一种火电厂高温汽水管道系统现场安装质量监控方法
文献发布时间:2023-06-19 12:24:27
技术领域
本发明属于现场安装质量监控领域,涉及一种火电厂高温汽水管道系统现场安装质量监控方法。
背景技术
火力发电厂的主蒸汽管道、一次/二次高温再热管道、低温再热管道、高压给水管道长期在高温、高压环境下运行,安全风险极高,一旦发生泄漏会造成严重的设备损坏和人身安全事故,因此高温汽水管道系统一直是火电厂质量监控的重点对象。为了提高火电厂高温汽水管道的运行安全性和可靠性,近3年来国内某电力集团公司对新建火电机组开展了高温汽水管道系统基建安装质量大检查,发现高温汽水管道系统现场安装的焊接质量存在诸多问题,主要表现为焊缝存在裂纹、未熔合、夹渣和大量焊缝硬度超标等问题,这给火电机组的长期运行埋下了重大安全隐患。目前,为保证火电新建机组稳定安全运行,对高温汽水管道系统已开展了设备监理和制造质量检验工作,有力保障了高温汽水管道系统的制造质量,杜绝不合格设备进入安装现场。但是,高温汽水管道系统现场安装质量尚存在诸多问题和安全隐患,仅仅依靠施工单位无法得到有效保证。因此,针对高温汽水管道系统安装存在的质量问题与隐患,亟需提出一套行之有效的高温汽水管道系统现场安装质量监控方法,从而使高温汽水管道系统的制造、安全质量得到全面管控,在根本上消除高温管道爆炸等恶性事故风险,保证火电厂高温管道系统的运行安全性。
发明内容
本发明的目的在于克服上述现有技术的缺点,提供了一种火电厂高温汽水管道系统现场安装质量监控方法,该方法保证火电厂高温管道系统的运行安全性。
为达到上述目的,本发明所述的火电厂高温汽水管道系统现场安装质量监控方法包括以下步骤:
1)现场安装先决条件排查;
2)现场安装过程监督;
3)现场安装质量核查验证。
步骤1)的具体操作过程为:
11)对施工单位、检测单位进行质量管理体系的核查;12)施工工艺技术的审核;13)焊接人员岗前能力验证;14)焊材库及焊接设备的能力验证。
步骤2)的具体操作过程为:
21)首道焊缝旁站监督;22)焊接过程巡检;23)检测过程监督;24)不合格焊口返修。
步骤3)的具体操作过程为:
31)焊缝外观质量检查;32)焊缝内部质量的抽检;33)返修焊缝质量的验证。
所述现场安装先决条件排查采用文件见证监控方式,具体为:111)对施工单位、工程监理单位、检测单位企业资质及规章制度的文件见证;112)对焊接工艺评定报告、焊接/热处理/检验作业指导书及工艺卡、焊接工作一览表、焊接应急方案、缺陷处理程序、返修技术方案的文件见证;113)对人员资质、生产设备、仪器校验记录及有效期的文件见证;114)对焊材库管理制度、温度计和湿度计监测记录、焊材质量证明书与复检报告、焊材桶的领用记录进行文件见证。
现场安装过程监督采用旁站监理及现场巡检监控方式,具体为:221)对各管系首道焊缝坡口及组队、定位焊、预热、焊接、热处理、焊缝质量检验过程的旁站监督;222)对现场人员持证情况、焊材领用记回收记录、烘干和保温情况、焊接环境、设备及工艺参数进行巡检复核;223)焊缝质量检验过程的巡检监督;224)不合格焊缝返修的旁站监理。
现场安装质量核查验证采用第三方抽查检验方式,具体为:331)焊缝外观质量的抽检检查;332)焊缝内部质量的比例抽查检查;333)返修焊缝质量的抽检检查验证。
