部件安装装置以及供料器的配置决定方法
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及部件安装装置以及供料器的配置决定方法。
背景技术
在电子器件的制造工序中,使用部件安装装置。如专利文献1所公开的那样,部件安装装置具备供给部件的多个供料器、以及将从供料器供给的部件安装于基板的安装头。
专利文献1:日本专利公开公报第5145200号
基于要制造的电子器件,预先决定要安装于基板的部件的数量和配置。即使变更要安装于基板的部件的数量和配置,也期望抑制安装效率的降低。
发明内容
本发明的方式的目的在于抑制安装效率的降低。
根据本发明的第一方式,提供一种部件安装装置,具备:多个供料器,向沿着规定方向配置的多个供给位置分别供给部件;安装头,具有沿着所述规定方向配置的多个吸嘴,将供给到所述供给位置的部件安装于配置在安装位置的基板;以及处理装置,决定所述供料器的配置,所述处理装置具有:生产程序取得部,取得规定要安装于所述基板的部件的数量和配置的生产程序;少数部件配置决定部,基于由所述生产程序规定的所述部件的配置,决定供给表示所述数量为阈值以下的部件的少数部件的供料器的配置;以及多数部件配置决定部,基于由所述生产程序规定的所述部件的数量,决定供给表示所述数量超过所述阈值的部件的多数部件的供料器的配置。
根据本发明的第二方式,提供一种供料器的配置决定方法,包括:取得规定要安装于基板的部件的数量和配置的生产程序;基于由所述生产程序规定的所述部件的配置,决定供给表示所述数量为阈值以下的部件的少数部件的供料器的配置;以及基于由所述生产程序规定的所述部件的数量,决定供给表示所述数量超过所述阈值的部件的多数部件的供料器的配置。
根据本发明的方式,能够抑制安装效率的降低。
附图说明
图1是示意性地表示实施方式的部件安装装置的侧视图。
图2是示意性地表示实施方式的部件安装装置的俯视图。
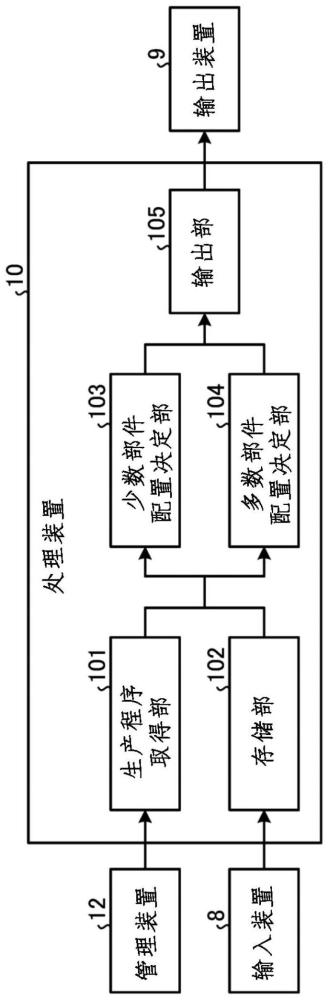
图3是表示实施方式的处理装置的功能框图。
图4是用于说明实施方式的由生产程序规定的部件的数量和配置的示意图。
图5是用于说明实施方式的供给少数部件的供料器的配置的示意图。
图6是用于说明实施方式的供给多数部件的供料器的配置的示意图。
图7是用于说明实施方式的由处理装置决定的供料器的配置的示意图。
图8是表示实施方式的供料器的配置决定方法的流程图。
图9是用于说明实施方式的部件安装方法的示意图。
图10是用于说明实施方式的部件安装方法的示意图。
图11是用于说明实施方式的部件安装方法的示意图。
图12是用于说明实施方式的部件安装方法的示意图。
图13是表示实施方式的计算机系统的框图。
附图标记说明:
1:部件安装装置;2:部件供给装置;3:基板支承装置;4:吸嘴;5:安装头;5S:轴;6:吸嘴移动装置;7:头移动装置;7X:X轴移动装置;7Y:Y轴移动装置;8:输入装置;9:输出装置;10:处理装置;11:控制装置;12:管理装置;13:供料器;13A:供料器;13B:供料器;13C:供料器;13D:供料器;13E:供料器;13F:供料器;13G:供料器;13H:供料器;13I:供料器;101:生产程序取得部;102:存储部;103:少数部件配置决定部;104:多数部件配置决定部;105:输出部;1000:计算机系统;1001:处理器;1002:主存储器;1003:存储器;1004:接口;A:部件;B:部件;C:部件;D:部件;E:部件;F:部件;G:部件;H:部件;I:部件;MP:安装位置;SP:供给位置;W:基板。
具体实施方式
以下,参照附图对本发明的实施方式进行说明,但是本发明并不限定于此。以下说明的实施方式的构成要素可以适当组合。此外,有时也不使用一部分的构成要素。
