一种运动控制机构开环动态误差的补偿方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及机械控制技术领域,具体涉及运动控制机构开环动态误差的补偿方法。
背景技术
全闭/半闭环控制的运动控制机构(数控机床、机械手以及机器人等),由于运动控制机构上设置有位置反馈装置,位置反馈装置可以精确测量并反馈运动控制机构执行器终端的运动位置距离,并将检测的数据反馈到运动控制系统控制器中,运动控制系统的控制器可以根据位置反馈装置数据获取运动控制机构执行器终端的具体位置并进行调整,以保证运动控制机构的高精度。
但是,位置反馈装置/速度反馈装置(光栅尺或编码器等检测装置)只能测量反馈装置读数头的位置,检测不到运动控制机构执行器终端到反馈装置读数头之间的位置误差。在运动控制机构运动过程中,由于运动控制机构执行器终端加减速运动过程中,运动着的零部件质量会产生正反向冲击力,这个冲击力会作用到运动控制机构的零部件上,由于这些零部件存在弹性和安装配合间隙等要素,会导致主轴端面与光栅尺读数头之间产生交变距离变化,即造成运动控制机构执行器终端的开环动态误差,该开环动态误差与运动控制机构执行器终端的运动速度、加速度和刚度与动态冲击力有关,影响了运动机构的运动精度,进而直接影响运动控制系统的控制精度,定期检测运动控制系统的开环动态误差从而为运动瞬态误差的补偿提供数据支撑,对于提高运动控制系统的控制精度有很重要的意义,然而如何检测数控机床的开环动态误差,并通过控制开环动态误差以提高运动控制机构的控制精度是重要的问题。
发明内容
本发明提出了一种运动控制机构开环动态误差的补偿方法,本发明采用的技术手段如下:
一种运动控制机构开环动态误差的补偿方法,包括以下步骤,
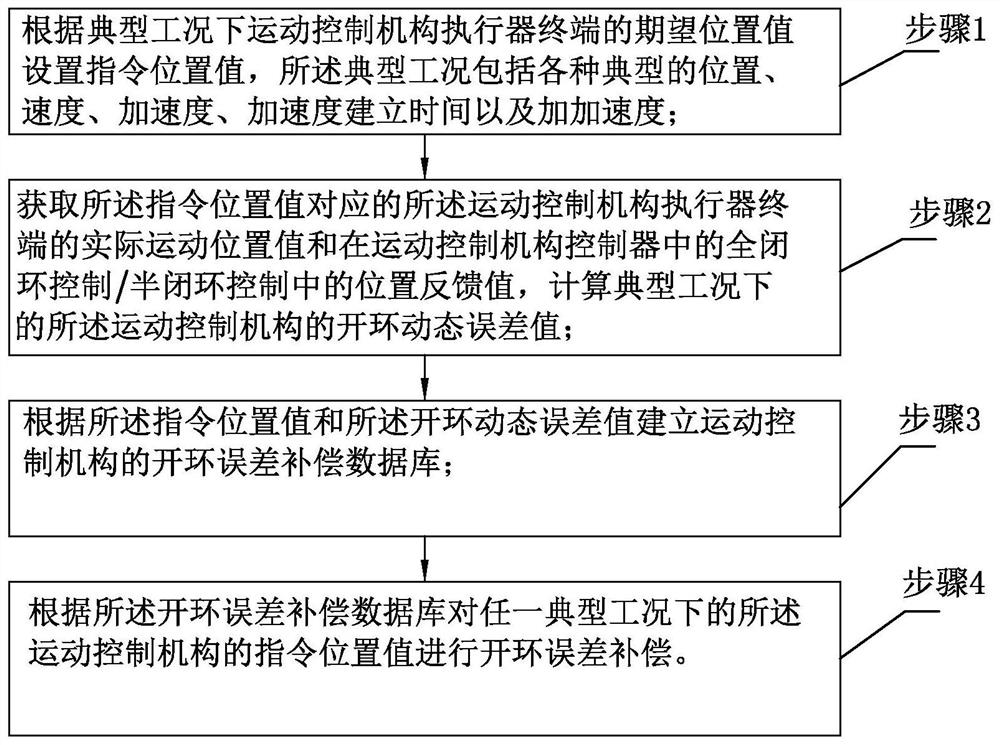
步骤1、根据典型工况下运动控制机构执行器终端的期望位置值设置指令位置值,所述典型工况包括各种典型的位置、速度、加速度、加速度建立时间以及加加速度;
步骤2、获取所述指令位置值对应的所述运动控制机构执行器终端的实际运动位置值和在运动控制机构控制器中的全闭环控制/半闭环控制中的位置反馈值,计算典型工况下的所述运动控制机构的开环动态误差值;
步骤3、根据所述指令位置值和所述开环动态误差值建立运动控制机构的开环误差补偿数据库;
步骤4、根据所述开环误差补偿数据库对任一典型工况下的所述运动控制机构的指令位置值进行开环误差补偿。
进一步地,所述步骤2包括以下步骤,
在运动控制机构执行器终端与运动控制机构中全闭环位置反馈装置/半闭环位置反馈装置之间设置位置检测仪器;
设置所述位置检测仪器的采样周期与所述全闭环位置反馈装置/半闭环位置反馈装置采样周期同步;
控制所述运动控制机构执行器终端在不同的典型工况下运动,通过所述位置检测仪器和所述全闭环位置反馈装置/半闭环位置反馈装置实时同步的采集运动控制机构执行器终端的实际运动位置值和运动控制机构控制器中所述控制机构执行器终端的全闭环控制/半闭环控制中的位置反馈值;
在任意一种典型工况下,所述运动控制机构执行器终端的实际运动位置值为W
所述典型工况下,所述运动控制机构控制器中所述控制机构执行器终端的全闭环控制/半闭环控制中的位置反馈值为W
计算所述典型工况下所述运动控制机构的开环动态误差值W
其中,t
