一种自带加热系统的扩散焊压头结构
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及扩散焊设备,具体为一种自带加热系统的扩散焊压头结构。
背景技术
扩散焊,是指将焊件紧密贴合,在一定温度和压力下保持一预设时间,使接触面之间的原子相互扩散形成连接的一种焊接方法。
现有技术中一般通过扩散焊设备来完成焊件的扩散焊接,也可用于其他产品的真空烧结工艺等。现有技术中的扩散焊设备包括炉体,在炉体内设置用于对焊件进行加热的加热装置,还设置有用于使得两焊件紧密贴合的加载装置,其中,加载装置包括加载平台、伸缩机构与扩散焊设备用压头结构,其中,扩散压头包括加载杆与加载板,加载杆与加载板固定连接,加载平台固定安装在炉体内,加载杆安装在伸缩机构上且能够竖直移动。当需要进行扩散焊接时,将焊件叠放在加载平台上,然后通过伸缩机构的使得加载杆竖直移动,从而使得加载板作用于焊件,从而使得焊件紧密贴合。
扩散焊压头在进行工作时往往需要通过外部组件对其进行加热处理,基于此,就需要特别增加加热组件对其进行加热,因此,在实际使用中往往会增加扩散焊设备的成本以及设备占用面积等。
发明内容
为解决上述技术问题,本发明提出了一种自带加热系统的扩散焊压头结构,通过扩散焊压头结构自带的加热系统进行加热,不需外部设备进行加热,不仅有效节省成本而且有效提高了扩散焊压头结构的加热效率。
为实现上述目的,本发明采取的技术方案是:
一种自带加热系统的扩散焊压头结构,其特征在于:所述扩散压头结构包括金属压杆、导向装置以及TZM压头,所述金属压杆包括上金属压杆和下金属压杆,所述TZM压头包括上TZM压头和下TZM压头,还包括用于安装扩散焊压头结构的真空炉,所述导向装置安装在真空炉上,所述上金属压杆安装在导向装置中且通过导向装置伸入到真空炉中,所述上TZM压头安装在上金属压杆的一端部,所述上金属压杆上下活动安装在导向装置中,所述下金属压杆固定安装在上金属压杆的下方且位于真空炉中,所述下TZM压头安装在下金属压杆的一端部,所述上TZM压头与下TZM压头相对设置,还包括加热系统,所述加热系统包括活动钼加热杆、钼加热板和活动软铜辫子,所述导向装置下方为开口设置,所述活动钼加热杆的一端分别活动安装在导向装置的下方的两侧,另一端分别固定在钼加热板的两侧面,所述导向装置、活动钼加热杆以及钼加热板形成加热室,所述上金属压杆穿过钼加热板连接在上TZM压头上,所述钼加热板上均匀安装有钼加热元件、温度热电偶以及绝缘瓷件,所述活动软铜辫子的一端连接在活动钼加热板杆上,另一端连接外部电源。
上述结构中:本申请提出的一种自带加热系统的扩散焊压头结构,所述扩散压头结构包括金属压杆、导向装置以及TZM压头,其中,金属压杆包括上金属压杆和下金属压杆,TZM压头包括上TZM压头和下TZM压头,导向装置安装在真空炉上,上金属压杆通过导向装置联结伸入到真空炉中,实现安装,导向装置确保了上金属压杆加压位移时的动密封,上金属压杆的端部采用内螺纹法兰联接,使其更换密封件十分方便,上TZM压头是真空炉实现在热区对工件加压的执行元件,上下TZM压头的强度较高,热导系数较小,方便加热和焊接,加热系统包括活动钼加热杆、钼加热板和活动软铜辫子,导向装置下方