在实施方式中,设定XYZ正交坐标系,参照XYZ正交坐标系对各部分的位置关系进行说明。将与规定面内的X轴平行的方向设为X轴方向。将同与X轴正交的规定面内的Y轴平行的方向设为Y轴方向。将同与X轴和Y轴正交的Z轴平行的方向设为Z轴方向。将以X轴为中心的旋转或倾斜方向设为θX方向。将以Y轴为中心的旋转或倾斜方向设为θY方向。将以Z轴为中心的旋转或倾斜方向设为θZ方向。规定面与水平面平行。Z轴方向是铅垂方向。另外,规定面也可以相对于水平面倾斜。此外,在以下的说明中,将规定面适当地称为XY平面。
[部件安装装置]
图1是示意性地表示实施方式的部件安装装置1的侧视图。图2是示意性地表示实施方式的部件安装装置1的俯视图。部件安装装置1将部件安装于印刷有膏状焊料的基板W。
部件安装装置1具备:供给部件的部件供给装置2;支承基板W的基板支承装置3;安装头5,具有保持部件的多个吸嘴4,将部件安装于基板W;使吸嘴4移动的吸嘴移动装置6;使安装头5移动的头移动装置7;输入装置8,通过作业者进行操作而生成输入数据;输出输出数据的输出装置9;处理装置10;以及控制装置11。管理装置12分别与处理装置10和控制装置11连接。
部件供给装置2将部件供给到供给位置SP。部件供给装置2包括多个供料器13以及安装供料器13的供料器收纳器。供料器13具有卷绕保持部件的带的带盘、以及抽出卷绕于带盘的带的驱动装置。驱动装置以保持于带的部件向供给位置SP移动的方式抽出带。如图2所示,多个供料器13沿着X轴方向配置。对多个供料器13的每个规定供给位置SP。多个供给位置SP沿着X轴方向配置。多个供料器13向沿着X轴方向配置的多个供给位置SP的每个供给部件。
基板支承装置3在安装位置MP上支承基板W。基板支承装置3包括将基板W输送到安装位置MP的基板输送装置、以及支承被输送到安装位置MP的基板W的基板支承构件。基板输送装置包括在X轴方向上输送基板W的输送机、以及在X轴方向上引导基板W的引导构件。
吸嘴4将部件保持成能够拆装。吸嘴4是吸附部件的吸附吸嘴。在吸嘴4的前端部设置有开口。吸嘴4的开口与真空系统连接。在吸嘴4的前端部与部件接触的状态下,通过执行从吸嘴4的开口的吸引动作,在吸嘴4的前端部吸附保持部件。通过解除从吸嘴4的开口的吸引动作,从吸嘴4释放部件。另外,吸嘴4也可以是抓住部件的把持吸嘴。
安装头5支承多个吸嘴4。多个吸嘴4沿着X轴方向配置。在本实施方式中,安装头5具有三个吸嘴4。另外,吸嘴4可以是六个,也可以是八个。安装头5使用吸嘴4将供给到供给位置SP的部件安装于配置在安装位置MP上的基板W。安装头5能够从供给位置SP和安装位置MP的一方向另一方移动。在XY平面内,供给位置SP和安装位置MP被规定为不同的位置。安装头5移动到供给位置SP,在由吸嘴4保持从供料器13供给的部件之后,移动到安装位置MP,将该部件安装于由基板支承装置3支承的基板W。
安装头5具有安装吸嘴4的轴5S。吸嘴4能够拆装地安装于轴5S。吸嘴4安装于轴5S的下端部。
吸嘴移动装置6使吸嘴4分别在Z轴方向和θZ方向上移动。吸嘴移动装置6包括安装于安装头5的致动器。吸嘴移动装置6设置于多个吸嘴4的每个。吸嘴移动装置6通过使轴5S在Z轴方向和θZ方向上移动,使吸嘴4在Z轴方向和θZ方向上移动。
头移动装置7使安装头5分别在X轴方向和Y轴方向上移动。头移动装置7具有使安装头5在X轴方向上移动的X轴移动装置7X、以及使安装头5在Y轴方向上移动的Y轴移动装置7Y。X轴移动装置7X和Y轴移动装置7Y分别包括致动器。X轴移动装置7X与安装头5连结。通过X轴移动装置7X进行驱动,安装头5在X轴方向上移动。Y轴移动装置7Y经由X轴移动装置7X与安装头5连结。通过Y轴移动装置7Y进行驱动,X轴移动装置7X在Y轴方向上移动。通过X轴移动装置7X在Y轴方向上移动,安装头5在Y轴方向上移动。
