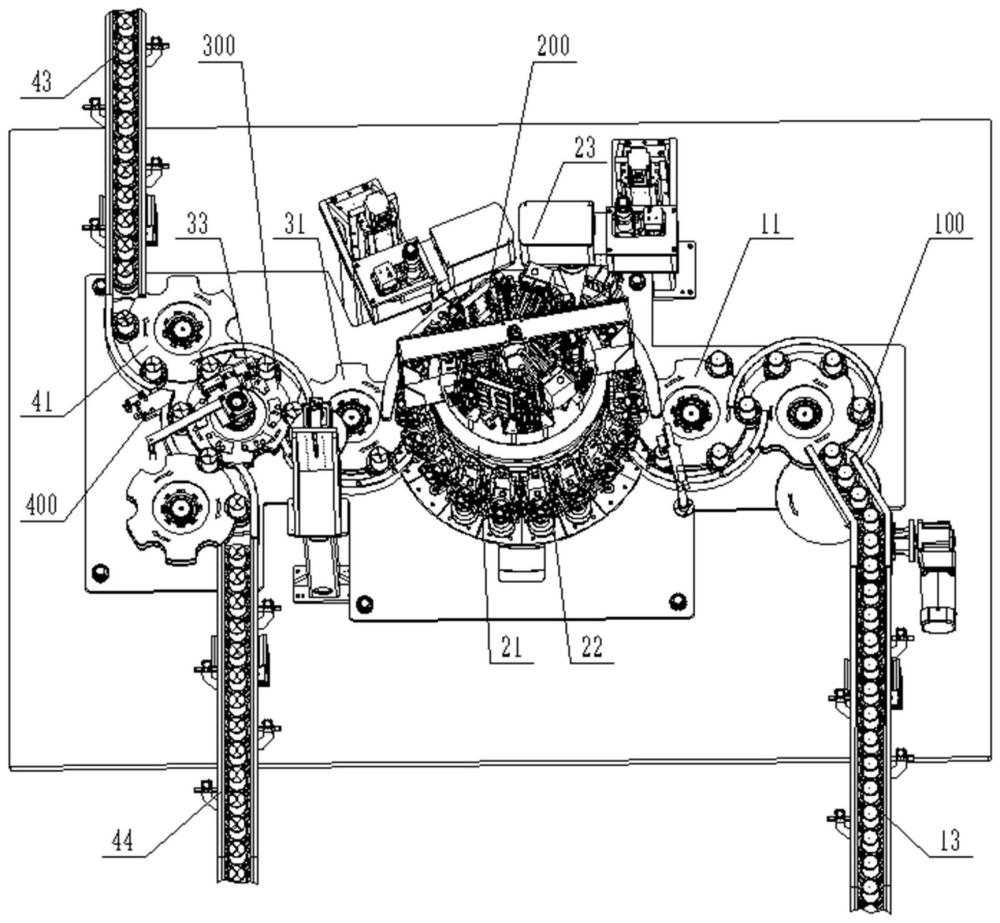
图1是本发明提供的多工位转盘联动系统的结构示意图之一;
图2是本发明提供的多工位转盘联动系统的结构示意图之二;
图3是本发明提供的转塔机构和夹持机构的装配示意图;
图4是本发明提供的夹持机构的结构示意图;
图5是本发明提供的夹持组件的结构示意图;
图6是本发明提供的顶升组件的结构示意图;
图7是本发明提供的压紧组件的结构示意图;
图8是本发明提供的多工位转盘联动系统的部分结构示意图;
附图标记:
100:入料机构;11:入料转盘;12:入料转轴;13:入料链板线;
200:焊接机构;21:转塔机构;211:主动转塔;2111:转动体;2112:第一盘体;2113:第二盘体;212:主动转轴;213:安装板;214:承载板;22:夹持机构;221:夹持组件;2211:升降杆;2212:夹持部;2213:第一滚轮;222:顶升组件;2221:顶杆;2222:顶板;2223:第二滚轮;223:压紧组件;2231:焊接压头;2232:第三滚轮;2233:安装架;23:焊接设备;
300:分选机构;31:转接转盘;32:转接转轴;33:分选转盘;34:分选转轴;35:检测组件;36:推拨组件;361:活动拨片;362:驱动推杆;
400:下料机构;41:下料转盘;42:下料转轴;43:第一输出链板线;44:第二输出链板线;
500:联动机构;51:入料齿轮;52:主动齿轮;53:转接齿轮组件;531:第一转接齿轮;532:第二转接齿轮;54:分选齿轮;55:下料齿轮;56:驱动件。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
下面结合图1至图8描述本发明实施例的多工位转盘联动系统。
如图1、图2和图3所示,本发明实施例提供的多工位转盘联动系统,包括:入料机构100、焊接机构200、分选机构300、下料机构400和联动机构500。入料机构100、焊接机构200、分选机构300和下料机构400沿输送方向依次布设;入料机构100包括同轴设置的入料转盘11和入料转轴12;焊接机构200包括转塔机构21,转塔机构21包括同轴设置的主动转塔211和主动转轴212;分选机构300包括同轴设置的转接转盘31和转接转轴32以及同轴设置的分选转盘33和分选转轴34;下料机构400包括同轴设置的下料转盘41和下料转轴42。联动机构500用于驱动入料转轴12、主动转轴212、转接转轴32、分选转轴34和下料转轴42同步转动。
具体地,多工位转盘联动系统用于对待焊接的电池进行焊接,例如对电池进行穿透焊或者封口焊。沿电池的输送方向,入料机构100、焊接机构200、分选机构300、下料机构400依次布设。入料机构100用于将待焊接的电池转运至焊接机构200处;焊接机构200对待焊接的电池焊接后,将焊接后的电池转运至分选机构300处;分选机构300将焊接后的电池分类为良品电池和次品电池,并将良品电池和次品电池转运至下料机构400处;下料机构400用于实现良品电池的下料作业以及次品电池的下料作业。
入料机构100设于焊接机构200的一侧,入料机构100包括入料转盘11和入料转轴12,入料转盘11和入料转轴12同轴设置,入料转轴12用于带动入料转盘11转动,入料转盘11能够承载待焊接的电池,随入料转盘11的转动,待焊接的电池被转送至焊接机构200处。进一步地,待焊接的电池可以由入料链板线13被输送至入料转盘11处。