为开口设置,活动钼加热杆的一端分别活动安装在导向装置的下方的两侧,另一端分别固定在钼加热板的两侧面,因此,导向装置、活动钼加热杆以及钼加热板形成加热室,采用高温钼支架和绝缘件固定在加热室中,钼加热板上的钼加热元件均匀布置,确保加热时上TZM压头升温的均匀性,通过对钼加热板上的钼加热元件通电即可实现其升温加热,从而实现钼加热板的升温加热,在使用时,通过加热室内的钼加热板实现对上TZM压头的加热,上金属压杆带动上TZM压头向上移动,使其贴紧在钼加热板上,通过钼加热板上钼加热元件进行快速加热,上TZM压头安装在真空炉中,具有很好的密闭性,因此会使得上TZM压头加热效率会大大提升。
作为本发明的优选技术方案:还包括与自带加热系统的扩散焊压头结构配合安装的液压站、液压油缸、压力框架以及承重平台,所述真空炉、液压站、液压油缸以及承重平台分别安装固定在压力框架上,所述承重平台位于真空炉下方,所述液压油缸位于真空炉上方,所述液压站位于液压油缸上方,所述液压站连接液压油缸,所述上金属压杆活动安装在液压油缸内,所述液压油缸通过液压站调节其内部压力实现控制上金属压杆上下活动。
上述结构中:本申请在使用时,还设置有与自带加热系统的扩散焊压头结构配合安装的液压站、液压油缸、压力框架以及承重平台,液压站用于调节液压油缸的压力,从而实现控制上金属压杆上下活动,上金属压杆与液压油缸的联接靠法兰上均布的螺栓实现,因螺栓安装时有均匀的预紧力,从而使液压油缸与上金属压杆联接处抗弯能力加强,压力框架用于实现各部件的安装和固定,压力框架为四柱式结构,上TZM压头和上金属压杆用四组双作用油缸连接。四组双作用油缸是承载四点压力,不是中心载荷,四柱式压力框架经过严密压力校核,确保480T压力下无明显的弹性变形和挠度变形,微小的挠度变形由保持平台消解,确保平台的精度,承重平台用于实现真空炉和下TZM压头的安装和固定,还通过在压力框架上安装维修平台,方便工作人员进行检修,还在压力框架上安装外循坏风冷系统,外循环风冷系统由高速风扇、高效换热器、风可通过的加热室固定小盖、外循环罐体、管道、炉内导流装置等组成。气冷时,充气高纯氮气(或氩气),在高速风扇驱动在形成强制对流循环,实现工件快速气冷。气冷压强由0.8-1.99bar可调。
作为本发明的优选技术方案:所述真空炉中设置有炉胆,所述上TZM压头、下TZM压头以及钼加热板均位于炉胆内。
上述结构中:上TZM压头、下TZM压头以及钼加热板均位于炉胆内,炉胆的尺寸和形状采用最小化变形设计,炉胆绝缘性、保温性好,方便上TZM压头和钼加热板加温。
作为本发明的优选技术方案:所述真空炉为双壁水冷夹层结构,夹层之间通冷却水,夹层上安装有水冷电极,所述水冷电极接外部电源。
上述结构中:真空炉为双壁水冷夹层结构,夹层之间通冷却水,通过水冷电极实现水冷冷却,双壁水冷夹层结构中设置水冷系统,水冷系统包括球阀、管道、连接件、回水管等组成,冷却水点包括炉体、炉盖、水冷电极、上下金属压杆、液压站以及真空机组等;保证真空炉外表面温度不大于45℃或温升小于20℃。水冷系统用于炉门、炉壳、水冷电极、真空机组等部位的冷却。水冷系统中还安装有电接点压力表,可在系统水压不足时提供报警和连锁保护。总进、出水管为法兰连接。各支管上安装有便于查看水流状态的示水器。
