一种制作不同直径管道托座的平台及控制方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及管道施工技术领域,具体涉及一种制作不同直径管道托座的平台及控制方法。
背景技术
工业生产中管道管托是管道安装的重要部分,管道的承重主要通过管托传递到结构上,如图1所示,管道托座主要由底部的托座底板(1-1)、中部的筋板(1-2)以及顶部的弧板(1-3),筋板由一块上边缘采用弧形的横向平板(1-4)和多对高度不一的纵向平板(1-5)焊接组成。带弧板的管托现场制作量非常大,且对不同管径的管托在常规制作中需在平台上制作不同胎具对管托进行加工,弧板顶弯也是通过焊接挡板再用千斤顶不停移动位置进行顶压校正,对不同管径的管托需不断的重复调整焊接顶板位置,操作繁琐,制作效率低。
发明内容
本发明要解决的技术问题是提高管道托座制作的效率,针对现有技术存在的上述缺陷,提供了一种制作不同直径管道托座的平台及控制方法。
本发明为解决上述技术问题所采用的技术方案是:
一种制作不同直径管道托座的平台,其特征在于:包括平台底板以及固定在平台底板上的支架,在支架上设有用于固定托座底板的第一固定装置、用于固定筋板的第二固定装置、以及用于制作弧板的弧形加工机构;所述第一固定装置贴合在所述平台底板上,所述第二固定装置位于第一固定装置上部,所述弧形加工机构铰接在支架顶部。
按上述技术方案,所述弧形加工机构包括伸缩的顶撑杆以及用于制作弧板的液压机构,顶撑杆一端与顶部支架通过活动铰接座铰接,另一端与液压机构固定连接。
按上述技术方案,所述活动铰接座设有用来调整顶撑杆与顶部支架之间夹角的紧固螺栓。
按上述技术方案,所述顶撑杆包括套管和与套管相匹配的顶杆,所述顶杆穿装于套管内腔;所述顶杆与套管上设有若干个间隔的定位孔,通过定位孔调节顶撑杆的长度。
按上述技术方案,所述第一固定装置左右对称布设,所述支架开设有与第一固定装置相匹配的孔口,第一固定装置穿装于孔口内,且通过支架上的调节螺栓调节第一固定装置伸出孔口的长度;所述第二固定装置左右对称布设,所述支架开设有与第二固定装置相匹配的孔口,第二固定装置穿装于孔口内,且通过支架上的调节螺栓调节第二固定装置伸出孔口的长度。
按上述技术方案,包括与调节螺杆相匹配的调节螺母,调节螺母固定在支架上且位于孔口边缘处。
按上述技术方案,所述支架包括两侧对称布设的立杆以及连接两侧立杆顶部的横杆,所述第一固定装置与第二固定装置均布设在立杆上,所述液压机构设在横杆中部。
按上述技术方案,步骤一:将托座底板放置于平台底板上,并通过第一固定装置将托座底板固定;步骤二:将筋板放置在托座底板的预定位置上,并通过第二固定装置将筋板固定,随后将筋板与托座底板焊接;步骤三:将用于制作弧板的钢板放于筋板上;调节顶撑杆的长度,使液压机构顶在钢板上,通过液压机构将钢板顶弯,并不断调节顶撑杆的长度直至钢板弯至与筋板接触,随后将接触部位焊接;步骤四:调整顶撑杆角度和长度重复,对钢板其他部位进行步骤三的加工过程,直至钢板与筋板整体焊接。
按上述技术方案,步骤一中,所述弧形加工机构的投影落在托座底板的中心点上。
按上述技术方案,步骤二中,所述筋板包括横向平板和纵向平板,横向平板通过第二固定装置固定,纵向平板焊接在横向平板上。
本发明具有以下有益效果:
采用第一固定装置和第二固定装置的结构,精准且迅速的将筋板固定在托座底板上进行焊接,提高托座制作效率,减少误差;另外,在支架顶部设置弧形加工机构,通过伸缩的顶撑杆和活动铰接座,调整弧形加工机构的角度和长度,使得弧形加工机构的工作区间更大;以上两种结构的组合,保证装置能够对多种直径的管道托座的进行制作工作,大大提高了装置的通用性,节省了成本,提高了效率。
附图说明
图1是管道托座的结构示意图;
图2是本发明提供实施例所要制作的管托示意图;