焊接机构200包括转塔机构21,转塔机构21包括主动转塔211和主动转轴212,主动转塔211和主动转轴212同轴设置,主动转轴212用于带动主动转塔211转动。入料转盘11将待焊接的电池转送至主动转塔211上,随主动转塔211的转动,待焊接的电池转动至焊接工位处,通过焊接设备23实现待焊接电池的焊接作业,焊接后的电池随主动转塔211的转动,被转送至分选机构300处。
分选机构300设于焊接机构200的另一侧,分选机构300包括同轴设置的转接转盘31和转接转轴32以及同轴设置的分选转盘33和分选转轴34。转接转盘31靠近主动转塔211,转接转轴32用于带动转接转盘31转动,焊接后的电池由主动转塔211转送至转接转盘31上。分选转盘33靠近转接转盘31,随转接转盘31的转动,转接转盘31上的电池被转送至分选转盘33上。分选转轴34用于带动分选转盘33转动,转送至分选转盘33上的焊接后的电池被分类为良品电池和次品电池,随分选转盘33的转动,良品电池和次品电池被分类转送至下料机构400处。
下料机构400靠近分选机构300设置,下料机构400包括下料转盘41和下料转轴42,下料转盘41和下料转轴42同轴设置,下料转轴42用于带动下料转盘41转动。下料转盘41的数量根据实际需求设置,例如焊接后的电池被分类为良品电池和次品电池,下料转盘41的数量为两个,分别定义为第一下料转盘和第二下料转盘。随分选转盘33的转动,良品电池被转送至第一下料转盘上,第一下料转盘进一步将良品电池转送至第一输出链板线43上,以进一步将良品电池输送至下一工位处;随分选转盘33的转动,次品电池被转送至第二下料转盘上,第二下料转盘进一步将次品电池转送至第二输出链板线44上,以进一步对次品电池进行收集。
入料转轴12转动带动入料转盘11转动,以将待焊接的电池转送至主动转塔211上;主动转轴212转动带动主动转塔211转动,以将待焊接的电池带动至焊接工位处进行焊接,并将焊接后的电池转送至转接转盘31上;转接转轴32转动带动转接转盘31转动,以将焊接后的电池转送至分选转盘33上;分选转轴34转动带动分选转盘33转动,以将良品电池转送至第一下料转盘上,将次品电池转送至第二下料转盘上;一个下料转轴42带动第一下料转盘转动,以将良品电池转送至第一输出链板线43上,另一个下料转轴42带动第二下料转盘转动,以将次品电池转送至第二输出链板线44上。
联动机构500用于驱动入料转轴12、主动转轴212、转接转轴32、分选转轴34和下料转轴42同步转动。联动机构500通过传动结构带动多个转轴同步转动,传动结构可以是相互啮合连接的多个齿轮,也可以是同步带传动,还可以是链条传动。例如联动机构500包括电机和多个齿轮,每个转轴上安装有一个齿轮,相邻两个齿轮啮合连接,电机与主动转轴212连接,电机驱动主动转轴212转动,通过相互啮合连接的多个齿轮带动入料转轴12、转接转轴32、分选转轴34和下料转轴42同步转动,整体结构紧凑,同时有利于提升生产线的工作效率。
在本发明实施例中,沿生产线的输送方向,入料转盘11、主动转塔211、转接转盘31、分选转盘33和下料转盘41依次设置,联动机构500能够带动入料转轴12、主动转轴212、转接转轴32、分选转轴34和下料转轴42同步转动,使得入料转盘11、主动转塔211、转接转盘31、分选转盘33和下料转盘41同步转动,以实现电池的依次转送作业,整体结构紧凑,占用空间小,有利于提升生产线的工作效率。
如图2所示,在可选的实施例中,联动机构500包括主动齿轮52、入料齿轮51、转接齿轮组件53、分选齿轮54、下料齿轮55和驱动件56;主动齿轮52设于主动转轴212,入料齿轮51设于入料转轴12,转接齿轮组件53设于转接转轴32,分选齿轮54设于分选转轴34,下料齿轮55设于下料转轴42,驱动件56与主动转轴212连接,用于驱动主动转轴212转动。入料齿轮51与主动齿轮52啮合连接,转接齿轮组件53用于实现主动齿轮52与分选齿轮54之间的传动连接,分选齿轮54与下料齿轮55啮合连接。
