一种标枪制作方法
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及标枪制作技术领域,具体涉及一种标枪制作方法。
背景技术
金属标枪是投掷类田径项目常用的体育器材,金属标枪由金属枪头及金属枪身组成,金属枪身为中间粗且两头细的流线型结构。按照GB/T 22765-2008 的标枪国家标准要求,标枪枪身需具备可靠的刚性及平直度,才能保证标枪的飞行性能。径向圆跳动公差值是标枪枪身平直度的重要参数,标准 GB/T 22765-2008规定,比赛标枪的径向圆跳动公差值应小于等于 1.5mm,练习标枪的径向圆跳动公差值应小于等于 2.5mm。在目前标枪的制作过程中,都是采用全过程手工矫直的方式来矫直标枪枪身,不仅工作效率极低,工人劳动强度高,而且无法保证标枪枪身的矫直精度。
发明内容
本发明的目的是提供一种工作效率高且矫直精度高的标枪制作方法。
为实现上述目的,本发明采用了如下技术方案:一种标枪制作方法,包括以下步骤:
(1)截取一段长度符合标枪国标枪身要求的钢管,利用缩管机,将该钢管缩成符合标枪国标枪身要求的形状与尺寸,形成标枪枪身;
(2)将标枪枪身放入渗氮炉内进行渗氮处理,使标枪枪身表面形成厚度为0.1~0.15mm的渗氮层;
(3)渗氮完成后,先利用标枪粗矫直装置对标枪枪身进行粗矫直,使标枪枪身的径向圆跳动公差值小于10mm;所述粗矫直装置的结构包括:粗矫机架,在粗矫机架上固定安装有矫直板,在矫直板上设置有供标枪枪身穿过的矫直孔;
(4)利用标枪枪身自动精矫直机将标枪枪身的径向圆跳动公差值调整到0.1mm以内;所述标枪枪身自动精矫直机,包括:机架及PLC控制器,在机架上设置有两个左右分布的枪身支撑架,在每个枪身支撑架上设置有用以支承枪身端部的托轮组,两个托轮组形成枪身托持平台,两个托轮组的高度能确保当枪身放置于枪身托持平台时枪身两侧端部轴心的连线为水平状,在机架上设置有用以带动枪身在枪身托持平台上转动的转动驱动机构、以及用以防止枪身转动时脱离枪身托持平台的限位组件;在两个枪身支撑架之间的机架上依次左右间隔布置有若干枪身径向圆跳动测量组件,枪身径向圆跳动测量组件的结构包括:安装于机架的测量支撑架,测量杆的中部通过销轴铰连接于测量支撑架,测量杆的前端位于枪身托持平台的下方,在测量杆前端正下方的测量支撑架上竖向安装有与PLC控制器信号连接的顶杆式位移传感器,顶杆式位移传感器的顶杆始终向上顶着测量杆前端,测量杆后端与测量支撑架之间连接有拉簧,拉簧使测量杆始终具有绕销轴转动至其前端向上贴紧于放置在枪身托持平台上的枪身的趋势,在测量杆后端正下方的测量支撑架上竖向安装有顶杆限位气缸,顶杆限位气缸的活塞杆朝上正对着测量杆后端,顶杆限位气缸的活塞杆向上伸出时能顶着测量杆后端向上移动、以使测量杆克服拉簧弹力绕销轴转动至测量杆前端位于枪身托持平台的下方;并且当顶杆限位气缸的活塞杆向下缩回复位后,测量杆在拉簧弹力作用下能绕销轴转动至其前端向上贴紧于放置在枪身托持平台上的枪身;在每个枪身径向圆跳动