吸嘴4通过吸嘴移动装置6和头移动装置7,能够在X轴方向、Y轴方向、Z轴方向和θZ方向这四个方向上移动。通过吸嘴4移动,被吸嘴4保持的部件也能够在X轴方向、Y轴方向、Z轴方向和θZ方向这四个方向上移动。
在本实施方式中,多个吸嘴4以等间隔沿着X轴方向配置。多个吸嘴4的尺寸和结构相同。此外,多个供料器13的尺寸和结构相同。在供给位置SP上,多个(三个)吸嘴4能够同时保持多个(三个)部件。即,X轴方向的供料器13的尺寸被确定为能够由多个(三个)吸嘴4同时保持多个(三个)部件的尺寸。
输入装置8通过由作业者进行操作而生成输入数据。作为输入装置8,可以例示计算机用键盘、鼠标和触摸面板。由输入装置8生成的输入数据输出到处理装置10。
输出装置9输出输出数据,向作业者提供输出数据。作为输出数据,可以例示显示数据、声音数据和印刷数据。作为输出装置9,可以例示输出显示数据的显示装置、输出声音数据的声音输出装置、以及输出印刷数据的印刷装置。作为显示装置,可以例示液晶显示器(LCD:Liquid Crystal Display)或有机EL显示器(OELD:Organic ElectroluminescenceDisplay有机电致发光显示器)那样的平板显示器。输出装置9基于从处理装置10输出的输出数据进行动作。
处理装置10包括决定供料器13的配置的计算机系统。处理装置10基于从管理装置12供给的生产程序来决定供料器13的配置。生产程序规定将部件安装于基板W的步骤。生产程序规定安装于基板W的部件的数量、安装于基板W的部件的配置、以及将部件安装于基板W时的安装顺序。安装于基板W的部件的配置是包含安装于基板W的多个部件的相对位置的概念。安装顺序是包含在多个部件安装于基板W时所安装的部件的顺序的概念。生产程序基于要制造的电子器件而预先决定。输出装置9输出表示处理装置10的决定结果的供料器13的配置。作业者基于输出到输出装置9的供料器13的配置,将供料器13安装于部件供给装置2的供料器收纳器。
控制装置11包括输出控制安装头5的动作指令的计算机系统。基于从管理装置12供给的生产程序来输出动作指令。
[处理装置]
图3是表示实施方式的处理装置10的功能框图。处理装置10具有:生产程序取得部101、存储部102、少数部件配置决定部103、多数部件配置决定部104和输出部105。
生产程序取得部101从管理装置12取得规定安装于基板W的部件的数量和配置的生产程序。
图4是用于说明实施方式的由生产程序规定的部件的数量和配置的示意图。生产程序基于要制造的电子器件而预先决定。图4表示基于生产程序,将部件A、部件B、部件C、部件D、部件E、部件F、部件G、部件H和部件I安装于基板W的例子。一个部件A安装于基板W。一个部件B安装于基板W。一个部件C安装于基板W。五个部件D安装于基板W。七个部件E安装于基板W。九个部件F安装于基板W。十个部件G安装于基板W。八个部件H安装于基板W。六个部件I安装于基板W。
在基板W中,部件A、部件B和部件C沿着X轴方向配置。部件B安装于部件A的+X侧,部件C安装于部件B的+X侧。
在基板W中,部件D、部件E、部件F、部件F和部件H分别基于生产程序而随机配置。
存储部102存储与部件的数量相关的阈值。阈值是预先决定的值。在本实施方式中,阈值是两个。另外,也可以通过输入装置8的操作来变更阈值。
少数部件配置决定部103基于由生产程序规定的部件的配置,决定供给安装于基板W的部件中的少数部件的供料器13的配置。少数部件是指由生产程序规定的部件的数量为阈值以下的部件。
在本实施方式中,阈值是两个。因此,少数部件是部件A、部件B和部件C。
少数部件配置决定部103决定供料器13的配置,以使供给位置SP上的少数部件的配置(相对位置)与安装位置MP上的少数部件的配置(相对位置)一致。