具体地,联动机构500包括入料齿轮51、主动齿轮52、转接齿轮组件53、分选齿轮54、下料齿轮55和驱动件56。入料齿轮51套设于入料转轴12上,主动齿轮52套设于主动转轴212上。转接齿轮组件53包含的转接齿轮的数量根据实际需求设置,转接齿轮的数量可以为一个,转接齿轮的数量也可以为两个,在转接齿轮的数量为两个的情况下,两个转接齿轮间隔套设于转接转轴32上。分选齿轮54套设于分选转轴34上,下料齿轮55套设于下料转轴42上。
可以理解的是入料机构100、焊接机构200、分选机构300和下料机构400均设于工作台上,入料转盘11、主动转塔211、转接转盘31、分选转盘33和下料转盘41均位于工作台的上方;入料齿轮51、主动齿轮52、转接齿轮组件53、分选齿轮54和下料齿轮55均位于工作台的下方。
在转接齿轮的数量为一个的情况下,入料齿轮51与主动齿轮52啮合连接,主动齿轮52与转接齿轮啮合连接,转接齿轮与分选齿轮54啮合连接,分选齿轮54与下料齿轮55啮合连接。驱动件56为电机,电机的驱动轴与主动转轴212连接,电机驱动主动转轴212转动,通过多个齿轮之间的啮合连接,使得入料转轴12、主动转轴212、转接转轴32、分选转轴34和下料转轴42能够同步转动。
在转接齿轮的数量为两个的情况下,入料齿轮51与主动齿轮52啮合连接,主动齿轮52与一个转接齿轮啮合连接,另一个转接齿轮与分选齿轮54啮合连接,分选齿轮54与下料齿轮55啮合连接。驱动件56为电机,电机的驱动轴与主动转轴212连接,电机驱动主动转轴212转动,通过多个齿轮之间的啮合连接,使得入料转轴12、主动转轴212、转接转轴32、分选转轴34和下料转轴42能够同步转动。
在本发明实施例中,电机与主动转轴212连接,多个齿轮之间啮合连接,电机驱动主动转轴212转动,带动入料转轴12、转接转轴32、分选转轴34和下料转轴42同步转动,使得入料转盘11、主动转塔211、转接转盘31、分选转盘33和下料转盘41同步转动,以实现对电池的依次转送,整体结构紧凑,同时传动效率高,传动平稳。
在可选的实施例中,转接齿轮组件53包括同轴设置的第一转接齿轮531和第二转接齿轮532,第一转接齿轮531与主动齿轮52啮合连接,第二转接齿轮532与分选齿轮54啮合连接;主动齿轮52、第一转接齿轮531和第二转接齿轮532的齿数比与主动转塔211、转接转盘31和分选转盘33的承载工位相适配。
具体地,转接齿轮组件53包括第一转接齿轮531和第二转接齿轮532,第一转接齿轮531和第二转接齿轮532均套设于转接转轴32上,且第一转接齿轮531和第二转接齿轮532沿转接转轴32的轴线方向间隔设置。为了发挥多个转盘之间的协同作用,保障对电池的转送效率,以主动转塔211、转接转盘31和分选转盘33为例进行说明,主动转塔211能够承载第一目标数量的电池,转接转盘31能够承载第二目标数量的电池,分选转盘33能够承载第三目标数量的电池。即主动转塔211具有第一目标数量的承载工位,转接转盘31具有第二目标数量的承载工位,分选转盘33具有第三目标数量的承载工位。
例如第一目标数量为18,第二目标数量为6,第三目标数量可以与第二目标数量相等,第三目标数量也为6。即主动转塔211具有18个承载工位,转接转盘31具有6个承载工位,分选转盘33具有6个承载工位。
在承载工位数一定的情况下,主动转塔211与转接转盘31的中心间距为定值,转接转盘31与分选转盘33的中心间距为定值。主动齿轮52和第一转接齿轮531的齿数比为定值,第二转接齿轮532与分选齿轮54的齿数比为定值,以保障电池的转送效率。