测量组件的一侧均布置有一个枪身矫直托台组件,每个枪身矫直托台组件的结构包括:安装于机架上且呈前后走向的导轨,在导轨上滑动设置有枪身矫直托台,枪身矫直托台在平移气缸的带动下能平移至或离开枪身托持平台的正下方;在枪身托持平台上方的机架上设置有左右横跨枪身托持平台的滑轨,在滑轨上滑动设置有滑座,滑座在平移机构的带动下沿滑轨左右移动,在滑座上竖直安装有伺服电缸,伺服电缸的活塞杆朝下并安装有压头,压头向下正对着放置于枪身托持平台上的枪身;
转动驱动机构的结构包括:主动压轮驱动组件及辅助压轮组件,主动压轮驱动组件与辅助压轮组件分布于枪身托持平台的左、右两侧;主动压轮驱动组件的结构包括:固定于机架上的第一安装架,在第一安装架上设置有第一转动座、以及与PLC控制器信号连接的第一压紧气缸,第一转动座通过一根前后走向的第一转轴铰连接在第一安装架上,在第一转动座上安装有与PLC控制器信号连接的第一伺服电机,在第一伺服电机的输出轴上安装有主动压轮,所述第一压紧气缸的缸体通过第二转轴铰连接在第一安装架上,第一压紧气缸的活塞杆通过第三转轴与第一伺服电机的壳体相铰接,第一压紧气缸的活塞杆伸出时能带动第一伺服电机及第一转动座绕第一转轴向对应侧的托轮组向下转动、直至使主动压轮能与对应侧托轮组呈上下相对状夹紧对应的枪身端部,并且当第一压紧气缸的活塞杆缩回时能带动第一伺服电机及第一转动座绕第一转轴向上转动、直至使主动压轮向上移动松开对应的枪身端部;辅助压轮组件的结构包括:固定于机架上的第二安装架,在第二安装架上设置有第二转动座、以及与PLC控制器信号连接的第二压紧气缸,第二转动座通过一根前后走向的第四转轴铰连接在第二安装架上,在第二转动座上支承有轮轴,在轮轴上套装有辅助压轮,所述第二压紧气缸的缸体通过第五转轴铰连接在第二安装架上,第二压紧气缸的活塞杆通过第六转轴与第二转动座相铰接,第二压紧气缸的活塞杆伸出时能带动第二转动座绕第四转轴向对应侧的托轮组向下转动、直至使辅助压轮能与对应侧托轮组呈上下相对状夹紧对应的枪身端部,并且当第二压紧气缸的活塞杆缩回时能带动第二转动座绕第四转轴向上转动、直至使辅助压轮向上移动松开对应的枪身端部;
平移机构的结构包括:安装于机架上且左右横跨枪身托持平台的齿条,在滑座上安装有与PLC控制器信号连接的第二伺服电机,第二伺服电机的输出轴上安装有与齿条相啮合的齿轮,第二伺服电机通过齿轮与齿条相配合以带动滑座沿滑轨左右行走;
限位组件的结构包括:两块限位靠板及两个限位框架,两块限位靠板分别安装于第一安装架与第二安装架的相对侧壁上,两块限位靠板用以对放置于枪身托持平台上的枪身的左右位置进行限位;两个限位框架分别安装于两个枪身支撑架上,枪身放置于枪身托持平台上时枪身正好穿设于两个限位框架中,两个限位框架用以防止放置于枪身托持平台上的枪身在转动时脱出枪身托持平台;
具体矫直步骤如下:
(4.1)标枪枪身放置:先将标枪枪身的两端分别穿过两侧对应的限位框架并搁置于两个托轮组上,然后将主动压轮驱动组件的第一压紧气缸伸出、以使主动压轮与对应侧托轮组呈上下相对状夹紧对应的枪身端部,同时将辅助压轮组件的第二压紧气缸的活塞杆伸出、以使辅助压轮与对应侧托轮组呈上下相对状夹紧对应的枪身端部;
