一种用于点火器组件的自动装配机
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及自动装配机技术领域,特别涉及一种用于点火器组件的自动装配机。
背景技术
点火器组件通常包括电子板、点火器、电子卡簧、击锤、弹簧、坑板以及螺丝等配件。在点火器组件生产中,点火器组件的装配是一个非常重要的环节,一直以来都是采用人工装配的方式。这种装配方式要求大量的人力、物力和场地,而且会受到操作人员装配熟悉度、操作灵活度和职业素养等因素的影响,对产品产量和质量的稳定性都有很大的制约;人工装配劳动力消耗大、生产效率低、大大地增加了企业的生产成本,不利于企业的发展。
可见,现有技术还有待改进和提高。
发明内容
鉴于上述现有技术的不足之处,本发明的目的在于提供一种用于点火器组件的自动装配机,旨在解决现有的人工装配点火器组件浪费人力物力,生产效率低,成本高,而且影响产品质量和质量稳定性的问题。
为了达到上述目的,本发明采取了以下技术方案:
一种用于点火器组件的自动装配机,包括机台、电子板输送装置、点火器输送装置、卡簧输送装置、坑板输送装置、螺丝输送装置、自动循环输送装置、成品出料装置、电子板抓取机械手、第一装配机械手、第二装配机械手、自动点油装置、第三装配机械手、控制系统以及用于放置带弹簧的击锤的击锤承料架;所述卡簧输送装置用于将卡簧输送至点火器并与点火器装配;所述电子板抓取机械手用于将位于电子板输送装置上的电子板转移至自动循环输送装置上,所述第一装配机械手用于将装配有卡簧的点火器转移至位于自动循环输送装置上的电子板并进行装配,所述第二装配机械手用于将位于击锤承料架上的击锤转移至自动循环输送装置上并与点火器进行装配,所述自动点油装置用于将黄油推送至装配好的击锤上,所述第三装配机械手用于将坑板输送装置上的坑板和螺丝输送装置上的螺丝转移至自动循环输送装置上以完成装配。
所述的用于点火器组件的自动装配机中,所述电子板输送装置包括第一输送线和设于第一输送线输出端的移料装置;所述移料装置包括移料气缸,与移料气缸活塞杆连接的第一滑块,与第一滑块配合连接的第一滑轨以及固设于第一滑块顶部的承料块,第一滑轨与第一输送线异面垂直且固设于第一输送线的输出端;所述承料块设有与第一输送线输送面宽度一致的承料槽,所述承料槽用于承接第一输送线输出的电子板。
所述的用于点火器组件的自动装配机中,所述点火器输送装置包括第二输送线和设于第二输送线上方的挡料杆,挡料杆向下等距间隔设有多根挡柱,第二输送线的输出端设有装配台,所述装配台与第二输送线的连接处设有限位槽。
所述的用于点火器组件的自动装配机中,所述卡簧输送装置包括振动盘,用于将卡簧推送至点火器的推送装置以及用于将卡簧从振动盘转移至推送装置的提料装置;所述提料装置包括提料杆和用于驱动提料杆转动的伺服电机,提料杆的端部设有用于转移卡簧的第一套料杆;所述第一套料杆的尾端和提料杆的端部之间连接有第一压缩弹簧,所述第一套料杆和第一压缩弹簧外套设有第一挡块1234;所述推送装置包括旋转气缸和设于旋转气缸上方的旋转平台,旋转平台上设有相互平行的两个双活塞杆气缸以及对称设于双活塞气缸两侧的两个推料机构;所述推料机构与双活塞气缸的其中一根活塞杆连接,并包括有第二滑轨,与第二滑轨配合连接的第二滑块,与第二滑块固定连接的第二压缩弹簧以及与第二压缩弹簧连接的第二套料杆;所述第二套料杆和第二压缩弹簧外套设有第二挡块。
所述的用于点火器组件的自动装配机中,所述推料机构还包括固设于旋转平台下方的第一伸缩气缸,第一伸缩气缸的活塞杆沿竖直方向进行伸缩,所述旋转平台设有适于第一伸缩气缸活塞杆向上伸入的通孔。