例如主动转塔211的承载工位数为18,转接转盘31的承载工位数为6,分选转盘33的承载工位数为6,则主动齿轮52、第一转接齿轮531和第二转接齿轮532的齿数比为9:3:4,以使得主动转塔211和转接转盘31的角速度比为3:1,转接转盘31和分选转盘33的角速度比为1:1,保障生产线的生产节拍。
可以理解的是,转接转盘31上也可以仅设置一个转接齿轮,主动齿轮52与转接齿轮啮合连接,转接齿轮与分选齿轮54啮合连接,主动齿轮52、转接齿轮和分选齿轮54的齿数比与主动转塔211、转接转盘31和分选转盘33的承载工位数相适配即可。
在本发明实施例中,通过设置主动齿轮52、第一转接齿轮531和第二转接齿轮532的齿数比,使得主动转塔211、转接转盘31和分选转盘33转动的角速度比满足生产节拍的需求,保障生产效率。
如图1和图2所示,在可选的实施例中,下料转盘41的数量至少为两个,下料齿轮55的数量至少为两个,下料转盘41与下料转轴42一一对应连接,下料转轴42与下料齿轮55一一对应连接。
具体地,下料转盘41的数量根据实际需求设置,例如焊接后的电池转送至分选转盘33处,分选机构300根据焊接后的电池的质量可以将电池分为良品电池、待返工处理的电池和次品电池。良品电池可输送至下一工位处,待返工处理的电池可再次转送至焊接机构200处,进行补焊处理,次品电池无法再利用,可将其输送至收集工位处。
分选机构300也可以根据焊接后的电池的质量将电池分为良品电池和次品电池,良品电池被输送至下一工位处,次品电池被输送至收集工位处。
下料转盘41的数量、下料转轴42的数量和下料齿轮55的数量相等,下料转盘41与下料转轴42一一对应连接,下料转轴42与下料齿轮55一一对应连接,多个下料转盘41可同步转动,以实现分类后的电池的高效输送作业。
如图1和图2所示,在可选的实施例中,下料转盘41的数量为两个的情况下,两个下料齿轮55与两个下料转轴42一一对应连接,两个下料齿轮55均与分选齿轮54啮合连接。
下料转盘41的数量为两个,定义两个下料转盘41分别为第一下料转盘和第二下料转盘,两个下料齿轮55关于分选齿轮54的中心轴线对称设置,两个下料齿轮55均与分选齿轮54啮合连接,分选齿轮54转动,通过两个下料齿轮55带动第一下料转盘和第二下料转盘同步转动,有利于整体结构的紧凑性。
如图8所示,在可选的实施例中,分选机构300还包括检测组件35和推拨组件36;检测组件35用于对焊接后的电池进行焊接质量检测;推拨组件36设于分选转盘33,用于将良品电池推送入一个下料转盘41,且将次品电池推送入另一个下料转盘41。
具体地,检测组件35设于转接转盘31的上侧,检测组件35包括工业相机,随转接转盘31的转动,焊接后的电池朝向分选转盘33转送的过程中,检测组件35采集电池端部的集流盘或盖板的实际焊接图像,并根据实际焊接图像对电池的焊接质量进行判别。
检测组件35包括图像采集单元和图像识别单元,图像采集单元采集焊接后的电池端部的实际焊接图像,实际焊接图像包括电池的焊接部位;图像识别单元用于对焊接后的电池进行焊接质量识别,图像识别单元将实际焊接图像与目标焊接图像进行比对,识别电池的端部的焊接质量,满足焊接要求的电池为良品电池,不满足焊接要求的电池为次品电池。
推拨组件36包括活动拨片361和驱动推杆362,活动拨片361安装于分选转盘33的端面上,驱动推杆362具有朝向对应的下料工位往复活动的活动行程,驱动推杆362用于驱动活动拨片361活动。驱动推杆362通过活动拨片361将良品电池推送入第一下料转盘,将次品电池推送入第二下料转盘。