(4.2)标枪枪身径向圆跳动测量:
(4.2.1)将所有枪身径向圆跳动测量组件的顶杆限位气缸的活塞杆向下缩回复位,以使所有枪身径向圆跳动测量组件的测量杆在对应拉簧弹力作用下转动至其前端向上贴紧于标枪枪身;
(4.2.2)启动主动压轮驱动组件的第一伺服电机,第一伺服电机通过主动压轮与对应侧托轮组配合带动枪标枪身转动一圈,然后停止第一伺服电机动作;
(4.2.3)在标枪枪身转动一圈过程中,每个枪身径向圆跳动测量组件的顶杆式位移传感器会实时测量并记录对应测量截面中各个点的位移量、并将测量数据发送给PLC控制器;
(4.2.4)PLC控制器根据每个枪身径向圆跳动测量组件的顶杆式位移传感器发送的测量数据,计算出每个枪身径向圆跳动测量组件所对应测量截面的径向圆跳动公差值;所述测量截面的径向圆跳动公差值=对应测量截面的最大位移量-对应测量截面的最小位移量;
(4.2.5)PLC控制器将所有枪身径向圆跳动测量组件所对应测量截面的径向圆跳动公差值进行比较分析并确定枪身矫直点,该枪身矫直点即为所有大于0.1mm的径向圆跳动公差值中数值最大的径向圆跳动公差值所对应的测量截面;
(4.2.6)再次启动主动压轮驱动组件的第一伺服电机,第一伺服电机通过主动压轮与对应侧托轮组配合再次带动枪标枪身转动,直至枪身矫直点所对应测量截面处于最大位移量,然后再停止第一伺服电机动作;
(4.3)枪身矫直:
(4.3.1)将枪身矫直点相邻的两个枪身径向圆跳动测量组件所对应的枪身矫直托台组件中的枪身矫直托台平移至标枪枪身的正下方;
(4.3.2)启动第二伺服电机,第二伺服电机通过齿轮与齿条相配合以带动滑座沿滑轨行走,直至压头向下正对着标枪枪身的枪身矫直点时,停止第二伺服电机动作;
(4.3.3)启动伺服电缸,使伺服电缸的活塞杆向下伸出、以带动压头向下按压标枪枪身的枪身矫直点,完成该枪身矫直点的枪身矫直;
(4.3.4)将枪身矫直点相邻的两个枪身径向圆跳动测量组件所对应的枪身矫直托台组件中的枪身矫直托台平移复位;
(4.4)重复执行步骤(4.2)~步骤(4.3),直至每个枪身径向圆跳动测量组件所对应测量截面的径向圆跳动公差值均小于0.1mm,从而完成标枪枪身的矫直;
(5)另截取一段长度符合标枪国标枪头要求的钢管,利用缩管机,将该钢管缩成符合标枪国标枪头要求的形状与尺寸,形成标枪枪头;
(6)将制作好的标枪枪头表面电镀铬,并将矫直好的标枪枪身表面喷油漆,然后再将标枪枪头套到标枪枪身上,然后使用重心测量器检查标枪的重心是否符合标枪国标;
如标枪的枪头偏轻,就在标枪枪头内放置适合的铅块并用强力胶水固定;
如标枪的枪尾偏轻,就在枪身尾部内放置适合的铅块并用强力胶水固定;
(7)将重心符合标枪国标的标枪枪头与标枪枪身用强力胶水固定在一起;
(8)在标枪的重心位置缠绕上把手绳,完成标枪制作。
进一步地,前述的一种标枪制作方法,其中:重心测量器为锲形块。