所述的用于点火器组件的自动装配机中,还设有用于抬升击锤承料架的抬升装置;所述抬升装置包括抬升气缸以及用于放置击锤承料架的平台;所述平台与抬升气缸的活塞杆连接,抬升气缸设于所述机台台面的下方,所述机台设有适于平台通过的开口。
所述的用于点火器组件的自动装配机中,所述抬升装置的个数为2;机台台面上设有用于夹持击锤承料架的夹持机构,所述夹持机构对称设于所述开口的两侧,且夹持机构包括第二伸缩气缸以及与第二伸缩气缸活塞杆连接的压柱。
所述的用于点火器组件的自动装配机中,所述自动循环输送装置包括驱动电机,与驱动电机传动连接的传动机构以及设于传动机构上的产品支撑座;所述传动机构包括相互平行的两条输送线;所述输送线包括主动轮、从动轮以及绕设于主动轮和从动轮的传动带;所述主动轮均与驱动电机的输出轴相连,位于输送线上侧的传动带两侧设有导向条;所述导向条形成有用于卡接产品支撑座的导向槽。
所述的用于点火器组件的自动装配机中,所述自动点油装置包括点油阀、储油缸、点油阀下推气缸以及设于点油阀内的点油气缸;所述点油阀与点油下推气缸的活塞杆连接。
所述的用于点火器组件的自动装配机中,所述成品出料装置还包括出料槽。
有益效果:
本发明提供了一种用于点火器组件的自动装配机,通过各组件输送装置、抓取机械手、装配机械手、自动点油装置以及自动循环输送装置的相互配合,提高了点火器组件装配的自动化程度,提高了生产效率,无需顾忌操作人员装配熟悉度、操作灵活度和职业素养,装配稳定性好,能够改善产品的质量并保持产品稳定性,节约了生产成本,同时提高产品的市场竞争力。
附图说明
图1为具体实施方式中所述点火器组件的结构示意图。
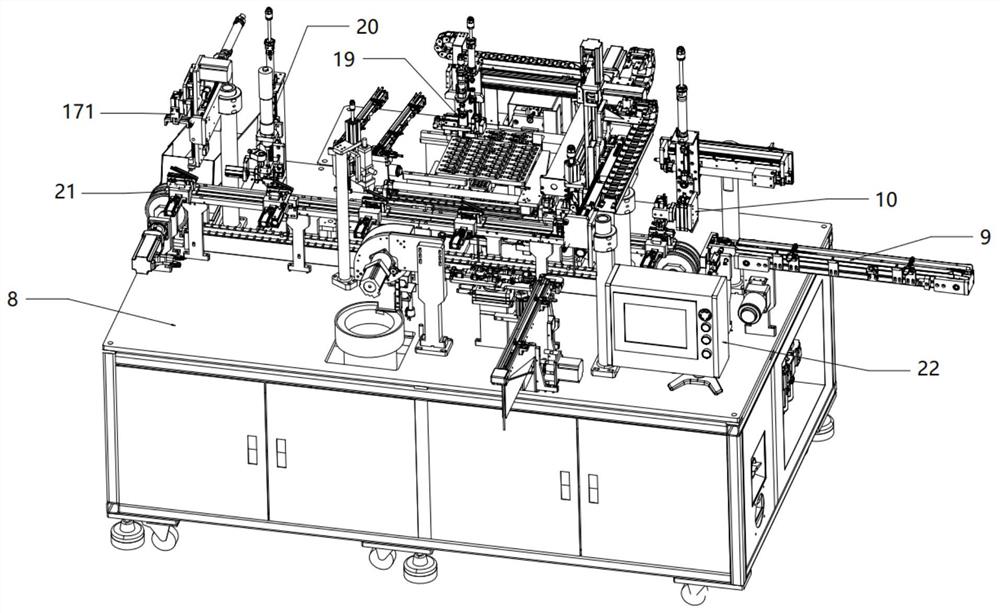
图2为所述的点火器组件的自动装配机的结构示意图一。
图3为所述的点火器组件的自动装配机的结构示意图二。
图4为所述的点火器组件的自动装配机的结构示意图三。
图5为所述电子板输送装置的结构示意图。
图6为所述卡簧输送装置的结构示意图。
图7为所述提料装置的位置关系图。
图8为图7中A部分的放大图。
图9为所述推送装置的结构示意图。
图10为图9中B部分的放大图。
图11为所述点火器输送装置的结构示意图。
图12为图11中C部分的放大图。
图13为所述抬升装置的位置关系图。
图14为图13中D部分的放大图。
图15为所述自动循环输送装置的结构示意图。
图16为图15中E部分的放大图。
图17为所述自动点油装置的结构示意图。
主要元件符号说明:
1-电子板;2-点火器;3-卡簧;4-击锤;5-弹簧;6-坑板;7-螺丝;
8-机台;
9-电子板输送装置;91-第一输送线;92-移料装置;921-移料气缸;922-第一滑块;923-第一滑轨;924-承料块;
10-电子板抓取机械手;
11-点火器输送装置;111-第二输送线;112-挡料杆;113-挡柱;
12-卡簧输送装置;121-振动盘;122-推送装置;1221-旋转平台;1222-旋转气缸;1223-双活塞杆气缸;1224-第二滑轨;1225-第二滑块;1226-第二套料杆;1227-第二挡块;1228-第一伸缩气缸;123-提料装置;1231-提料杆;1232-伺服电机;1233-第一套料杆;1234-第一挡块;
13-击锤承料架;
14-自动点油装置;141-点油阀;142-储油缸;143-点油阀下推气缸;144-支撑柱;145-第三滑块;146-第三滑轨;
15-坑板输送装置;16-螺丝输送装置;
17-成品出料装置;171-成品抓取机械手;172-出料槽;