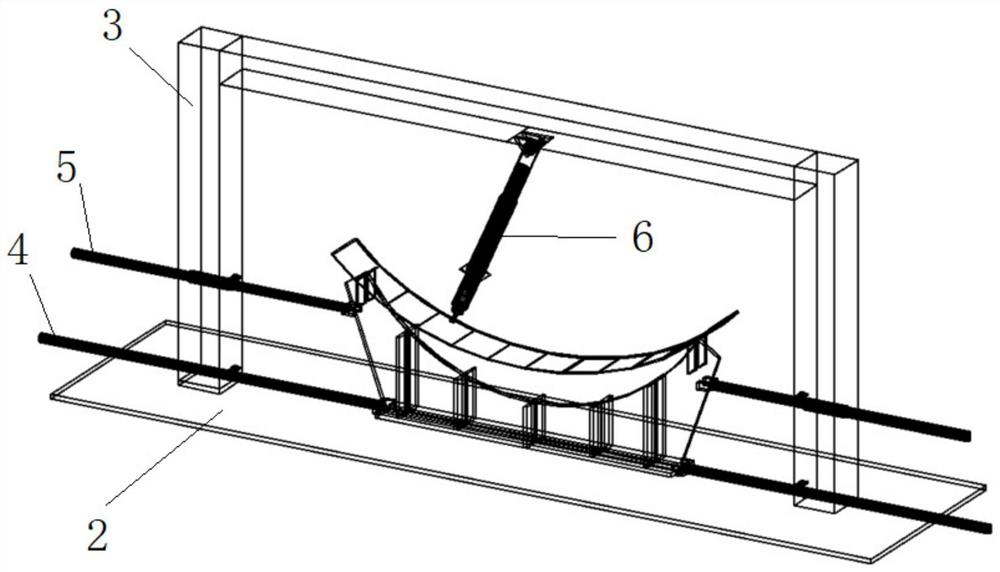
图3是本发明提供实施例管托制作平台的结构示意图;
图4是本发明提供实施例管托制作前的示意图
图5是本发明提供实施例管托制作后的示意图;
图中,1-1、托座底板;1-2、筋板;1-3、弧板;1-4、横向平板;1-5、纵向平板;2、平台底板;3、支架;3-1、立杆;3-2、横杆;4、第一固定装置;5、第二固定装置;6、弧形加工机构;6-1、顶撑杆;6-2、液压机构;6-3、活动铰接座;7、调节螺栓。
具体实施方式
下面结合附图和实施例对本发明进行详细说明。
参照图2-5所示,本发明提供的一种制作不同直径管道托座的平台,包括平台底板2以及固定在平台底板上的支架3。在支架上设有用于固定托座底板的第一固定装置4、用于固定筋板的第二固定装置5、以及用于制作固定弧板的弧形加工机构6。所述第一固定装置贴合在所述平台底板上,所述第二固定装置位于第一固定装置上部,所述弧形加工机构铰接在支架顶部。首先,通过第一固定装置将托座底板固定在平台底板上;随后,利用第二固定装置将筋板固定在托座底板的预定位置上,便于筋板精准的焊接在托座底板上;最后通过弧形加工机构将放置在筋板上的钢板压弯成弧板,且焊接在筋板上。
在一些实施例中,弧形加工机构包括可伸缩的顶撑杆6-1以及用于制作弧板的液压机构6-2。顶撑杆一端与顶部支架通过活动铰接座6-3铰接,另一端与液压机构固定连接。在活动铰接座上设有紧固螺栓,当液压机构需要更换顶压位置(托座弧板上的位置)时,通过松紧紧固螺栓来调整顶撑杆与顶部支架之间的夹角,从而实现液压机构更换顶压位置的目的。
在上述的实施例中,顶撑杆主要由顶杆和套管组成,顶撑杆设有若干个间隔的定位孔,通过定位孔调节顶撑杆的长度。定位孔的间隔依据管道的实际直径决定,不大于直径的一半。
在上述的实施例中,第一固定装置左右对称布设,且第一固定装置内侧设有U形夹块;在左右两侧支架上均开设有与第一固定装置直径相匹配的孔口,且在支架孔口附近设有调节螺栓7。当第一固定装置穿过孔口后,通过调节螺栓来调整第一固定装置深入孔口的长度;利用左右两侧的第一固定装置伸出孔口的部分夹紧平台底板上的托座底板,使之固定在平台底板上。第二固定装置左右对称布设,第二固定装置放置在第一固定装置的上部,且二者间的距离不大于筋板的高度;第二固定装置内侧设有U形夹块;在左右两侧支架上均开设有与第二固定装置直径相匹配的孔口,且在支架孔口附近设有调节螺栓。当第二固定装置穿过孔口后,通过调节螺栓来调整第二固定装置深入孔口的长度,利用左右两侧的第二固定装置伸出孔口的部分夹紧托座底板上的筋板,随后对筋板和托座底板进行焊接。支架上第一、第二固定装置上的孔口边缘处固定有与调节螺杆的螺母,通过旋转调节螺杆实现对第一、第二固定螺杆长度的调整。
在上述的实施例中,支架包括两侧对称布设的立杆3-1以及连接两侧立杆顶部的横杆3-2,第一固定装置与第二固定装置均布设在立杆上,液压机构设在横杆中部。
本装置的控制方法包括如下步骤;
步骤一:将托座底板放置于平台底板上,并通过第一固定装置将托座底板固定;
步骤二:将筋板放置在托座底板的预定位置上,并通过第二固定装置将筋板固定,随后将筋板与托座底板焊接;
步骤三:将用于制作弧板的钢板放于筋板上;调节顶撑杆的长度,使液压机构顶在钢板上,通过液压机构将钢板顶弯,并不断调节顶撑杆的长度直至钢板弯至与筋板接触,随后将接触部位焊接;
步骤四:调整顶撑杆角度和长度重复,对钢板其他部位进行步骤三的加工过程,直至钢板与筋板整体焊接。
在上述的步骤一中,弧形加工机构的投影落在托座底板的中心点上。步骤二中,筋板包括横向平板和纵向平板,横向平板通过第二固定装置固定,纵向平板焊接在横向平板上。
以上的仅为本发明的较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等效变化,仍属本发明的保护范围。