进一步地,前述的一种标枪制作方法,其中:托轮组由两个活动支承于对应枪身支撑架上且呈前后分布的托轮组成。
通过上述技术方案的实施,本发明的有益效果是:结构简单,操作使用方便,工作效率高,标枪的刚性好、且矫直精度高,标枪的径向圆跳动公差值小于0.1mm。
附图说明
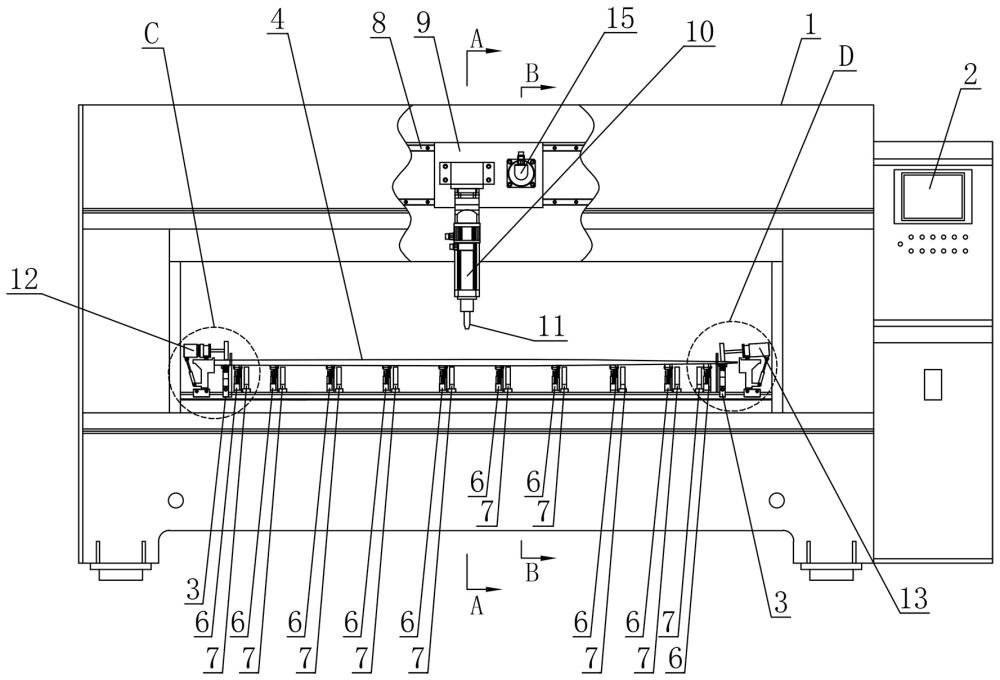
图1为本发明所述的一种标枪制作方法中的标枪枪身自动精矫直机的结构示意图。
图2为图1中所示的C部位的放大示意图。
图3为图1中所示的D部位的放大示意图。
图4为图1中所示的A-A剖面的结构示意图。
图5为图4中所示的E部位的放大示意图。
图6为枪身径向圆跳动测量组件的另一种使用状态示意图。
图7为枪身矫直托台组件的结构示意图。
图8为图1中所示的B-B剖面的结构示意图。
图9为图8中所示的F部位的放大示意图。
图10为图8中所示的G部位的放大示意图。
图11为本发明所述的一种标枪制作方法中对标枪枪身进行粗矫直的矫直原理示意图。
图12为本发明所述的一种标枪制作方法中对标枪进行重心检查的检查原理示意图。
图13为本发明所述的一种标枪制作方法所制得标枪的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。
一种标枪制作方法,包括以下步骤:
(1)截取一段长度符合标枪国标GB/T 22765-2008枪身要求的钢管,利用缩管机,将该钢管缩成符合标枪国标GB/T 22765-2008枪身要求的形状与尺寸,形成标枪枪身4;
(2)将标枪枪身4放入渗氮炉内进行渗氮处理,使标枪枪身4表面形成厚度为0.1~0.15mm的渗氮层,通过渗氮层来保证标枪枪身4的刚性;
(3)渗氮完成后,先利用标枪粗矫直装置对标枪枪身进行粗矫直,使标枪枪身的径向圆跳动公差值小于10mm;如图11所示,所述粗矫直装置的结构包括:粗矫机架19,在粗矫机架19上固定安装有矫直板20,在矫直板20上设置有供标枪枪身4穿过的矫直孔21;
粗矫直装置的具体矫直步骤如下:工人肉眼判断标枪枪身4的需矫直点,然后将标枪枪身4穿设于矫直板20的矫直孔21中,接着再移动标枪枪身4,直至标枪枪身4的需矫直点位于矫直板20的矫直孔21中,然后工人反复扳动标枪枪身4以完成该矫直点的矫直;重复上述动作,直至完成标枪枪身所有矫直点的矫直,以使标枪枪身4的径向圆跳动公差值小于10mm;
(4)利用标枪枪身自动精矫直机将标枪枪身的径向圆跳动公差值调整到0.1mm以内;
如图1、图2、图3、图4、图5、图6、图7、图8、图9、图10所示,所述的标枪枪身自动精矫直机,包括:机架1及PLC控制器2,在机架1上设置有两个左右分布的枪身支撑架3,在每个枪身支撑架3上设置有用以支承枪身4端部的托轮组5,在本实施例中,托轮组5由两个活动支承于对应枪身支撑架上且呈前后分布的托轮组成;两个托轮组5形成枪身托持平台,两个托轮组5的高度能确保当枪身4放置于枪身托持平台时枪身两侧端部轴心的连线为水平状,在机架1上设置有用以带动枪身4在