作为本发明的优选技术方案:所述上TZM压头的两侧壁上分别安装有绝缘瓷管。
上述结构中:上TZM压头的两侧壁上分别安装有绝缘瓷管,能够防止两个上TZM压头平行时,两者之间产生干扰。
作为本发明的优选技术方案:所述上TZM压头的活动行程为270mm,移动速度为0~10mm/s,位移控制精度大于等于0.05mm。
作为本发明的优选技术方案:所述上TZM压头的压力控制范围为每个上TZM压头的最大压力为120t,最小压力不大于1~2t,所述上TZM压头与下TZM压头的整体平行度大于等于0.1mm。
作为本发明的优选技术方案:所述钼加热元件为高温柔性钼镧合金带或棒。
上述结构中:钼加热元件为高温柔性钼镧合金带或棒,具有很好的加热效率,因此会使得上TZM压头的加热速度更快。
与现有技术相比,本发明的有益效果为:
本发明通过设置油加热系统,通过加热系统实现对上TZM压头进行加热,不需依靠外部设备进行加热,能够有效节省企业成本,提高扩散焊压头结构的加热效率。
加热系统包括有活动钼加热杆、钼加热板和活动软铜辫子,上金属压杆带动上TZM压头上下移动,当上金属压杆带动上TZM压头向上移动贴紧钼加热板时即可实现对上TZM压头进行加热,加热之后的上金属压杆向下移动与下TZM压头相互配合实现焊接,本发明的结构简单,使用方便,而且工作效率高。
附图说明
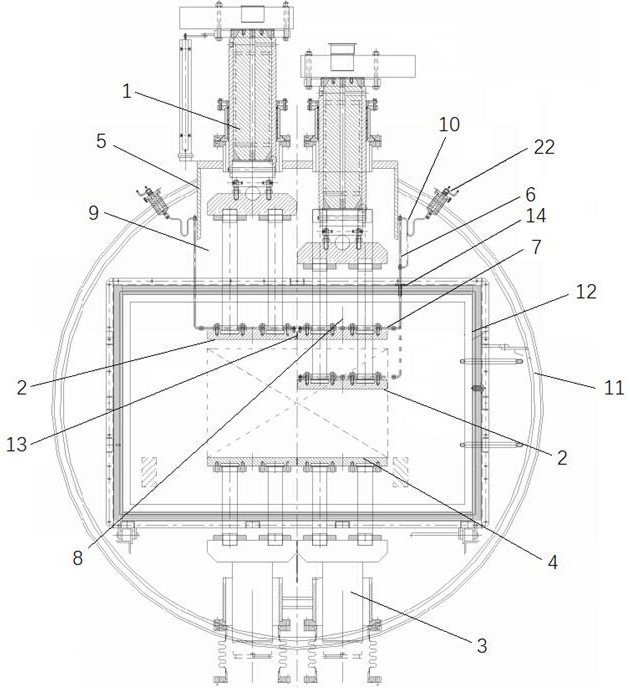
图1是本发明截面结构示意图;
图2是本发明中上TZM压头结构示意图;
图3是本发明中钼加热板结构示意图;
图4是本发明安装使用结构示意图。
附图标记列表:
1、上金属压杆;2、上TZM压头;3、下金属压杆;4、下TZM压头;5、导向装置;6、活动钼加热杆;7、钼加热板;8、温度热电偶;9、加热室;10、活动软铜辫子;11、真空炉;12、炉胆;13、绝缘瓷管;14、绝缘瓷件;15、钼加热元件;16、液压站;17、液压油缸;18、压力框架;19、承重平台;20、外循环风冷系统;21、维修平台;22、水冷电极。
实施方式
下面结合附图与具体实施方式对本发明作进一步详细描述:
如图1-4所示:本发明提出了一种自带加热系统的扩散焊压头结构,所述扩散压头结构包括金属压杆、导向装置5以及TZM压头,所述金属压杆包括上金属压杆1和下金属压杆3,所述TZM压头包括上TZM压头2和下TZM压头4,还包括用于安装扩散焊压头结构的真空炉11,所述导向装置5安装在真空炉11上,所述上金属压杆1安装在导向装置5中且通过导向装置5伸入到真空炉11中,所述上TZM压头2安装在上金属压杆1的一端部,所述上金属压杆1上下活动安装在导向装置5中,所述下金属压杆3固定安装在上金属压杆1的下方且位于真空炉11中,所述下TZM压头4安装在下金属压杆3的一端部,所述上TZM压头2与下TZM压头4相对设置,还包括加热系统,所述加热系统包括活动钼加热杆6、钼加热板7和活动软铜辫子10,所述导向装置5下方为开口设置,所述活动钼加热杆6的一端分别活动安装在导向装置5的下方的两侧,另一端分别固定在钼加热板7的两侧面,所述导向装置5、活动钼加热杆6以及钼加热板7形成加热室9,所述上金属压杆1穿过钼加热板7连接在上TZM压头2上,所述钼加热板7上均匀安装有钼加热元件15、温度热电偶8以及绝缘瓷件14,所述活动软铜辫子10的一端连接在活动钼加热板7杆上,另一端连接外部电源。
