一种碳化钨52目高密度涂胶辊总成
文献发布时间:2024-01-17 01:20:32
技术领域
本发明涉及涂胶辊技术领域,更具体的说,尤其涉及一种碳化钨52目高密度涂胶辊总成。
背景技术
在瓦楞机中,主要涂装部件就是它的辊组,辊组通常由涂胶辊、匀胶辊、储胶槽和刮胶片共同组成并总成一体的涂装工位,也可以称为上糊机构。涂胶辊和匀胶辊由万向轴与主传动连接驱动,除胶槽连接回胶管和输胶管,回胶管连接胶池,输胶管连接回胶泵,回胶泵将胶池内的胶通过输胶管送入除胶槽,除胶槽内的胶通过回胶管回流到胶池内,经检索,实用新型CN206264466U公开了一种瓦楞纸加工装置上述这种上糊机构。
瓦楞机的涂装工位的工作原理为:瓦楞纸通过上下瓦楞辊定型后,通过上糊机构均匀传递粘合剂到楞尖然后与面纸粘合。涂胶辊表面有网状凹坑用于盛载粘合剂,瓦楞纸与涂胶辊接触时粘合剂便涂敷到楞尖上随之运行。
涂胶辊表面的网状凹坑的网目数决定了上胶的精细度,低目数涂胶辊的网目线数粗,单位面积网状凹坑数少,网状凹坑数越少载糊量就越大,传糊层就越厚,上胶量就越大,高目数涂胶辊单位面积网状凹坑变多,呈高密度分布,网状凹坑多上糊量就减少,传糊层就越薄而且均匀,这样就能减少上糊量,在实际的涂装工艺中,52目高密度的涂胶辊的上胶精细度适中,较为常用。
碳化钨涂胶辊是传统涂胶辊的升级产品,辊面采用耐磨碳化钨金属陶瓷涂层,孔隙率低,硬度高,耐磨性好,与基体结合力好,使用寿命相对于传统滚花电镀涂胶辊提高5倍以上,大大提高产品性价比,对于提高涂胶均匀度,降低涂布涂胶量,提高产品质量意义重大。
涂装过程中,涂胶辊将粘合剂传递到瓦楞纸的楞尖后,涂胶辊表面会残留一些粘合剂,这些粘合剂容易粘附瓦楞纸表面掉落的杂物,如灰尘、绒毛等,也容易粘附空气中的灰尘,这些杂物会影响后续粘合剂的洁净,影响粘合效果,且这些杂物粘附在网状凹坑内,还会影响到下一次粘合剂的盛载量,易造成涂胶不均,而且还会给后期涂胶辊的清洁维护工作也带来了难度。
有鉴于此,针对现有的问题予以研究改良,提供一种碳化钨52目高密度涂胶辊总成,旨在通过该技术,达到解决问题与提高实用价值性的目的。
发明内容
本发明的目的在于提供一种碳化钨52目高密度涂胶辊总成,以解决上述背景技术中提出的问题和不足。
为实现上述目的,本发明提供了一种碳化钨52目高密度涂胶辊总成,由以下具体技术手段所达成:
一种碳化钨52目高密度涂胶辊总成,包括:储胶槽,所述储胶槽的顶部转动设置有涂胶辊和匀胶辊,所述匀胶辊的一侧设有刮胶片,所述刮胶片和储胶槽固定连接,所述储胶槽底部的一端镶嵌有回胶管,所述储胶槽底部的另一端镶嵌有输胶管;所述涂胶辊的一侧设有除胶组件,所述涂胶辊通过除胶组件清理粘附在涂胶辊表面的粘合剂和杂物。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,除胶组件包括集液箱和第一回胶泵,所述集液箱和第一回胶泵通过螺栓固定在储胶槽的侧部,所述集液箱和第一回胶泵之间设置有抽吸管,所述抽吸管的一端和集液箱的内部相连通,所述抽吸管的另一端和第一回胶泵的进口相连通,所述第一回胶泵的出口连通有导入管,所述导入管远离所述导入管出口的一端贯穿储胶槽的侧部至储胶槽的内部,所述集液箱远离抽吸管的一端焊接有吸吮嘴,所述吸吮嘴和集液箱的内部相连通,所述吸吮嘴远离集液箱的一端贯穿储胶槽的侧部至储胶槽的内部,且所述吸吮嘴远离集液箱的一端和涂胶辊的侧部表面活动连接,所述导入管贯穿入储胶槽内部的一端处在吸吮嘴的下方。