枪身托持平台上转动的转动驱动机构、以及用以防止枪身4转动时脱离枪身托持平台的限位组件;在两个枪身支撑架3之间的机架1上依次左右间隔布置有若干枪身径向圆跳动测量组件6,枪身径向圆跳动测量组件6的结构包括:安装于机架1的测量支撑架61,测量杆62的中部通过销轴63铰连接于测量支撑架61,测量杆62的前端位于枪身托持平台的下方,在测量杆62前端正下方的测量支撑架61上竖向安装有与PLC控制器2信号连接的顶杆式位移传感器64,顶杆式位移传感器64的顶杆65始终向上顶着测量杆62前端,测量杆62后端与测量支撑架61之间连接有拉簧66,拉簧66使测量杆62始终具有绕销轴63转动至其前端向上贴紧于放置在枪身托持平台上的枪身4的趋势,在测量杆62后端正下方的测量支撑架61上竖向安装有顶杆限位气缸67,顶杆限位气缸67的活塞杆朝上正对着测量杆62后端,顶杆限位气缸67的活塞杆向上伸出时能顶着测量杆62后端向上移动、以使测量杆62克服拉簧66弹力绕销轴63转动至测量杆62前端位于枪身托持平台的下方,此时顶杆式位移传感器64的顶杆65位于基准位;并且当顶杆限位气缸67的活塞杆向下缩回复位后,测量杆62在拉簧66弹力作用下能绕销轴63转动至其前端向上贴紧于放置在枪身托持平台上的枪身4,此时顶杆式位移传感器64的顶杆65会随测量杆前端上升而继续伸出、此时顶杆式位移传感器64的顶杆65位于测量位,通过将测量位减去基准位,即可得到顶杆65的位移量;在每个枪身径向圆跳动测量组件6的一侧均布置有一个枪身矫直托台组件7,每个枪身矫直托台组件7的结构包括:安装于机架1上且呈前后走向的导轨71,在导轨71上滑动设置有枪身矫直托台72,枪身矫直托台72在平移气缸73的带动下能平移至或离开枪身托持平台的正下方;在枪身托持平台上方的机架1上设置有左右横跨枪身托持平台的滑轨8,在滑轨8上滑动设置有滑座9,滑座9在平移机构的带动下沿滑轨8左右移动,在滑座9上竖直安装有伺服电缸10,伺服电缸10的活塞杆朝下并安装有压头11,压头11向下正对着放置于枪身托持平台上的枪身4;
在本实施例中,转动驱动机构的结构包括:主动压轮驱动组件12及辅助压轮组件13,主动压轮驱动组件12与辅助压轮组件13分布于枪身托持平台的左、右两侧;主动压轮驱动组件12的结构包括:固定于机架1上的第一安装架121,在第一安装架121上设置有第一转动座122、以及与PLC控制器2信号连接的第一压紧气缸123,第一转动座122通过一根前后走向的第一转轴124铰连接在第一安装架121上,在第一转动座122上安装有与PLC控制器2信号连接的第一伺服电机125,在第一伺服电机125的输出轴上安装有主动压轮126,所述第一压紧气缸123的缸体通过第二转轴127铰连接在第一安装架121上,第一压紧气缸123的活塞杆通过第三转轴128与第一伺服电机125的壳体相铰接,第一压紧气缸123的活塞杆伸出时能带动第一伺服电机125及第一转动座122绕第一转轴124向对应侧的托轮组5向下转动、直至使主动压轮126能与对应侧托轮组5呈