本申请提出的一种自带加热系统的扩散焊压头结构,所述扩散压头结构包括金属压杆、导向装置5以及TZM压头,其中,金属压杆包括上金属压杆1和下金属压杆3,TZM压头包括上TZM压头2和下TZM压头4,导向装置5安装在真空炉11上,上金属压杆1通过导向装置5联结伸入到真空炉11中,实现安装,导向装置5确保了上金属压杆1加压位移时的动密封,上金属压杆1的端部采用内螺纹法兰联接,使其更换密封件十分方便,上TZM压头2是真空炉11实现在热区对工件加压的执行元件,上下TZM压头4的强度较高,热导系数较小,方便加热和焊接,加热系统包括活动钼加热杆6、钼加热板7和活动软铜辫子10,导向装置5下方为开口设置,活动钼加热杆6的一端分别活动安装在导向装置5的下方的两侧,另一端分别固定在钼加热板7的两侧面,因此,导向装置5、活动钼加热杆6以及钼加热板7形成加热室9,采用高温钼支架和绝缘件固定在加热室9中,钼加热板7上的钼加热元件15均匀布置,确保加热时上TZM压头2升温的均匀性,通过对钼加热板7上的钼加热元件15通电即可实现其升温加热,从而实现钼加热板7的升温加热,在使用时,通过加热室9内的钼加热板7实现对上TZM压头2的加热,上金属压杆1带动上TZM压头2向上移动,使其贴紧在钼加热板7上,通过钼加热板7上钼加热元件15进行快速加热,上TZM压头2安装在真空炉11中,具有很好的密闭性,因此会使得上TZM压头2加热效率会大大提升。
在本实施例中:还包括与自带加热系统的扩散焊压头结构配合安装的液压站16、液压油缸17、压力框架18以及承重平台19,所述真空炉11、液压站16、液压油缸17以及承重平台19分别安装固定在压力框架18上,所述承重平台19位于真空炉11下方,所述液压油缸17位于真空炉11上方,所述液压站16位于液压油缸17上方,所述液压站16连接液压油缸17,所述上金属压杆1活动安装在液压油缸17内,所述液压油缸17通过液压站16调节其内部压力实现控制上金属压杆1上下活动。
本申请在使用时,还设置有与自带加热系统的扩散焊压头结构配合安装的液压站16、液压油缸17、压力框架18以及承重平台19,液压站16用于调节液压油缸17的压力,从而实现控制上金属压杆1上下活动,上金属压杆1与液压油缸17的联接靠法兰上均布的螺栓实现,因螺栓安装时有均匀的预紧力,从而使液压油缸17与上金属压杆1联接处抗弯能力加强,压力框架18用于实现各部件的安装和固定,压力框架18为四柱式结构,上TZM压头2和上金属压杆1用四组双作用油缸连接。四组双作用油缸是承载四点压力,不是中心载荷,四柱式压力框架18经过严密压力校核,确保480T压力下无明显的弹性变形和挠度变形,微小的挠度变形由保持平台消解,确保平台的精度,承重平台19用于实现真空炉11和下TZM压头4的安装和固定,还通过在压力框架18上安装维修平台21,方便工作人员进行检修,还在压力框架18上安装外循坏风冷系统,外循环风冷系统20由高速风扇、高效换热器、风可通过的加热室9固定小盖、外循环罐体、管道、炉内导流装置等组成。气冷时,充气高纯氮气(或氩气),在高速风扇驱动在形成强制对流循环,实现工件快速气冷。气冷压强由0.8-1.99bar可调。