高温汽水管道系统包括主蒸汽管道系统、一次再热/二次再热管道系统、给水管道系统及低温再热管道系统。
本发明具有以下有益效果:
本发明所述的火电厂高温汽水管道系统现场安装质量监控方法在具体操作时,对高温汽水管道系统现场安装全过程进行质量监督及控制,及时发现并消除现场安装存在各类质量缺陷及安全隐患,确保高温汽水管道系统现场安装质量可靠,从根本上消除管道爆炸等恶性事故发生,保障高温管道系统高温、高压下的运行安全。
附图说明
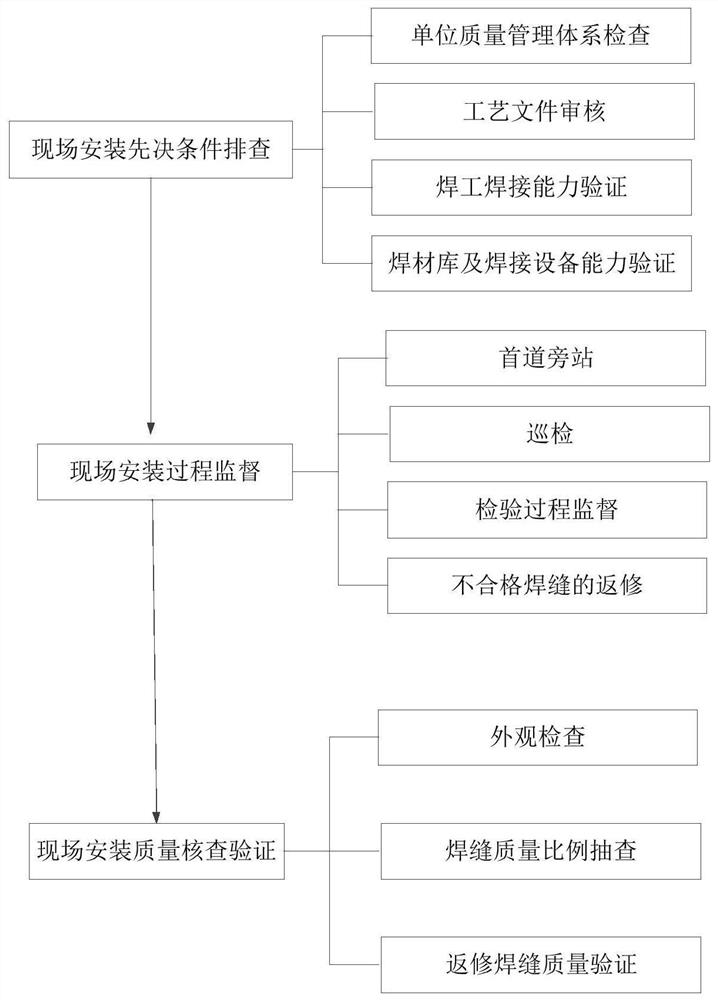
图1为本发明的流程图。
具体实施方式
下面结合附图对本发明做进一步详细描述:
参考图1,本发明所述的火电厂高温汽水管道系统现场安装质量监控方法包括以下步骤:
1)现场安装先决条件排查;
所述现场安装先决条件排查包括:11)对施工单位、检测单位进行质量管理体系的核查;12)施工工艺技术的审核;13)焊接人员岗前能力验证;14)焊材库及焊接设备的能力验证。
所述现场安装先决条件排查采用文件见证监控方式,具体为:111)对施工单位、工程监理单位、检测单位企业资质及规章制度的文件见证;112)对焊接工艺评定报告、焊接/热处理/检验作业指导书及工艺卡、焊接工作一览表、焊接应急方案、缺陷处理程序、返修技术方案的文件见证;113)对人员资质、生产设备、仪器校验记录及有效期的文件见证;114)对焊材库管理制度、温度计和湿度计监测记录、焊材质量证明书与复检报告、焊材桶的领用记录进行文件见证。
2)现场安装过程监督;
所述现场安装过程监督包括:
21)首道焊缝旁站监督;22)焊接过程巡检;23)检测过程监督;24)不合格焊口返修。
所述现场安装过程监督采用旁站监理及现场巡检监控方式,具体为:221)对各管系首道焊缝坡口及组队、定位焊、预热、焊接、热处理、焊缝质量检验过程的旁站监督;222)对现场人员持证情况、焊材领用记回收记录、烘干和保温情况、焊接环境、设备及工艺参数进行巡检复核;223)焊缝质量PT/RT/UT/MT检验过程的巡检监督;224)不合格焊缝返修的旁站监理。
具体的,准备阶段的坡口加工尺寸,粗糙度,清洁度以及组对间隙,错口;定位焊的定位块材质、几何形状及尺寸,预热,临时定位块去除后表面检查;预热阶段的加热带加热范围,热电偶数量和布置方式,预热温度;焊接阶段的焊接电流与电压,充氩情况,层间温度以及层间清理;热处理阶段的加热带捆绑方式与宽度,热电偶、补偿导线的数量及布置方式,测温系统的校验,热处理参数、热处理记录曲线;焊缝质量检验阶段的检验仪器使用前的校验、检测时机、检验方法,现场检验情况,检验记录及报告。
3)现场安装质量核查验证。
所述现场安装质量核查验证包括:31)焊缝外观质量检查;32)焊缝内部质量的抽检;33)返修焊缝质量的验证。
所述现场安装质量核查验证采用第三方抽查检验方式,具体为:331)焊缝外观质量的抽检检查;332)焊缝内部质量的比例抽查检查;333)返修焊缝质量的抽检检查验证。
所述高温汽水管道系统包括主蒸汽管道系统、一次再热/二次再热管道系统、给水管道系统及低温再热管道系统。
- 一种火电厂高温汽水管道系统现场安装质量监控方法
- 一种高温汽水过滤单元及组合式高温汽水过滤装置