一种防振高效的蜗杆车刀及加工方法
文献发布时间:2023-06-19 09:38:30
技术领域
本发明涉及一种防振高效的蜗杆车刀及加工方法,属于刀具及夹具技术领域。
背景技术
蜗杆是指具有一个或几个螺旋齿,并且与蜗轮啮合而组成交错轴齿轮副的齿轮。蜗杆的齿形与梯形螺纹很相似,其分度曲面可以是圆柱面,圆锥面或圆环面。
蜗杆车刀:是一种采用蜗杆传动的切削刀具。通常圆柱形蜗杆都是用成型车刀。
刀尖宽度=0.697×模数-0.728×间隙(间隙=0.2×模数)。
常规的蜗杆车刀一般有蜗杆成形粗车刀和蜗杆成形精车刀两把,见图1和图2。
用常规的成形车刀车削蜗杆的技术的缺陷:
(1)采用高速钢W18Cr4V成形车刀车削蜗杆时,两侧刀刃与工件侧面容易发生摩擦,甚至三个刀刃同时参加切削,造成车削时工艺系统发生振动,粗车时振动造成噪声,精车时振动影响表面粗糙度
(2)采用高速钢W18Cr4V成形车刀粗车蜗杆时,由于蜗杆的齿形深,需要切除的毛坯余量多,只能选择较低的切削速度,生产效率低,导程大会出现“扎刀”现象。
发明内容
本发明为了解决上述背景技术中提到的技术问题,提出一种防振高效的蜗杆车刀及加工方法,用这种防振高效的蜗杆车刀粗车时,高效快速强有力,避免”扎刀”现象,不会发生大的振动;精车蜗杆时,保证齿形精度和表面粗糙度,并能防振。
本发明提出一种防振高效的蜗杆车刀及加工方法,包括刀杆和刀头,所述刀头插入刀杆端头的方孔中,并进行紧固,所述刀杆包括弹性刀杆体、两只弹簧圈、塑料螺母和弹性方套,所述刀杆体的上下两个开口中装入两个弹簧圈,所述刀杆体外套有弹性方套,刀杆体能在弹性方套中旋转,塑料螺母将刀杆体和弹性方套紧固在一起。
优选地,所述塑料螺母与弹性方套间设置有垫圈。
优选地,所述刀头插入刀杆体的方孔中并用螺钉紧固。
优选地,所述刀头分为粗车刀头和精车刀头。
优选地,所述刀头采用高速钢W18Cr4V材质。
一种所述的防振高效的蜗杆车刀的加工方法,具体包括以下步骤:
(1)粗车车刀安装时,使刀尖高于工件中心0.5mm,然后将刀头按蜗杆旋向及升角旋转刀所要求的方向及角度值,以保证两侧刃具有相同的进给剖面前角及后角,由于采用弹性刀杆体,在切削力的作用下,刀尖下沉1mm,因此刀具的工作高度将低于车床主轴回转轴心线,使实际工作后角增大;
(2)粗车按分层式切削方式进行,每次吃刀量2.5~3mm。
优选地,考虑到工件的承受能力和刀具强度,采用分三刀达到吃刀量2.5~3mm的方法:第一刀吃刀量1.5mm,第二刀切削前把小刀架向左摆0.5mm,吃刀量比第一刀增加0.5mm,第三刀切削前再向左赶0.5mm左右,吃刀量再增加0.5mm,挑过三刀以后,工件上的沟深已达2.5~3mm,以后每次吃刀量都相同,赶刀量增大为1mm左右,当向左赶刀到齿顶宽要求的A点时,把小刀架反摇,从左向右切第二层,切削和赶刀方法与第一层相同。
一种所述的防振高效的蜗杆车刀的加工方法,精车蜗杆时,采用成形法车削。
优选地,所述成形法车削为三面刃同时切削。
优选地,精车时,工件应以双顶尖孔定位夹紧,以确保加工精度,刀头两侧刃都保持在车床中心高平面内,以保证阿基米德蜗杆在轴向剖面内的直线齿形;精车刀安装时刀尖高度与车床中心等高或稍高于工件中心。
本发明所述的防振高效的蜗杆车刀及加工方法的有益效果为:
1、本发明所述的防振高效的蜗杆车刀,防振高效的蜗杆车刀,分为刀杆和刀头两大部分,而不是采用高速钢W18Cr4V成形车刀装在车床方刀架上,用螺钉压紧后开始切削。
2、本发明所述的防振高效的蜗杆车刀,刀杆主要由弹性刀杆体和弹性方套组成,在刀杆体的上下两个开口中装入两个弹簧圈,形成“双弹簧圈”结构,用以吸收振动,避免扎刀,刀杆体可在弹性方套中旋转,以获得所需要的螺旋升角,使两侧刃工作后角相等,塑料螺母5将刀杆体和弹性方套紧固在一起,起到阻尼的作用,用以吸收振动。
3、本发明所述的防振高效的蜗杆车刀的加工方法,在粗车中采用分层式切削方式,这种切削方式有较高的生产效率和较好的刀具耐用度,且刀具刃磨简单。
4、本发明所述的防振高效的蜗杆车刀的加工方法,精车蜗杆时,为了保证齿形精度和表面粗糙度,采用成形法车削,即三面刃同时切削,蜗杆车刀有防振降噪功能,能保证粗糙度,靠刀具精度保证蜗杆的齿形精度,靠机床的传动精度保证齿距精度。
5、本发明所述的防振高效的蜗杆车刀的加工方法,是一种先进的高效率加工方法,以加工模数m=5的45钢单头蜗杆为例,粗、精车一共只要11min,精度可达7~8级,蜗杆车刀有防振降噪功能,表面粗糙度可在Ra 1.6μm以下,完全可以达到一般的生产要求。
附图说明
构成本申请的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
在附图中:
图1为常规的蜗杆成形粗车刀的结构示意图一;
图2为常规的蜗杆成形粗车刀的结构示意图二;
图3为常规的蜗杆成形精车刀的结构示意图一;
图4为常规的蜗杆成形精车刀的结构示意图二;
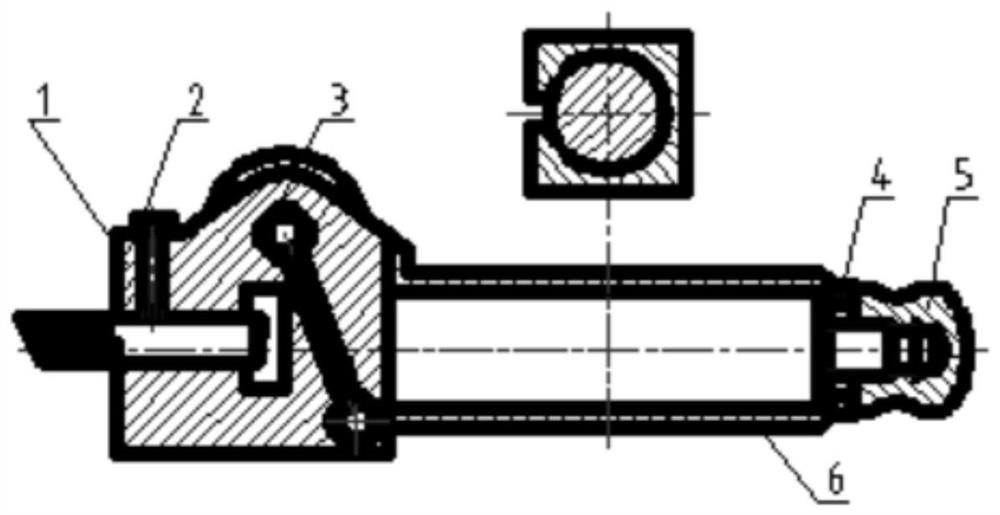
图5为本发明所述的一种防振高效的蜗杆车刀的结构示意图;
图6为本发明所述的一种防振高效的蜗杆车刀的俯视图;
图7为本发明所述的一种防振高效的蜗杆车刀粗车时切第一层的方法示意图;
图8为本发明所述的一种防振高效的蜗杆车刀粗车时切第二三四层的方法示意图;
其中,1-弹性刀杆体,2-螺钉,3-弹簧圈,4-垫圈,5-塑料螺母,6-弹性方套,7-刀头。
具体实施方式
以下结合附图对本发明的具体实施方式作进一步详细的说明:
具体实施方式一:参见图1-8说明本实施方式。本实施方式所述的防振高效的蜗杆车刀,包括刀杆和刀头7,所述刀头7插入刀杆端头的方孔中,并进行紧固,所述刀杆包括弹性刀杆体1、两只弹簧圈3、塑料螺母5和弹性方套6,所述刀杆体1的上下两个开口中装入两个弹簧圈3,所述刀杆体1外套有弹性方套6,刀杆体1能在弹性方套6中旋转,塑料螺母5将刀杆体1和弹性方套6紧固在一起。所述塑料螺母5与弹性方套6间设置有垫圈4。所述刀头7插入刀杆体1的方孔中并用螺钉2紧固。
所述防振高效的蜗杆车刀如图3所示,分为刀杆和刀头7两大部分。
所述刀杆主要由弹性刀杆体1和弹性方套6组成,在刀杆体1的上下两个开口中装入两个弹簧圈3,形成“双弹簧圈”结构,用以吸收振动,避免扎刀。刀杆体1可在弹性方套6中旋转,以获得所需要的螺旋升角,使两侧刃工作后角相等。塑料螺母5将刀杆体1和弹性方套6紧固在一起,起到阻尼的作用,用以吸收振动。刀头7插入刀杆体1的方孔中并用螺钉紧固,车床方刀架螺钉压紧刀杆后即可开始切削。
所述刀头7分粗车刀头和精车刀头两种。切削一般材料时采用高速钢W18Cr4V刀头。粗车刀头见图1和图2,精车刀头见图3和图4。