在本实施例中:所述真空炉11中设置有炉胆12,所述上TZM压头2、下TZM压头4以及钼加热板7均位于炉胆12内。上TZM压头2、下TZM压头4以及钼加热板7均位于炉胆12内,炉胆12的尺寸和形状采用最小化变形设计,炉胆12绝缘性、保温性好,方便上TZM压头2和钼加热板7加温。
在本实施例中:所述真空炉11为双壁水冷夹层结构,夹层之间通冷却水,夹层上安装有水冷电极22,所述水冷电极22接外部电源。真空炉11为双壁水冷夹层结构,夹层之间通冷却水,通过水冷电极22实现水冷冷却,双壁水冷夹层结构中设置水冷系统,水冷系统包括球阀、管道、连接件、回水管等组成,冷却水点包括炉体、炉盖、水冷电极22、上下金属压杆3、液压站16以及真空机组等;保证真空炉11外表面温度不大于45℃或温升小于20℃。水冷系统用于炉门、炉壳、水冷电极22、真空机组等部位的冷却。水冷系统中还安装有电接点压力表,可在系统水压不足时提供报警和连锁保护。总进、出水管为法兰连接。各支管上安装有便于查看水流状态的示水器。
在本实施例中:所述上TZM压头2的两侧壁上分别安装有绝缘瓷管13。上TZM压头2的两侧壁上分别安装有绝缘瓷管13,能够防止两个上TZM压头2平行时,两者之间产生干扰。
在本实施例中:所述上TZM压头2的活动行程为270mm,移动速度为0~10mm/s,位移控制精度大于等于0.05mm。
在本实施例中:所述上TZM压头2的压力控制范围为每个上TZM压头2的最大压力为120t,最小压力不大于1~2t,所述上TZM压头2与下TZM压头4的整体平行度大于等于0.1mm。
在本实施例中:所述钼加热元件15为高温柔性钼镧合金带或棒。钼加热元件15为高温柔性钼镧合金带或棒,具有很好的加热效率,因此会使得上TZM压头2的加热速度更快。
本发明按技术要求安装完毕,确认无缺件并有良接地后,按下列项目进行整机调试与验收。
1.检查项目
1)外观质量检查:外表面应光洁平整,无严重的压坑和机械碰伤。
2)主要外购件合格证、说明书的检查。
3)测量加热组件绝缘电阻≥20KΩ。
4)各系统安装正确,检查压缩气体源、回充气体源、电源、冷却水源均应符合要求,具备试车条件。
2.冷调试
1)上金属压杆1与导向装置5连接处的油杯中加入4#真空泵油,并要始终保持油位。
2)按液压系统说明书检查各油路管应正确安装,液压油缸17中加入规定的液压油(M-HL46抗磨液压油,油液清洁度达到NAS7级)且油位符合要求。
3)启动液压站16并分别调好高压侧、低压侧的溢流阀,空载运行油缸(上、下TZM压头4不要接触,TZM压头间不加垫块),调好油缸上行、下行的速度;给伺服阀指令,检查是否正常。
4)使液压油缸17停在不同位置时检查位移传感器指示是否正常。
5)设备需要重新校准压力时:将称重传感器、测力垫块置于上下压头之间从小吨位至120吨逐步做加压、保压试验。
6)气冷风机的调试,启动风机后,风机叶轮转动平稳,无异常现象。
3.热调试烘炉
在真空炉11内真空度不低于13.3Pa时,通电烘炉。在炉温缓慢升到1300℃的整个过程中,真空炉11内真空度应不低于13.3 Pa。