进一步地,随第一下料转盘的转动,第一下料转盘将良品电池转送至第一输出链板线43上,以进一步将良品电池输送至下一工位处;随第二下料转盘的转动,第二下料转盘将次品电池转送至第二输出链板线44上,以进一步对次品电池进行收集。
在本发明实施例中,焊接后的电池由转接转盘31转送至分选转盘33上,检测组件35根据电池的焊接质量将电池分类为良品电池和次品电池,推拨组件36将良品电池转送至第一下料转盘,将次品电池转送至第二下料转盘,实现良品电池和次品电池的高效转送作业。
如图1、图2、图3和图4所示,在可选的实施例中,焊接机构200还包括夹持机构22和焊接设备23。主动转塔211包括转动体2111、第一盘体2112和第二盘体2113,第一盘体2112和第二盘体2113设于转动体2111相对的两端;第一盘体2112的周向表面设有环形凹槽,第二盘体2113构造有同轴的第一轨道和第二轨道,第一轨道和第二轨道沿转动体2111的径向方向依次设置;转动体2111的周向设有安装座,安装座包括承载板214,承载板214用于承载托杯,托杯用于放置电池。
夹持机构22设于安装座,夹持机构22包括夹持组件221、顶升组件222和压紧组件223;夹持组件221包括升降杆2211、第一滚轮2213和夹持件,升降杆2211的一端与夹持件连接,另一端与第一滚轮2213连接,第一滚轮2213与第一轨道滚动接触,升降杆2211能够沿竖直方向运动以带动夹持件夹持电池;顶升组件222包括顶杆2221和第二滚轮2223,顶杆2221的一端穿设于承载板214,另一端与第二滚轮2223连接,第二滚轮2223与第二轨道滚动接触,顶杆2221能够沿竖直方向运动以顶紧电池的底端;压紧组件223包括焊接压头2231和第三滚轮2232,第三滚轮2232与环形凹槽滚动接触,焊接压头2231能够沿竖直方向运动以压紧电池的顶端;焊接设备23设置在夹持机构22的一侧,用于对电池进行焊接。
具体地,主动转塔211包括转动体2111、第一盘体2112和第二盘体2113,转动体2111随主动转轴212转动,第一盘体2112和第二盘体2113相对固定。转动体2111包括第一支撑盘体和第二支撑盘体,第一支撑盘体和第二支撑盘体套设于主动转轴212上,第一支撑盘体和第二支撑盘体间隔设置。转动体2111的周向设有安装座,安装座包括安装板213和承载板214,安装板213沿竖直方向设置,安装板213的一端与第一支撑盘体连接,安装板213的另一端与第二支撑盘体连接。承载板214呈水平放置,承载板214与安装板213固定连接,承载板214用于承载待焊接的电池,可以理解的是待焊接的电池放置于托杯里,电池和托杯共同放置于承载板214上。
第一盘体2112和第二盘体2113位于转动体2111相对的两侧,第一盘体2112位于转动体2111的上方,第二盘体2113位于转动体2111的下方。第一盘体2112的周向表面设有环形凹槽,第二盘体2113构造有同轴的第一轨道和第二轨道,第一轨道和第二轨道沿转动体2111的径向方向依次设置,第一轨道位于内侧,第二轨道位于外侧。
夹持机构22设于安装座上,夹持机构22包括夹持组件221、顶升组件222和压紧组件223,顶升组件222和压紧组件223位于承载板214相对的两侧,在转动体2111转动的过程中,转动体2111带动顶升组件222、压紧组件223和夹持组件221同步转动。