切削方式对生产效率、加工质量、切削负荷大小、刀具耐用度乃至刀具结构都有很大影响,实际生产中有很多种车削蜗杆的切削方式。防振高效的蜗杆车刀在粗车中采用分层式切削方式,这种切削方式有较高的生产效率和较好的刀具耐用度,且刀具刃磨简单。
精车蜗杆时,为了保证齿形精度和表面粗糙度,采用成形法车削,即三面刃同时切削,蜗杆车刀有防振降噪功能,能保证粗糙度,靠刀具精度保证蜗杆的齿形精度,靠机床的传动精度保证齿距精度。
粗车蜗杆操作要点:提高粗加工生产率是提高粗车蜗杆效率的关键,其要点的核心是高效。粗车车刀安装时,应使刀尖高于工件中心0.5mm左右,然后将刀头按蜗杆旋向及升角旋转刀所要求的方向及角度值,以保证两侧刃具有相同的进给剖面前角及后角α。由于采用弹簧刀杆,在切削力的作用下,刀尖下沉1mm左右,所以刀具的工作高度将低于车床主轴回转轴心线,使实际工作后角增大。
进刀方法:粗车按分层式切削方式进行,每次吃刀量2.5~3mm。根据生产实践经验,考虑到工件的承受能力和刀具强度,采用分三刀达到吃刀量2.5~3mm的方法。第一刀吃刀量1.5mm左右。第二刀切削前把小刀架向左摆0.5mm左右,吃刀量比第一刀增加0.5mm左右。第三刀切削前再向左赶0.5mm左右,吃刀量再增加0.5mm。挑过三刀以后,工件上的沟深已达2.5~3mm。以后每次吃刀量都相同,赶刀量增大为1mm左右。当向左赶刀到齿顶宽要求的A点时,把小刀架反摇,从左向右切第二层,切削和赶刀方法与第一层相同。
这样往复进刀和赶刀,分层切去粗车余量,在齿深和齿侧分别留出0.5mm的余量。见图7和图8。为提高粗车效率,可快速操作,具体要点如下:
(a)每次进刀时不停车,眼睛不看刻度盘,凭手感控制手柄的位置进刀。为此,当退刀和反车以后,马上摇动小刀架赶刀,然后即摇进横刀架做预先进刀。把手柄按要求进刀位置少摇半圈到一圈,在车床上由反转到正转的一刹那间,再迅速把手柄摇到应用的位置。
(b)蜗杆两端直径在车蜗杆前一律按蜗杆齿底尺寸车出两端直径。车蜗杆时,以该处圆柱面作为对刀基准,可做到不看刻度、不测量的情况下保证齿深。
(c)加工多头蜗杆时,每头先车两刀,划出沟来,并留出齿顶宽,然后再逐头按分层切削,可以节约大量的测量时间。
精车蜗杆加工操作要点。精车时,工件应以双顶尖孔定位夹紧,以确保加工精度。精车时,刀头两侧刃都应保持在车床中心高平面内,以保证阿基米德蜗杆在轴向剖面内的直线齿形。因此,弹性刀杆内的精车刀头要转回水平位置。精车刀安装时刀尖高度应与车床中心等高或稍高于工件中心。为保证蜗杆两侧刃齿形角正确无误,应该用样板对刀。保证蜗杆获得所需要的表面粗糙度主要该从下述几个方面入手:大前角、薄切削、低速、刀具表面低粗糙度及充分润滑等。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明。所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,还可以是上述各个实施方式记载的特征的合理组合,凡在本发明精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种防振高效的蜗杆车刀及加工方法
- 高效防喘振的二级轴流风机及其防喘振方法