经过充分烘烤除气后,炉温降到100℃以下时,测量压升率应≤0.26Pa/h。
极限真空度的测量,应达到技术要求值。
4.回充气体调试
当炉内处于真空状态下,关闭真空阀,观察真空表,缓慢打开手动充气开关, 向真空炉11内充入高纯氩气至预定压力(应≤0.15MPa),系统正常。
1.开炉准备
1)检查电接头是否紧固,各组成部件是否洁净、正常。
2) 开水冷系统总开关及分开关,保证水压在0.15MPa~0.25MPa间。
3) 测量水冷电极22对地绝缘电阻应大于1KΩ
4) 接通设备总电源。
5) 将调压器、电控柜的总开关合上。
6) 启动液压站16的油泵,按要求检查系统压力是否正确。
7) 调节温控仪,使其符合热工工艺规程要求。
2.开炉步骤
1) 打开炉盖,将工件装入炉内,然后关闭炉盖并锁紧转角油缸。
2)启动机械泵,打开旁路阀,打开高真空阀。
3)当真空炉11内真空度≤800Pa时,启动罗茨泵。
4)当真空炉11内真空度≤20Pa时,打开主路阀,延时启动扩散泵加热。
5)当真空炉11内真空度≤10Pa时,对扩散泵加热且到温(约40~50分钟)时,关闭旁路阀,打开高真空阀,由扩散泵对炉体抽真空。
6) 当真空炉11内真空度达到工艺规定值时,通电加热,检查控温仪状态应处于“RUN/运行” 升温、保温。
7)按真空炉11工艺要求启动低压侧(1~3 MPa)液压方向阀,由上TZM压头2对工件实施加压,关闭低压侧(1~3 MPa)液压方向阀,启动伺服阀,使压力按设定程序加压保压。
8)保温结束后,断电停止加热,停止压头加压。
9)关闭高真空阀,停扩散泵加热并检查扩散泵泵体的冷却,停罗茨泵。
10)按工艺需要打开充气阀门,向炉内充氮(氩)气。
11)向真空内充氮(氩)气至0.06MPa时停充气阀门,立即启动气冷风机,延时再继续充氮(氩)气至工艺要求的充气压力(<0.1MPa〉时停止充气。对工件进行气冷。
12)真空内温度降至50℃以下时,停气冷风机,打开真空炉11放气阀,使真空炉11压力恢复至大气压力,关闭真空炉11放气阀。
13)扩散泵油温低于50℃时(即扩散泵停止加热1小时左右),关高真空阀,停机械泵。
14)打开炉盖,取出工件。
15)停液压站16,
3.停炉
1) 关上炉盖,以防止炉内被污染。如停炉时间很长,应打开旁路阀,启动机械泵,使炉内保持在-0.06MPa以上的真空状态,再关旁路阀,停机械泵。
2)关闭水源总开关及各部分开关。
3) 关闭工控机及电源总开关。
本发明通过设置油加热系统,通过加热系统实现对上TZM压头2进行加热,不需依靠外部设备进行加热,能够有效节省企业成本,提高扩散焊压头结构的加热效率。
加热系统包括有活动钼加热杆6、钼加热板7和活动软铜辫子10,上金属压杆1带动上TZM压头2上下移动,当上金属压杆1带动上TZM压头2向上移动贴紧钼加热板7时即可实现对上TZM压头2进行加热,加热之后的上金属压杆1向下移动与下TZM压头4相互配合实现焊接,本发明的结构简单,使用方便,而且工作效率高。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作任何其他形式的限制,而依据本发明的技术实质所作的任何修改或等同变化,仍属于本发明所要求保护的范围。