图5是用于说明实施方式的供给少数部件的供料器13的配置的示意图。供给少数部件的供料器13包括供给部件A的供料器13A、供给部件B的供料器13B、以及供给部件C的供料器13C。
如参照图4说明的那样,决定生产程序,以使得在安装位置MP上部件B配置在部件A的+X侧、部件C配置在部件B的+X侧。少数部件配置决定部103决定供料器13的配置,以使供给位置SP上的少数部件的配置与安装位置MP上的少数部件的配置一致。即,少数部件配置决定部103决定供给少数部件的供料器13的配置,以使供给部件B的供料器13B配置在供给部件A的供料器13A的+X侧、供给部件C的供料器13C配置在供给部件B的供料器13C的+X侧。
多数部件配置决定部104基于由生产程序规定的部件的数量,决定供给安装于基板W的部件中的多数部件的供料器13的配置。多数部件是指由生产程序规定的部件的数量超过阈值的部件。
在本实施方式中,阈值是两个。因此,多数部件是部件D、部件E、部件F、部件G、部件H和部件I。
多数部件配置决定部104决定供给多数部件的供料器13的组。供给多数部件的供料器13包括:供给部件D的供料器13D、供给部件E的供料器13E、供给部件F的供料器13F、供给部件G的供料器13G、供给部件H的供料器13H、以及供给部件I的供料器13I。在本实施方式中,供给多数部件的供料器13的第一组包括供料器13D、供料器13E、供料器13F、供料器13G、供料器13H和供料器13I。
多数部件配置决定部104在决定供给多数部件的供料器13的组之后,决定供给多数部件的供料器13的配置,以使供给由生产程序规定的数量最多的多数部件的供料器13配置在组的中央部、供给由生产程序规定的数量最少的多数部件的供料器13配置在组的端部。
图6是用于说明实施方式的供给多数部件的供料器13的配置的示意图。决定生产程序,以使部件D的数量是五个、部件E的数量是七个、部件F的数量是九个、部件G的数量是十个、部件H的数量是八个、部件I的数量是七个。供给由生产程序规定的数量最多的多数部件的供料器13是供料器13G,供给由生产程序规定的数量最少的多数部件的供料器13是供料器13D。因此,多数部件配置决定部104决定供给多数部件的供料器13的配置,以使供料器13G配置在组的中央部、供料器13D配置在组的-X侧的端部。
多数部件配置决定部104决定供给多数部件的供料器13的配置,以使由生产程序规定的数量从组的中央部向端部逐渐减少。在本实施方式中,多数部件配置决定部104决定供料器13的配置,以使供料器13F配置在供料器13G的-X侧、供料器13E配置在供料器13F的-X侧、供料器13D配置在供料器13E的-X侧。此外,多数部件配置决定部104决定供料器13的配置,以使供料器13H配置在供料器13G的+X侧、供料器13I配置在供料器13H的+X侧。
在本实施方式中,供给多数部件的组的供料器13的数量是吸嘴4的数量的两倍。在本实施方式中,吸嘴4的数量是三个,一个组的供料器13的数量是六个。
另外,供给多数部件的供料器13的组可以是一个,也可以是两个以上的任意多个。在吸嘴4的数量是三个、安装于基板W的多数部件为十二种的情况下,供给多数部件的供料器13的组也可以是两个。
另外,在吸嘴4的数量为六个的情况下,供给多数部件的组的供料器13的数量也可以是十二个。在吸嘴4的数量为八个的情况下,供给多数部件的组的供料器13的数量也可以是十六个。
输出部105将由少数部件配置决定部103决定的供给少数部件的供料器13的配置、以及由多数部件配置决定部104决定的供给多数部件的供料器13的配置输出到输出装置9。