上下相对状夹紧对应的枪身4端部,并且当第一压紧气缸123的活塞杆缩回时能带动第一伺服电机125及第一转动座122绕第一转轴124向上转动、直至使主动压轮126向上移动松开对应的枪身4端部;辅助压轮组件13的结构包括:固定于机架1上的第二安装架131,在第二安装架131上设置有第二转动座132、以及与PLC控制器2信号连接的第二压紧气缸133,第二转动座132通过一根前后走向的第四转轴134铰连接在第二安装架131上,在第二转动座132上支承有轮轴135,在轮轴135上套装有辅助压轮136,所述第二压紧气缸133的缸体通过第五转轴137铰连接在第二安装架131上,第二压紧气缸133的活塞杆通过第六转轴138与第二转动座132相铰接,第二压紧气缸133的活塞杆伸出时能带动第二转动座132绕第四转轴134向对应侧的托轮组5向下转动、直至使辅助压轮136能与对应侧托轮组5呈上下相对状夹紧对应的枪身4端部,并且当第二压紧气缸133的活塞杆缩回时能带动第二转动座132绕第四转轴134向上转动、直至使辅助压轮136向上移动松开对应的枪身4端部,上述转动驱动机构结构简单且安装维修方便;
在本实施例中,平移机构的结构包括:安装于机架1上且左右横跨枪身托持平台的齿条14,在滑座9上安装有与PLC控制器2信号连接的第二伺服电机15,第二伺服电机15的输出轴上安装有与齿条14相啮合的齿轮16,第二伺服电机15通过齿轮16与齿条14相配合以带动滑座9沿滑轨8左右行走,上述平移机构结构简单且安装维修方便;
在本实施例中,限位组件的结构包括:两块限位靠板17及两个限位框架18,两块限位靠板17分别安装于第一安装架121与第二安装架131的相对侧壁上,两块限位靠板17用以对放置于枪身托持平台上的枪身4的左右位置进行限位;两个限位框架18分别安装于两个枪身支撑架3上,枪身4放置于枪身托持平台上时枪身4正好穿设于两个限位框架18中,两个限位框架18用以防止放置于枪身托持平台上的枪身4在转动时脱出枪身托持平台,上述限位组件结构简单且安装维修方便;
具体矫直步骤如下:
(4.1)标枪枪身放置:先将标枪枪身4的两端分别穿过两侧对应的限位框架18并搁置于两个托轮组5上,然后将主动压轮驱动组件12的第一压紧气缸123伸出、以使主动压轮126与对应侧托轮组5呈上下相对状夹紧对应的枪身4端部,同时将辅助压轮组件13的第二压紧气缸133的活塞杆伸出、以使辅助压轮136与对应侧托轮组5呈上下相对状夹紧对应的枪身4端部;
(4.2)标枪枪身径向圆跳动测量:
(4.2.1)将所有枪身径向圆跳动测量组件6的顶杆限位气缸67的活塞杆向下缩回复位,以使所有枪身径向圆跳动测量组件6的测量杆62在对应拉簧66弹力作用下转动至其前端向上贴紧于标枪枪身4;
(4.2.2)启动主动压轮驱动组件12的第一伺服电机125,第一伺服电机125通过主动压轮126与对应侧托轮5组配合带动枪标枪身4转动一圈,然后停止第一伺服电机125动作;