如图4和图5所示,夹持组件221包括升降杆2211、第一滚轮2213和夹持件,升降杆2211沿竖直方向设置,第一滚轮2213设于升降杆2211的底部,第一滚轮2213与第一轨道滚动接触,第一滚轮2213能够沿第一轨道运动。夹持件设于升降杆2211的顶部,夹持件包括两个夹持部2212,两个夹持部2212与安装板213活动连接,例如安装板213上设有滑轨,两个夹持部2212与滑轨滑动连接,两个夹持部2212能够沿滑轨相背运动或相向运动。两个夹持部2212相背运动,两个夹持部2212之间的间距增大,以便于承接待焊接的电池或转送焊接后的电池;两个夹持部2212相向运动,两个夹持部2212之间的间距减小,以便于夹持住电池,进行焊接作业。夹持部2212的一端与滑轨滑动连接,夹持部2212的底部可以通过连接件与升降杆2211连接,连接件的一端与升降杆2211铰接,连接件的另一端与夹持部2212铰接。升降杆2211能够沿着竖向方向向上运动或者向下运动,升降杆2211向上运动带动两个连接件相背转动,两个连接件带动两个夹持部2212沿滑轨相背运动;升降杆2211向下运动带动两个连接件相向转动,两个连接件带动两个夹持部2212沿滑轨相向运动。
如图4和图6所示,顶升组件222包括顶杆2221、顶板2222和第二滚轮2223,顶杆2221设于顶板2222的顶部,第二滚轮2223设于顶板2222的底部,第二滚轮2223与顶板2222转动连接,第二滚轮2223与第二轨道滚动接触,第二滚轮2223能够沿第二轨道运动。可以理解的是承载板214设有第一通孔,托杯的底部设有第二通孔,顶杆2221与第一通孔和第二通孔同轴,顶杆2221能够依次穿设第一通孔和第二通孔后与电池的底部相抵触,顶杆2221能够沿竖直方向向上运动以顶升放置于托杯内的电池。
如图4和图7所示,压紧组件223包括焊接压头2231、第三滚轮2232和安装架2233,安装架2233设于安装板213的顶部,安装架2233上安装有驱动件,驱动件可以为电机,电机的驱动轴与焊接压头2231连接,电机能够驱动焊接压头2231绕自身轴线转动,焊接压头2231的中心轴线与顶杆2221的中心轴线一致。第三滚轮2232设于安装架2233的顶部,第三滚轮2232与环形凹槽滚动接触,第三滚轮2232能够沿环形凹槽所在的轨迹运动。焊接压头2231能够沿竖直方向向下运动以与放置于托杯内的电池的顶面相抵接。
以下对夹持机构22的作业过程进行说明,顶升组件222、压紧组件223和夹持组件221随转动体2111同步转动,第一滚轮2213沿第一轨道运动,第二滚轮2223沿第二轨道运动,第三滚轮2232沿环形凹槽运动。主动转塔211转动至与入料转盘11相对应的来料工位,第一滚轮2213运动至第一轨道的高位处,升降杆2211沿竖直方向向上运动,两个夹持部2212相背运动,入料转盘11上待焊接的电池以及放置电池的托杯被转送至主动转塔211的承载板214上,此时第二滚轮2223运动至第二轨道的低位处,第三滚轮2232运动至环形凹槽的高位处。
之后转动体2111继续朝向焊接工位处转动,第二滚轮2223运动至第二轨道的高位处,顶板2222带动顶杆2221沿竖直方向向上运动,顶杆2221穿过第一通孔和第二通孔逐渐顶升托杯内的电池,直至顶杆2221的顶面与电池的底面相抵接。第三滚轮2232运动至环形凹槽的低位处,焊接压头2231沿竖直方向向下运动,直至焊接压头2231与电池的顶面相抵接。同时第一滚轮2213运动至第一轨道的低位处,升降杆2211向下运动带动两个连接件相向转动,两个连接件带动两个夹持部2212沿滑轨相向运动,直至夹持住电池。通过夹持组件221配合夹持电池,顶升组件222顶升电池,压紧组件223压紧电池并驱动电池转动,顶升组件222、压紧组件223和夹持组件221协同作用,焊接设备23对自转的电池进行焊接,在提升焊接效率的同时,有利于保障焊接质量。