图7是用于说明实施方式的由处理装置10决定的供料器13的配置的示意图。图7表示供给多数部件的供料器13的组包括第一组和第二组的例子。第一组是参照图6说明的供料器13(13D、13E、13F、13G、13H、13I)的组。第二组是基于未图示的多数部件而决定的供料器13的组。第二组的部件的总数比第一组的部件的总数少。供给少数部件的供料器13的部件的总数比第二组的部件的总数少。
供给多数部件的供料器13配置在比供给少数部件的供料器13接近安装位置MP的位置,在本实施方式中,供给多数部件的供料器13的第一组在X轴方向上配置在部件供给装置2的中央部。在X轴方向上,安装位置MP的位置与第一组的位置实质上相同。供给多数部件的供料器13的第二组配置在第一组的+X侧。供给少数部件的供料器13配置在第一组的-X侧。
[供料器的配置决定方法]
图8是表示实施方式的供料器13的配置决定方法的流程图。生产程序取得部101从管理装置12取得生产程序(步骤S1)。
多数部件配置决定部104基于由生产程序取得部101取得的生产程序以及存储于存储部102的阈值,判定是否能够制作多数部件的组(步骤S2)。
在步骤S2中,在判定为能够制作多数部件的组的情况下(步骤S2:是),多数部件配置决定部104基于由生产程序规定的部件的数量,决定供给多数部件的供料器13(13D、13E、13F、13G、13H、13I)的配置(步骤S3)。
如参照图6和图7说明的那样,多数部件配置决定部104决定供给多数部件的供料器13的配置,以使供给由生产程序规定的数量最多的多数部件的供料器13配置在组的中央部、供给数量最少的多数部件的供料器13配置在组的端部。
在步骤S2中,在判定为不能制作多数部件的组的情况下(步骤S2:否),少数部件配置决定部103基于由生产程序规定的部件的配置,决定供给少数部件的供料器13(13A、13B、13C)的配置(步骤S4)。
如参照图5和图7说明的那样,少数部件配置决定部103决定供给少数部件的供料器13的配置,以使供给位置SP上的少数部件的配置与安装位置MP上的少数部件的配置一致。
在决定了供给少数部件的供料器13的配置以及供给多数部件的供料器13的配置之后,输出部105将供给少数部件的供料器13的配置以及供给多数部件的供料器13的配置输出到输出装置9(步骤S5)。
输出装置9输出由处理装置10决定的供给少数部件的供料器13的配置以及供给多数部件的供料器13的配置。作业者基于输出到输出装置9的供料器13的配置,将供料器13安装于供料器收纳器。
[部件安装方法]
图9、图10、图11和图12分别是用于说明实施方式的部件安装方法的示意图。
如图9所示,在将作为少数部件的部件A、部件B和部件C安装于基板W的情况下,控制装置11使安装头5移动到供给位置SP,由多个吸嘴4同时保持多个少数部件。
在供给位置SP上,作为少数部件的部件A、部件B和部件C在X轴方向上相邻配置。三个吸嘴4沿着X轴方向配置。因此,安装头5能够在供给位置SP上由三个吸嘴4同时保持部件A、部件B和部件C。
在供给位置SP上,在部件A、部件B和部件C由三个吸嘴4同时保持之后,控制装置11使安装头5移动到安装位置MP,将多个少数部件同时安装于基板W。
在安装位置MP上,保持有作为少数部件的部件A、部件B和部件C的三个吸嘴4沿着X轴方向配置。因此,安装头5能够在安装位置MP上将部件A、部件B和部件C同时安装于基板W。由此,如图9所示,作为少数部件的部件A、部件B和部件C以沿着X轴方向配置的方式安装于基板W。
如图10、图11和图12所示,在将多数部件安装于基板W的情况下,控制装置11使安装头5移动到供给位置SP,由多个吸嘴4同时保持多个多数部件。
在供给位置SP上,作为多数部件的部件D、部件E、部件F、部件G、部件H和部件I基于由生产程序规定的数量沿着X轴方向配置。供给由生产程序规定的数量最多的多数部件的供料器13G在X轴方向上配置在组的中央部,因此即使安装头5在供给位置SP上不大幅移动,能够由吸嘴4保持部件G的机会也变多。