进一步地,所述步骤3包括以下步骤,
根据设置的所述指令位置值W
其中,W
W
W
t
进一步地,所述步骤4包括以下步骤:
运动控制机构控制器执行典型工况指令时预读所述开环误差补偿数据库,在所述误差补偿数据库中查找与所述典型工况对应的开环动态误差值,通过公式(5)计算补偿后的指令位置:
W′
W
W
与现有技术比较,本发明所述的运动控制机构开环动态误差的补偿方法具有以下优点,通过获取全闭环控制/半闭环控制中位置反馈值,计算开环动态误差,进而建立开环动态误差补偿数据库,通过动态误差补偿数据库对运动控制机构进行开环动态误差补偿,有效的降低的运动控制机构的开环动态误差对运动控制机构的影响,提高的运动控制机构的设计精度。
附图说明
图1为本发明公开的运动控制机构开环动态误差的补偿方法的流程图;
图2为本发明公开的运动控制机构开环动态误差的补偿方法的实施例1,本实施例为对数控机床的机床主轴沿X轴直线运动的开环误差补偿;
图3为本发明公开的运动控制机构开环动态误差的补偿方法的实施例2,本实施例为对数控机床的机床主轴沿Y轴直线运动的开环误差补偿。
图中:10、激光尺主机,11、激光尺支架,12、激光尺干涉镜,13、激光尺反射镜;
20、X轴全闭环光栅尺,21、X轴全闭环光栅尺读数头,22、Y轴全闭环光栅尺,23、Y轴全闭环光栅尺读数头,24、Z轴全闭环光栅尺,25、Z轴全闭环光栅尺读数头,26、圆形光栅尺,27、圆形光栅尺读数头;
30、机床移动横梁,31、机床移动滑鞍,32、机床移动滑枕,33、机床支撑墙,34、机床工作台,35、机床主轴。
具体实施方式
如图1所示为本发明公开的一种运动控制机构开环动态误差的补偿方法,包括以下步骤,
步骤1、根据典型工况下运动控制机构执行器终端的期望位置值设置指令位置值,所述典型工况包括各种典型的位置、速度、加速度、加速度建立时间以及加加速度中的至少一种;
步骤2、获取所述指令位置值对应的所述运动控制机构执行器终端的实际运动位置值和在运动控制机构控制器中的全闭环控制/半闭环控制中的位置反馈值,计算典型工况下的所述运动控制机构的开环动态误差值;
步骤3、根据所述指令位置值和所述开环动态误差值建立运动控制机构的开环误差补偿数据库;
步骤4、根据所述开环误差补偿数据库对任一典型工况下的所述运动控制机构的指令位置值进行开环误差补偿。
进一步地,所述步骤2包括以下步骤,
在运动控制机构执行器终端与运动控制机构中全闭环位置反馈装置/半闭环位置反馈装置之间设置位置检测仪器;
设置所述位置检测仪器的采样周期与所述全闭环位置反馈装置/半闭环位置反馈装置采样周期同步;
控制所述运动控制机构执行器终端在不同的典型工况下运动,通过所述位置检测仪器和所述全闭环位置反馈装置/半闭环位置反馈装置实时同步的采集运动控制机构执行器终端的实际运动位置值和运动控制机构控制器中所述控制机构执行器终端的全闭环控制/半闭环控制中的位置反馈值;
在任意一种典型工况下,所述运动控制机构执行器终端的实际运动位置值为W
所述典型工况下,所述运动控制机构控制器中所述控制机构执行器终端的全闭环控制/半闭环控制中的位置反馈值为W
计算所述典型工况下所述运动控制机构的开环动态误差值W
其中,t
进一步地,所述步骤3包括以下步骤,
根据设置的所述指令位置值W
其中,W
W
W
t
进一步地,所述步骤4包括以下步骤:
运动控制机构控制器执行典型工况指令时预读所述开环误差补偿数据库,在所述误差补偿数据库中查找与所述典型工况对应的开环动态误差值,通过公式(5)计算补偿后的指令位置:
W′
W
W
实施例1
如图2所示,在本实施例中,运动控制机构以数控机床为例,采用数控机床的全闭环控制对机床主轴进行位置采集,运动控制机构执行器终端为机床主轴,数控机床的全闭环位置反馈装置为光栅尺,本实施例中,以数控机床的主轴沿X轴方向运动进行说明,全闭环控制的数控机床,由于机床上设置有光栅尺,光栅尺可以精确测量并反馈机床主轴的运动位置距离,并将检测的数据反馈到机床的控制系统,机床的控制系统可以根据光栅尺反馈数据进一步调整主轴的位置,以保证机床的高精度。
但是,现有的数控机床在通过光栅尺进行位置反馈时,只是对加工过程中的机床主轴(光栅尺读数头)的位置进行实时读取和调整,然而,上述的调整并不能改变以下两种误差的存在:1)光栅尺只能测量机床光栅尺读数头到机床基准原点的位置距离,检测不到主轴端面到光栅尺读数头之间的位置距离误差。在机床运动过程中,由于机床加减速运动过程中,运动着的零部件质量会产生正反向冲击力,这个冲击力会作用到机床零部件上,由于这些零部件存在弹性和安装配合间隙等要素,会导致主轴端面与光栅尺读数头之间产生交变距离变化,即造成数控机床运动轴的开环动态误差;2)由于光栅尺读数头与机床主轴之间存在开环动态误差,因此,当运动控制机构发出控制指令时,指令位置值与运动控制机构执行器终端实际要运动到的位置值之间存在一定的误差。以上两种误差都无法通过全闭环位置反馈装置(光栅尺)进行调整或消除,影响了机床的设计和加工精度。
具体地,本实施例以数控机床的主轴沿X轴方向运动进行说明,在机床支撑墙33上安装X轴全闭环光栅尺20,X轴全闭环光栅尺读数头21安装在机床移动横梁30上,光栅尺读数头可以读出机床移动横梁30的移动距离L1(该距离为机床闭环控制系统测得的距离),当机床主轴35刚性的安装在机床移动横梁30上时,机床移动横梁的移动距离L1即为机床主轴35的移动距离,但是在实际机床中,机床主轴35安转在机床移动滑枕32上,机床移动滑枕32安装在机床移动滑鞍31上,机床移动滑鞍31安装在机床移动横梁30上,由于机床移动横梁与机床移动滑鞍、机床移动滑鞍与机床移动滑枕之间均存在安装间隙,同时各机床零部件的刚性问题,使得机床在X轴方向运动时,至少存在以下两种误差:1)在机床主轴运动过程中,光栅尺读数头与机床主轴由于机床移动横梁与机床移动滑鞍、机床移动滑鞍与机床移动滑枕之间均存在安装间隙等问题造成的动态误差;2)由于光栅尺读数头与机床主轴之间存在的动态误差,因此,数控系统的指令位置值(光栅尺读数头的位置)与实际期望机床主轴运动的位置存在的误差。
本发明公开的运动控制机构开环动态误差的补偿方法主要用于降低或补偿上述误差对机床精度的影响。具体过程如下:
1)根据机床设计中机床所要进行测试的各种典型工况设置机床主轴对应工况下的指令位置值,所述典型工况包括各种典型的位置、速度、加速度、加速度建立时间以及加加速度;