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述吸吮嘴包括至少两排吸吮单元,每排所述吸吮单元由多根圆管沿直线等距排列而成,两排所述吸吮单元中的圆管交错设置。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述吸吮嘴呈鸭嘴状,且吸吮嘴至少设置一处。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述除胶组件包括压缩空气管和鸭嘴状吹气嘴,所述压缩空气管的两端通过螺栓固定在储胶槽的顶部,所述鸭嘴状吹气嘴焊接在压缩空气管的侧部,所述鸭嘴状吹气嘴的一端和压缩空气管的内部相连通,所述鸭嘴状吹气嘴的另一端和涂胶辊的侧部相切设置。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述除胶组件还包括隔胶板,所述隔胶板焊接在储胶槽的内侧底部,所述隔胶板的上端和涂胶辊的底部一侧活动连接,所述隔胶板的下端开设有连通口,所述隔胶板将储胶槽的内部分隔为蘸取槽和回收槽,所述蘸取槽和回收槽通过连通口相连通,所述涂胶辊和匀胶辊的底部均处在蘸取槽的内侧,所述回胶管处在回收槽的内侧。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述储胶槽的内侧底面镶嵌有电热板,所述电热板的顶面和储胶槽的内侧底面相对齐。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述储胶槽的底部呈倾斜设置,所述匀胶辊设在所述倾斜的最低处,所述输胶管设在所述倾斜的最高处。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述储胶槽的内侧底面靠近输胶管的一端处通过螺栓固定有溢流板,所述溢流板设在蘸取槽的内侧,且溢流板将蘸取槽的内部分隔为溢流槽和稳流槽。
作为本技术方案的进一步优化,本发明一种碳化钨52目高密度涂胶辊总成,所述回胶管远离储胶槽的一端连通有胶池,所述胶池的一侧通过螺栓固定有第二回胶泵,所述第二回胶泵的进口和胶池的出口相连通,所述第二回胶泵的出口和输胶管远离储胶槽的一端相连通,所述输胶管和第二回胶泵之间设有过滤器,所述过滤器固定在输胶管上。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
1、本发明一种碳化钨52目高密度涂胶辊总成通过设置涂胶辊的一侧设有除胶组件,所述涂胶辊通过除胶组件清理粘附在涂胶辊表面的粘合剂和杂物,以使得涂胶辊表面干净,有利于后续盛载粘合剂的洁净,较好的保证粘合的效果。