如图10所示,在将作为多数部件的部件D、部件E和部件F安装于基板W的情况下,控制装置11使安装头5移动到供给位置SP,由多个吸嘴4同时保持多个多数部件。
在供给位置SP上,作为多数部件的部件D、部件E和部件F在X轴方向上相邻配置。三个吸嘴4沿着X轴方向配置。因此,安装头5能够在供给位置SP上由三个吸嘴4同时保持部件D、部件E和部件F。
在供给位置SP上,在部件D、部件E和部件F由三个吸嘴4同时保持之后,控制装置11使安装头5移动到安装位置MP,将多个多数部件同时安装于基板W。
在安装位置MP上,保持有作为多数部件的部件D、部件E和部件F的三个吸嘴4沿着X轴方向配置。因此,安装头5能够在安装位置MP上将部件D、部件E和部件F同时安装于基板W。由此,如图10所示,作为多数部件的部件D、部件E和部件F以沿着X轴方向配置的方式安装于基板W。
如图11所示,在将作为多数部件的部件G、部件H和部件I安装于基板W的情况下,控制装置11使安装头5移动到供给位置SP,由多个吸嘴4同时保持多个多数部件。
在供给位置SP上,作为多数部件的部件G、部件H和部件I在X轴方向上相邻配置。三个吸嘴4沿着X轴方向配置。因此,安装头5能够在供给位置SP上由三个吸嘴4同时保持部件G、部件H和部件I。
在供给位置SP上,在部件G、部件H和部件I由三个吸嘴4同时保持之后,控制装置11使安装头5移动到安装位置MP,将多个多数部件同时安装于基板W。
在安装位置MP上,保持有作为多数部件的部件G、部件H和部件I的三个吸嘴4沿着X轴方向配置。因此,安装头5能够在安装位置MP上将部件G、部件H和部件I同时安装于基板W。由此,如图11所示,作为多数部件的部件G、部件H和部件I以沿着X轴方向配置的方式安装于基板W。
如图12所示,在将作为多数部件的部件G、部件H和部件F安装于基板W的情况下,控制装置11使安装头5移动到供给位置SP,由多个吸嘴4保持多个多数部件。
在供给位置SP上,作为多数部件的部件F、部件G和部件H在X轴方向上相邻配置。三个吸嘴4沿着X轴方向配置。因此,安装头5能够在供给位置SP上由三个吸嘴4同时保持部件F、部件G和部件H。
在供给位置SP上,在部件F、部件G和部件H由三个吸嘴4同时保持之后,控制装置11使安装头5移动到安装位置MP,将多个多数部件同时安装于基板W。
供给位置SP上的部件F、部件G和部件H的配置与安装位置WP上的部件F、部件G和部件H的配置不同。在供给位置SP上,部件G配置在部件F的+X侧、部件H配置在部件G的+X侧。在安装位置SP上,部件H配置在部件G的+X侧、部件F配置在部件H的+X侧。因此,安装头5不能在安装位置MP上将部件G、部件H和部件F同时安装于基板W。控制装置11控制安装头5,在安装位置MP上基于由生产程序规定的部件的配置和安装顺序来安装多个多数部件。安装头5例如在将部件G和部件H同时安装于基板W之后,向+X方向移动,将部件F安装在部件H的+X侧。
[计算机系统]
图13是表示实施方式的计算机系统1000的框图。上述处理装置10包括计算机系统1000。计算机系统1000具有:CPU(Central Processing Unit中央处理器)那样的处理器1001;主存储器1002,包括ROM(Read Only Memory只读存储器)那样的非易失性存储器和RAM(Random Access Memory随机存取存储器)那样的易失性存储器;内存1003;以及包括输入输出电路的接口1004。处理装置10的功能作为计算机程序存储于内存1003。处理器1001从内存1003读出计算机程序并在主存储器1002中展开,按照计算机程序执行上述处理。另外,计算机程序也可以经由网络向计算机系统1000分发。