2)获取所述指令位置值对应的运动控制机构执行器终端实际运动位置值和在运动控制机构控制器中的全闭环控制/半闭环控制中的位置反馈值,计算所有典型工况下的所述运动控制机构的开环动态误差值;具体地,数控机床的X轴全闭环位置反馈装置为X轴全闭环光栅尺,X轴全闭环光栅尺20安装在机床支撑墙33上,X轴全闭环光栅尺读数头21安装在机床移动横梁30上,在本实施例中,位置检测仪器采用激光尺,激光尺支架11磁性吸附在机床工作台34上,激光尺主机10固定在激光尺支架11上,激光尺反射镜13安装在机床主轴35上,并通过激光尺干涉镜12调整激光尺主机10和反射镜13使其处于同一高度。将光栅尺和激光尺通过数据线与电荷放大器连接,电荷放大器与信号采集卡连接,信号采集卡与计算机连接。对光栅尺和激光尺进行参数设置,使得激光尺与光栅尺的采样周期相同,以保证激光尺与光栅尺对机床主轴进行同步数据采集,优选地,所述光栅尺和激光尺的采样周期设置为毫秒/微秒,这样可以具有较高的检查精度。锁紧机床的运动轴,使得机床主轴仅可沿X轴方向运动。光栅尺和激光尺分别同步采集光栅尺读数头的移动距离L1和激光尺主机与主轴的距离L3,获得两组数据组(采样序列),
光栅尺的读数:A=[A
激光尺的读数:B=[B
图中虚线的机床主轴表示运动时的位置,实线部分表示初始位置,
并将采集的数据组输入至计算机;
对上述两组数据分别进行零偏处理得到C数据组和D数据组
C
D
C
所述典型工况下,机床主轴的实际运动位置值为W
机床主轴的实际运动位置值为W
即:
所述典型工况下,所述数控系统中机床主轴的全闭环控制的位置反馈值(光栅尺读数头的反馈值)为W
所述数控系统中机床主轴的全闭环控制的位置反馈值为W
即:
将C数据组和D数据组统一单位后求差得到E数据组就是全闭环机床主轴在当前方向运动时的开环误差,
E
计算所述典型工况下机床主轴的开环动态误差值W
其中,t
机床主轴的开环动态误差值W
即:
3)根据所述指令位置值和所述开环动态误差值建立机床主轴的开环误差补偿数据库;具体地,所述步骤3包括以下步骤,
根据设置的所述指令位置值W
其中,W
W
W
t
4)根据所述开环误差补偿数据库对任一典型工况下的数控机床的指令位置值进行开环误差补偿。具体地,数控机床执行典型工况指令时预读所述开环误差补偿数据库,在所述误差补偿数据库中查找与所述典型工况对应的开环动态误差值,通过公式(5)计算补偿后的指令位置:
W′
W
W
在本实施中,也可以采用数控机床的半闭环控制系统对机床主轴的位置进行采集,半闭环控制系统为伺服电机的编码器,通过伺服电机的编码器可以采集机床主轴的位置信息。
实施例2
如图3所示,在本实施例中,运动控制机构以数控机床为例,数控机床的控制系统为全闭环控制,运动控制机构执行器终端为机床主轴,数控机床的全闭环位置反馈装置为光栅尺,本实施例中,以数控机床的主轴沿Y轴方向运动进行说明,全闭环控制的数控机床,由于机床上设置有光栅尺,光栅尺可以精确测量并反馈机床主轴的运动位置距离,并将检测的数据反馈到机床的控制系统,机床的控制系统可以根据光栅尺反馈数据进一步调整主轴的位置,以保证机床的高精度。
但是,现有的数控机床在通过光栅尺进行位置反馈时,只是对加工过程中的机床主轴(光栅尺读数头)的位置进行实时读取和调整,然而,上述的调整并不能改变实施例2中描述的两种误差。以上两种误差都无法通过全闭环位置反馈装置(光栅尺)进行调整或消除,影响了机床的设计和加工精度。