2、本发明一种碳化钨52目高密度涂胶辊总成通过除胶组件还可以清空附着在涂胶辊表面网状凹坑内的粘合剂或杂物,使网状凹坑内可以较为充分填充新的粘合剂,有利于粘合剂的盛载量的均匀,较好的保证涂胶的均匀。
3、本发明一种碳化钨52目高密度涂胶辊总成通过除胶组件清理粘附在涂胶辊表面的粘合剂和杂物,还可以降低后续涂胶辊的清洁维护工作的难度。
4、本发明一种碳化钨52目高密度涂胶辊总成通过设置吸吮嘴和鸭嘴状吹气嘴,便于通过吸吮或吹气的方式来对涂胶辊的表面进行清理,清理较为干净,效果较好,而且通过设置过滤器,便于通过过滤器过滤粘合剂中的杂物,使进入储胶槽内的粘合剂较为洁净。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
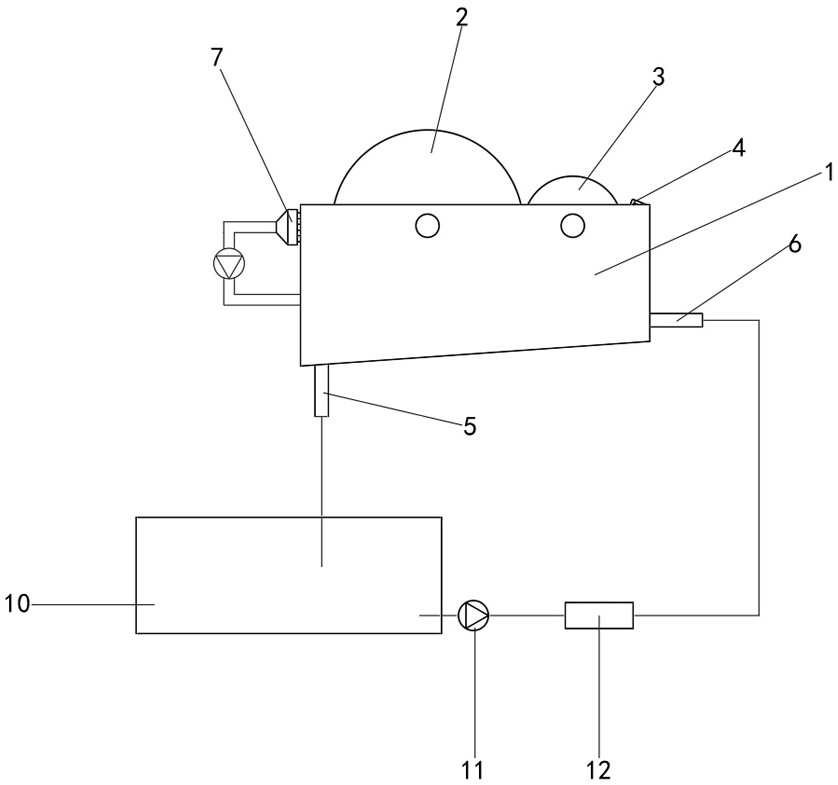
图1为本发明的结构示意图;
图2为本发明的电热板和溢流板的结构示意图;
图3为本发明的第一实施例示意图;
图4为本发明的吸吮嘴处的结构示意图;
图5为本发明的吸吮嘴的第一种结构形式示意图;
图6为本发明的吸吮嘴的第二种结构形式示意图;
图7为本发明的第二实施例示意图;
图8为本发明的隔胶板处的剖视结构示意图;
图9为本发明的隔胶板的结构示意图;
图中:储胶槽1、涂胶辊2、匀胶辊3、刮胶片4、回胶管5、输胶管6、除胶组件7、电热板8、溢流板9、胶池10、第二回胶泵11、过滤器12、集液箱71、第一回胶泵72、抽吸管73、导入管74、吸吮嘴75、压缩空气管76、鸭嘴状吹气嘴77、隔胶板78、连通口79、蘸取槽710、回收槽711、溢流槽91、稳流槽92。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
需要说明的是,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
同时,在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电性连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参见图1至图9,本发明提供一种碳化钨52目高密度涂胶辊总成的具体技术实施方案:
一种碳化钨52目高密度涂胶辊总成包括储胶槽1,储胶槽1的顶部转动设置有涂胶辊2和匀胶辊3,匀胶辊3的一侧设有刮胶片4,所述刮胶片4和储胶槽1固定连接,储胶槽1底部的一端镶嵌有回胶管5,储胶槽1底部的另一端镶嵌有输胶管6,涂胶辊2的一侧设有除胶组件7,涂胶辊2通过除胶组件7清理粘附在涂胶辊表面的粘合剂和杂物,可以使得涂胶辊2的表面干净,有利于后续盛载粘合剂的洁净,较好的保证粘合的效果,还可以清空附着在涂胶辊2表面网状凹坑内的粘合剂或杂物,使网状凹坑内可以较为充分填充新的粘合剂,有利于粘合剂的盛载量的均匀,较好的保证涂胶的均匀,还可以降低后续涂胶辊2的清洁维护工作的难度。
本发明提供除胶组件7的两个实施例,具体如下:
图2和图4显示了除胶组件7的第一实施例,在第一实施例中,除胶组件7包括集液箱71和第一回胶泵72,使用螺栓将集液箱71和第一回胶泵72分别固定在储胶槽1的侧部,在集液箱71和第一回胶泵72之间设置抽吸管73,将抽吸管73的一端和集液箱71焊接在一起,且将抽吸管73的一端和集液箱71的内部相连通,将抽吸管73的另一端和第一回胶泵72的进口镶嵌在一起,且将抽吸管73和第一回胶泵72的进口相连通,在第一回胶泵72的出口上镶嵌导入管74,且将导入管74和第一回胶泵72的出口相连通,将导入管74远离导入管74出口的一端贯穿储胶槽1的侧部至储胶槽1的内部,在集液箱71远离抽吸管73的一端焊接吸吮嘴75,且将吸吮嘴75和集液箱71的内部相连通,将吸吮嘴75远离集液箱71的一端贯穿储胶槽1的侧部至储胶槽1的内部,且将吸吮嘴75远离集液箱71的一端和涂胶辊2的侧部表面活动连接,其中,导入管74贯穿入储胶槽1内部的一端处在吸吮嘴75的下方。
在上述实施例中,吸吮嘴75包括两种结构形式,两种结构形式可以择一使用,其中:图5显示了吸吮嘴75的第一种结构形式,在该结构形式中,吸吮嘴75包括至少两排吸吮单元,优选2-3排,每排吸吮单元由多根圆管沿直线等距排列而成,两排吸吮单元中的圆管交错设置,可较好的覆盖涂胶辊2的表面,吸吮时不易漏吸。
图6显示了吸吮嘴75的第二种结构形式,在该结构形式中,吸吮嘴75为鸭嘴状,且至少设置一处,优选1-2处,两处吸吮嘴75上下排列,通过鸭嘴状的吸吮嘴75来吸吮涂胶辊2表面的粘合剂和杂物。
结合图2和图9,上述除胶组件7还包括隔胶板78,隔胶板78焊接在储胶槽1的内侧底部,隔胶板78的上端和涂胶辊2的底部一侧活动连接,用于粘合剂的限位,隔胶板78的下端开设有连通口79,通过隔胶板78将储胶槽1的内部分隔为蘸取槽710和回收槽711,蘸取槽710和回收槽711通过连通口79相连通,蘸取槽710内的粘合剂可以通过连通口79进入回收槽711,涂胶辊2和匀胶辊3的底部均处在蘸取槽710的内侧,回胶管5处在回收槽711的内侧,蘸取槽710用来存放新的粘合剂,回收槽711用来存放使用后的粘合剂和杂物。
使用除胶组件7的第一实施例时,将回胶管5远离储胶槽1的一端和胶池10连接,胶池10设在涂装车间内,胶池10的一侧通过螺栓固定有第二回胶泵11,第二回胶泵11的进口和胶池10的出口相连通,将第二回胶泵11的出口和输胶管6远离储胶槽1的一端相连通,在输胶管6和第二回胶泵11之间设有过滤器12,过滤器12固定在输胶管6上,过滤器12采用袋式过滤器或棉芯过滤器,连接完成后,将第一回胶泵72和第二回胶泵11通电工作,产生吸力,第二回胶泵11通过输胶管6将胶池10内的粘合剂送入储胶槽1的内部,具体的送入蘸取槽710,使涂胶辊2的底部浸在粘合剂中,输送过程中,通过过滤器12过滤粘合剂中的杂物,使进入蘸取槽710的粘合剂较为洁净,涂胶辊2和匀胶辊3旋转时,涂胶辊2蘸取粘合剂,再由匀胶辊3抹平,然后将粘合剂传递到瓦楞纸的楞尖上,第一回胶泵72通过吸吮嘴75吸吮涂胶辊2侧部表面的粘合剂和杂物,然后通过导入管74将吸吮到的粘合剂和杂物送入储胶槽1的内部,具体的送入回收槽711,蘸取槽710内的粘合剂会通过连通口79进入回收槽77,然后回收槽711内的粘合剂通过回胶管5流入胶池10。