计算机程序能够按照上述实施方式,使计算机系统1000执行:取得规定安装于基板W的部件的数量和配置的生产程序;基于由生产程序规定的部件的配置,决定供给表示由生产程序规定的数量为阈值以下的部件的少数部件的供料器13的配置;以及基于由生产程序规定的部件的数量,决定供给表示由生产程序规定的数量超过阈值的部件的多数部件的供料器13的配置。
[效果]
如以上说明的那样,根据实施方式,安装于基板W的部件基于生产程序和阈值,被分类为少数部件和多数部件。基于由生产程序规定的部件的配置,决定供给少数部件的供料器13(13A、13B、13C)的配置。基于由生产程序规定的部件的数量,决定供给多数部件的供料器13(13D、13E、13F、13G、13H、13I)的配置。因此,即使变更安装于基板W的部件的数量和配置,也能够抑制安装效率的降低。
即,决定供给少数部件的供料器13的配置,以使供给位置SP上的少数部件的配置与安装位置MP上的少数部件的配置一致。由此,安装头5能够在供给位置SP上由多个吸嘴4同时保持部件A、部件B和部件C,并且能够在安装位置MP上将部件A、部件B和部件C同时安装于基板W。因此,能够抑制少数部件的安装效率的降低。
决定供给多数部件的供料器13的配置,以使供给由生产程序规定的数量最多的多数部件的供料器13配置在组的中央部、供给由生产程序规定的数量最少的多数部件的供料器13配置在组的端部。由此,即使安装头5在供给位置SP上不大幅移动,能够由吸嘴4保持数量最多的部件(部件G)的机会也变多。即,即使安装头5在供给位置SP上不大幅移动,也能够在由第一吸嘴4保持有数量最多的部件(部件G)的状态下,由第二吸嘴4一起保持其他部件。在安装位置MP上,安装头5能够基于由生产程序规定的部件的配置和安装顺序,高效地安装多个多数部件。因此,能够抑制多数部件的安装效率的降低。
供给多数部件的供料器13配置成由生产程序规定的数量从组的中央部向端部逐渐减少。因此,即使安装头5在供给位置SP上不大幅移动,能够由吸嘴4保持数量多的部件的机会也变多。
供给多数部件的供料器13配置在比供给少数部件的供料器13更接近安装位置MP的位置。在将多数部件安装于基板W的情况下,安装头5在供给位置SP与安装位置MP之间往返多次的可能性高。由于供给多数部件的供料器13配置在比供给少数部件的供料器13接近安装位置MP的位置,所以能够抑制安装头5的移动距离和移动时间的增加。因此,能够抑制安装效率的降低。
[其他实施方式]
在上述实施方式中,多个供料器13的尺寸和结构相同,在供给位置SP上,多个(三个)吸嘴4能够同时保持多个(三个)部件。此外,在上述实施方式中,基于由生产程序规定的部件的配置,决定供给少数部件的供料器13的配置。例如,有时在供料器收纳器安装X轴方向的尺寸为第一尺寸的标准供料器、以及比第一尺寸大的第二尺寸的宽幅供料器这两方。标准供料器供给X轴方向的尺寸为标准尺寸的标准部件。宽幅供料器供给X轴方向的尺寸比标准尺寸大的尺寸的宽幅部件。在供料器收纳器安装有宽幅供料器的情况下,多个(三个)吸嘴4有可能难以同时保持多个(三个)部件。在供料器收纳器安装宽幅供料器,在三个吸嘴4中,在X轴方向上两端部的两个吸嘴4能够同时保持两个部件,在X轴方向上中央部的吸嘴4不能与其他吸嘴4同时保持部件,在这种情况下,也可以基于由生产程序规定的部件的配置,决定供给少数部件(标准部件)的标准供料器的配置以及供给宽幅部件的宽幅供料器的配置。
另外,宽幅部件一般多为少数部件。因此,也可以将宽幅部件视为少数部件。
- 电子部件安装装置及电子部件安装方法
- 电子部件安装装置及电子部件安装方法
- 电子部件输送装置及检查装置、定位装置及方法、部件输送装置
- 供液装置、样本分析仪及供液装置的供液方法
- 部件安装装置的给料器配置方法
- 部件安装装置的给料器配置方法