(4.2.3)在标枪枪身4转动一圈过程中,每个枪身径向圆跳动测量组件6的顶杆式位移传感器64会实时测量并记录对应测量截面中各个点的位移量、并将测量数据发送给PLC控制器2;
(4.2.4)PLC控制器2根据每个枪身径向圆跳动测量组件6的顶杆式位移传感器64发送的测量数据,计算出每个枪身径向圆跳动测量组件6所对应测量截面的径向圆跳动公差值;所述测量截面的径向圆跳动公差值=对应测量截面的最大位移量-对应测量截面的最小位移量;
(4.2.5)PLC控制器2将所有枪身径向圆跳动测量组件6所对应测量截面的径向圆跳动公差值进行比较分析并确定枪身矫直点,该枪身矫直点即为所有大于0.1mm的径向圆跳动公差值中数值最大的径向圆跳动公差值所对应的测量截面;
(4.2.6)再次启动主动压轮驱动组件12的第一伺服电机125,第一伺服电机125通过主动压轮126与对应侧托轮组5配合再次带动枪标枪身4转动,直至枪身矫直点所对应测量截面处于最大位移量,然后再停止第一伺服电机125动作;
(4.3)枪身矫直:
(4.3.1)将枪身矫直点相邻的两个枪身径向圆跳动测量组件6所对应的枪身矫直托台组件7中的枪身矫直托台72平移至标枪枪身4的正下方;
(4.3.2)启动第二伺服电机15,第二伺服电机15通过齿轮16与齿条14相配合以带动滑座9沿滑轨8行走,直至压头11向下正对着标枪枪身4的枪身矫直点时,停止第二伺服电机15动作;
(4.3.3)启动伺服电缸10,使伺服电缸10的活塞杆向下伸出、以带动压头11向下按压标枪枪身4的枪身矫直点,完成该枪身矫直点的枪身矫直;
(4.3.4)将枪身矫直点相邻的两个枪身径向圆跳动测量组件6所对应的枪身矫直托台组件7中的枪身矫直托台72平移复位;
(4.4)重复执行步骤(4.2)~步骤(4.3),直至每个枪身径向圆跳动测量组件6所对应测量截面的径向圆跳动公差值均小于0.1mm,从而完成标枪枪身的矫直;
(5)另截取一段长度符合标枪国标GB/T 22765-2008枪头要求的钢管,利用缩管机,将该钢管缩成符合标枪国标GB/T 22765-2008枪头要求的形状与尺寸,形成标枪枪头41;
(6)将制作好的标枪枪头41表面电镀铬,并将矫直好的标枪枪身4表面喷油漆,然后再将标枪枪头41套到标枪枪身4上,如图12所示,然后使用重心测量器22检查标枪的重心是否符合标枪国标GB/T 22765-2008;其中,重心测量器22为锲形块;
如标枪的枪头偏轻,就在标枪枪头41内放置适合的铅块并用强力胶水固定;
如标枪的枪尾偏轻,就在枪身4尾部内放置适合的铅块并用强力胶水固定;
(7)将重心符合标枪国标GB/T 22765-2008的标枪枪头41与标枪枪身4用强力胶水固定在一起;
(8)在标枪的重心位置缠绕上把手绳23,完成标枪制作,所制得的标枪如图13所示。
本发明的优点是:结构简单,操作使用方便,工作效率高,标枪的刚性好、且矫直精度高,标枪的径向圆跳动公差值小于0.1mm。
以上所述仅是本发明的较佳实施例,并非是对本发明作任何其他形式的限制,而依据本发明的技术实质所作的任何修改或等同变化,仍属于本发明要求保护的范围。