图7和图8显示了除胶组件7的第二实施例,在第二实施例中,除胶组件7包括压缩空气管76和鸭嘴状吹气嘴77,将压缩空气管76的两端通过螺栓固定在储胶槽1的顶部,鸭嘴状吹气嘴77焊接在压缩空气管76的侧部,且将鸭嘴状吹气嘴77的一端和压缩空气管76的内部相连通,将鸭嘴状吹气嘴77的另一端和涂胶辊2的侧部相切设置,沿切线吹扫涂胶辊2的表面。
结合图9,在除胶组件7的第二实施例中,也设置隔胶板78、连通口79、蘸取槽710、回收槽711,前述的部件和和除胶组件7的第一实施例当中的隔胶板78、连通口79、蘸取槽710、回收槽711在结构、位置、作用上均相同的。
使用除胶组件7的第二实施例时,参考除胶组件7的第一实施例,将回胶管5远离储胶槽1的一端和胶池10连接,将第二回胶泵11的出口和输胶管6远离储胶槽1的一端相连通,区别在于将压缩空气管76和气源连接,连接完成后,将第二回胶泵11通电工作,通过第二回胶泵11向储胶槽1内输送粘合剂,压缩空气从鸭嘴状吹气嘴77吹出,将涂胶辊2表面的粘合剂及杂物吹扫到回收槽711,然后回收槽711内的粘合剂通过回胶管5流入胶池10。
此外,如图2、图3、图7所示,在储胶槽1的内侧底面镶嵌电热板8,用于加热粘合剂,防凝固,将电热板8的顶面和储胶槽1的内侧底面相对齐,方便粘合剂流动,进一步的,将储胶槽1的底部设为倾斜面,匀胶辊3设在倾斜的最低处,输胶管6设在倾斜的最高处,提高粘合剂的流动效果。
在储胶槽1的内侧底面靠近输胶管6的一端处通过螺栓固定溢流板9,溢流板9设在蘸取槽710的内侧,通过溢流板9将蘸取槽710的内部分隔为溢流槽91和稳流槽92,粘合剂先进入溢流槽91,然后溢流进入稳流槽92,有利于稳流槽92内液面的平稳,有利于均匀蘸料。
综上所述:该一种碳化钨52目高密度涂胶辊总成通过设置涂胶辊的一侧设有除胶组件,所述涂胶辊通过除胶组件清理粘附在涂胶辊表面的粘合剂和杂物,以使得涂胶辊表面干净,有利于后续盛载粘合剂的洁净,较好的保证粘合的效果,通过除胶组件还可以清空附着在涂胶辊表面网状凹坑内的粘合剂或杂物,使网状凹坑内可以较为充分填充新的粘合剂,有利于粘合剂的盛载量的均匀,较好的保证涂胶的均匀,通过除胶组件清理粘附在涂胶辊表面的粘合剂和杂物,还可以降低后续涂胶辊的清洁维护工作的难度,通过设置吸吮嘴和鸭嘴状吹气嘴,便于通过吸吮或吹气的方式来对涂胶辊的表面进行清理,清理较为干净,效果较好,而且通过设置过滤器,便于通过过滤器过滤粘合剂中的杂物,使进入储胶槽内的粘合剂较为洁净,解决了现有瓦楞机在涂装的过程中,其涂胶辊将粘合剂传递到瓦楞纸的楞尖后,涂胶辊表面会残留一些粘合剂,这些粘合剂容易粘附瓦楞纸表面掉落的杂物,如灰尘、绒毛等,也容易粘附空气中的灰尘,这些杂物会影响后续粘合剂的洁净,影响粘合效果,且这些杂物粘附在网状凹坑内,还会影响到下一次粘合剂的盛载量,易造成涂胶不均,而且还会给后期涂胶辊的清洁维护工作也带来了难度的问题。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。