本发明的公开的动态误差补偿具体如下,本实施例以数控机床的主轴沿Y轴方向运动进行说明,在机床移动横梁30上安装Y轴全闭环光栅尺22,Y轴全闭环光栅尺读数头23安装在机床移动滑鞍31上,光栅尺读数头可以读出机床移动滑鞍31的移动距离L1(该距离为机床闭环控制系统测得的距离),当机床主轴35刚性的安装在机床移动滑鞍31上时,机床移动滑鞍31的移动距离L1即为机床主轴35的移动距离,但是在实际机床中,机床主轴35安转在机床移动滑枕32上,机床移动滑枕32安装在机床移动滑鞍31上,由于机床移动滑鞍31与机床移动滑枕32之间均存在安装间隙,同时各机床零部件的刚性问题,使得机床主轴在Y轴方向运动时,主轴中心与光栅尺读数头的距离L2随着主轴的速度和加速度的不同而改变,该距离的改变即为机床在Y轴方向的开环动态误差,因此,数控系统的指令位置(光栅尺读数头的位置)与实际期望机床主轴运动的位置存在误差。
本发明公开的运动控制机构开环动态误差的补偿方法主要用于降低或补偿上述误差对机床精度的影响。具体过程如下:
1)根据机床设计中机床所要进行测试的各种典型工况设置对应工况下的指令位置值,所述典型工况包括各种典型的位置、速度、加速度、加速度建立时间以及加加速度;
2)获取所述指令位置值对应的运动控制机构执行器终端的实际运动位置值和在运动控制机构控制器中的全闭环控制/半闭环控制中的位置反馈值,计算典型工况下的所述运动控制机构的开环动态误差值;具体地,数控机床的Y轴全闭环位置反馈装置为Y轴全闭环光栅尺,Y轴全闭环光栅尺22安装在机床移动横梁30上,Y轴全闭环光栅尺读数头23安装在机床移动滑鞍31上,在本实施例中,位置检测仪器采用激光尺,激光尺支架11磁性吸附在机床工作台34上,激光尺主机10固定在激光尺支架11上,激光尺反射镜13安装在机床主轴35上,并通过激光尺干涉镜12调整激光尺主机和反射镜使其处于同一高度。将光栅尺和激光尺通过数据线与电荷放大器连接,电荷放大器与信号采集卡连接,信号采集卡与计算机连接。对光栅尺和激光尺进行参数设置,使得激光尺与光栅尺的采样周期相同,以保证激光尺与光栅尺对机床主轴进行同步数据采集,优选地,所述光栅尺和激光尺的采样周期设置为毫秒/微秒,这样可以具有较高的检查精度。锁紧机床的运动轴,使得机床主轴仅可沿Y轴方向运动。光栅尺和激光尺分别同步采集光栅尺读数头的在Y轴方向的移动距离L1和激光尺主机与主轴在Y轴方向的距离L3,获得两组数据组(采样序列),
光栅尺的读数:A=[A
激光尺的读数:B=[B
图中虚线的机床主轴表示运动时的位置,实线部分表示初始位置,
并将采集的数据组输入至计算机;
对上述两组数据分别进行零偏处理得到C数据组和D数据组
C
D
C
所述典型工况下,机床主轴的实际运动位置值为W
机床主轴的实际运动位置值为W
即:
所述典型工况下,所述数控系统中机床主轴的全闭环控制的位置反馈值(光栅尺读数头的反馈值)为W
所述数控系统中机床主轴的全闭环控制的位置反馈值为W
即:
将C数据组和D数据组统一单位后求差得到E数据组就是全闭环机床主轴在当前方向运动时的开环误差,
E
计算所述典型工况下机床主轴的开环动态误差值W
其中,t
机床主轴的开环动态误差值W
即:
3)根据所述指令位置值和所述开环动态误差值建立机床主轴的开环误差补偿数据库;具体地,所述步骤3包括以下步骤,
根据设置的所述指令位置值W
其中,W
W
W
t
4)根据所述开环误差补偿数据库对任一典型工况下的数控机床的指令位置值进行开环误差补偿。具体地,数控机床执行典型工况指令时预读所述开环误差补偿数据库,在所述误差补偿数据库中查找与所述典型工况对应的开环动态误差值,通过公式(5)计算补偿后的指令位置:
W′
W
W
实施例3
在本实施例中,运动控制机构为机器人,机器人固定在工作台上,并通过多个关节可以驱动机器人执行终端实现空间的多维度的运动,机器人的每个关节上的伺服电机上安装有编码器,可以用于检测机器人执行终端的位置,但是伺服电机需要通过传动装置驱动机器人执行终端进行运动,伺服电机通过传动装置驱动机器人执行终端转动,但是由于伺服电机与传动装置、传动装置与机器人执行器终端存在安装间隙,因此伺服电机的编码器只能检测的电机轴的位置信息,进而通过电机轴的位置信息在一定程度上反应机器人执行器终端的位置信息,该位置与机器人执行终端实际运动的位置存在一定的误差,同时机器人控制系统发出的指令位置与机器人执行终端实际要达到的位置也存在一定的误差,以上误差构成了机器人执行终端的开环误差。
本发明通过以下方法对机器人的开环误差进行补偿,具体过程如下:在本实施例中以机器人的最末端执行机构为例进行说明,机器人固定在工作台上,在工作台上还安装有可以用于检测机器人执行终端实际运动位置的跟踪仪。
1)根据机器人设计中机床所要进行测试的各种典型工况设置对应工况下的指令位置值,所述典型工况包括各种典型的位置、速度、加速度、加速度建立时间以及加加速度;
2)获取所述指令位置值对应的运动控制机构执行器终端实际运动位置值和在运动控制机构控制器中全闭环控制/半闭环控制中的位置反馈值,计算典型工况下的所述运动控制机构的开环动态误差值;位置检测仪器采用跟踪仪,跟踪仪的反射器(靶镜)固定在机器人执行终端上,跟踪仪固定在工作台上,将跟踪仪的采样周期设置为与伺服电机的编码器采样周期相同。锁紧机器人的运动关节,使得机器人执行终端仅可绕某一轴转动。跟踪仪和伺服电机编码器对机器人执行终端同步位置采集,获得两组数据组(采样序列);
伺服电机的编码器的读数:A=[A
跟踪仪的读数:B=[B
并将采集的数据组输入至计算机;
对上述两组数据分别进行零偏处理得到C数据组和D数据组
C
D
C
所有典型工况下,机器人执行终端的实际运动位置值为W
机器人执行终端的实际运动位置值为W
即:
所述典型工况下,机器人执行终端的半全闭环控制的位置反馈值(伺服电机的编码器的反馈值)为W
所述机器人的半全闭环控制的位置反馈值为W
即:
将C数据组和D数据组统一单位后求差得到E数据组就是机器人执行终端在当前方向运动时的开环误差,
E
计算所述典型工况下机器人执行终端的开环动态误差值W
其中,t
机器人执行终端开环动态误差值W
即:
3)根据所述指令位置值和所述开环动态误差值建立机器人执行终端绕C轴转动的开环误差补偿数据库;具体地,所述步骤3包括以下步骤,
根据设置的所述指令位置值W
其中,W
W
W
t
4)根据所述开环误差补偿数据库对任一典型工况下的机器人执行终端绕C轴转动指令位置值进行开环误差补偿。具体地,机器人执行典型工况指令时预读所述开环误差补偿数据库,在所述误差补偿数据库中查找与所述典型工况对应的开环动态误差值,通过公式(5)计算补偿后的指令位置:
W′
W
W
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种运动控制机构开环动态误差的补偿方法
- 用于开环控制和闭环控制具有发电机和异步机的内燃机的方法、开环控制和闭环控制机构以及内燃机