可以理解的是,夹持机构22的数量可以为多个,多个夹持机构22沿转塔机构21的转动方向依次间隔设置,转塔机构21的每个承载工位处设置一个夹持机构22,随转动体2111的转动,实现多个电池的夹持作业和焊接作业,有利于提升工作效率。
如图3所示,在可选的实施例中,第一轨道构造有第一弧状轨道,第一滚轮2213沿第一弧状轨道运动,能够带动升降杆2211沿竖直方向运动;第二轨道构造有第二弧状轨道,第二滚轮2223沿第二弧状轨道运动,能够带动顶杆2221沿竖直方向运动。压紧组件223还包括安装架2233,焊接压头2231和第三滚轮2232设于安装架2233,安装架2233与安装座活动连接;环形凹槽构造有弧状凹槽,第三滚轮2232沿弧状凹槽运动,能够带动焊接压头2231沿直方向运动。
具体地,第一轨道由第一弧状轨道和平直段轨道首尾相接组成,第一弧状轨道由第一上升弧段和第一下降弧段组成,第一滚轮2213沿第一弧状轨道和平直段轨道运动。第二轨道由第二弧状轨道和平直段轨道首尾相接组成,第二弧状轨道由第二上升弧段和第二下降弧段组成,第二滚轮2223沿第二弧状轨道和平直段轨道运动。环形凹槽构造有弧状凹槽,第三滚轮2232能够沿弧状凹槽运动。
转动体2111带动夹持机构22转动至第一弧状轨道处,在转动体2111的驱动下,第一滚轮2213先沿着第一上升弧段滚动,以使升降杆2211沿着竖直方向向上运动,直至第一滚轮2213滚动至第一上升弧段的最高位,此时两个夹持部2212之间的间距最大,第二滚轮2223位于至第二下降弧段的最低位,第三滚轮2232位于弧状凹槽的最高位,入料转盘11上待焊接的电池被转送至主动转塔211的承载板214上。
之后转动体2111继续朝向焊接工位处转动,在转动体2111的驱动下,第二滚轮2223先沿着第二上升弧段滚动,以使顶杆2221沿着竖直方向向上运动,直至第二滚轮2223滚动至第二上升弧段的最高位,此时顶杆2221与电池的底面相抵接。第三滚轮2232沿着弧状凹槽的下降段滚动至弧状凹槽的最低位,以使焊接压头2231沿着竖直方向向下运动,直至焊接压头2231与电池的顶面相抵接。同时第一滚轮2213继续沿着第一下降弧段滚动,以使升降杆2211沿着竖直方向向下运动,两个夹持部2212相向移动,直至第一滚轮2213滚动至第一下降弧段的最低位,两个夹持部2212夹持住电池。然后驱动件驱动焊接压头2231转动,焊接压头2231带动电池绕自身轴线转动,通过焊接设备23实现对电池的焊接作业。
焊接作业完成后,在转动体2111的驱动下,第二滚轮2223继续沿着第二下降弧段滚动,以使顶杆2221沿着竖直方向向下运动,直至第二滚轮2223滚动至第二下降弧段的最低位,顶杆2221与电池的底面分离;第三滚轮2232继续沿着弧状凹槽的上升段滚动,直至焊接压头2231与电池的顶面分离;第一滚轮2213滚动至第一轨道的高位处,两个夹持部2212松开电池,焊接后的电池被转送至转接转盘31处。
在本发明实施例中,第一滚轮2213与升降杆2211转动连接,第一滚轮2213沿第一弧状轨道滚动,第一滚轮2213带动升降杆2211沿竖直方向向上运动或向下运动;第二滚轮2223与顶板2222转动连接,第二滚轮2223沿第二弧状轨道滚动,第二滚轮2223通过顶板2222带动顶杆2221沿竖直方向向上运动或向下运动;第三滚轮2232沿弧状凹槽滚动,第三滚轮2232通过安装架2233带动焊接压头2231沿竖直方向向上运动或向下运动,三者协同运动实现对电池的夹持或松开,运转高效且运行可靠。
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种转盘旋转与其工位翻转的凸轮联动装置
- 基于角度传感的转盘屏幕联动展示系统