18-第一装配机械手;19-第二装配机械手;20-第三装配机械手;
21-自动循环输送装置;211-驱动电机;212-传动机构;2121-主动轮;
2122-从动轮;2123-传动带;213-产品支撑座;
22-控制系统;
23-装配台;
24-抬升气缸;
25-导向槽;
26-夹持机构;261-第二伸缩气缸;262-压柱。
具体实施方式
本发明提供了一种用于点火器组件的自动装配机,为使本发明的目的、技术方案及效果更加清楚、明确,以下参照附图并举实施例对本发明作进一步详细说明。应当理解的是,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。为了助于理解本实施方式的技术方案,图1提供了点火器组件的结构分解图。
请参阅图2至图3,一种用于点火器组件的自动装配机,包括机台8、电子板输送装置9、电子板抓取机械手10、点火器输送装置11、卡簧输送装置12、用于放置带弹簧的击锤的击锤承料架13、自动点油装置14、坑板输送装置15、螺丝输送装置16、成品出料装置17、第一装配机械手18、第二装配机械手19、第三装配机械手20、自动循环输送装置21以及控制系统22;其中,所述成品出料装置17包括成品抓取机械手171,所述控制系统22可用于控制上述输送装置、抓取机械手以及装配机械手。
自动装配机工作时,点火器输送装置11把摆放好的点火器输送至装置的输出端,而后卡簧输送装置12将卡簧输送至点火器处并与点火器进行装配;电子板输送装置9将位于电子板输送装置9上的电子板输送至装置的输出端,通过电子板抓取机械手10将位于装置输出端的电子板转移至自动循环输送装置21上,电子板在自动循环输送装置21上行进至第一装配机械手18的作业区后,第一装配机械手18将装配有卡簧的点火器转移至位于自动循环输送装置21上的电子板并进行装配;待完成电子板、点火器以及卡簧三组件的装配后,自动循环输送装置21继续将该三组件输送至第二装配机械手19的作业区,此时,第二装配机械手19将位于击锤承料架上的带弹簧的击锤转移至自动循环输送装置21上并与已装配好的三组件进行装配;待完成点火器、电子板、卡簧、击锤以及弹簧五组件的装配后,自动循环输送装置21将该五组件输送至自动点油装置14的作业物,通过自动点油装置14将一定量的黄油推送至击锤上,以完成点油操作;完成点油操作后,自动循环输送装置21将已完成装配的五组件输送至第三装配机械手20的作业区,通过第三装配机械手20使位于坑板输送装置15上的坑板与电子板压紧,同时第三装配机械手20将螺栓输送装置上的螺丝固定于装配好的点火器组件上,从而完成点火器所有组件的装配。完成整个装配作业后,成品抓取机械手171将装配好的成品进行抓取。通过所述各装置和机械手的协同作用,整个点火器组件的装配过程自动化程度高,能够提高生产效率,同时装配稳定性好,有利于保持产品质量的稳定。
优选的,所述电子板输送装置9包括第一输送线91和设于第一输送线91输出端的移料装置92;所述移料装置92包括移料气缸921,与移料气缸921活塞杆连接的第一滑块922,与第一滑块922配合连接的第一滑轨923以及固设于第一滑块922顶部的承料块924,第一滑轨923与第一输送线91异面垂直且固设于第一输送线91的输出端;所述承料块924设有与第一输送线91输送面宽度一致的承料槽,所述承料槽用于承接第一输送线91输出的电子板。
本实施例中,移料气缸921的活塞杆未伸出时,承料块924的承料槽与第一输送线91的输送面处于同一直线上。电子板输送装置9工作时,第一输送线91将电子板输送至承料块924上;而后控制系统22开启移料气缸921,使移料气缸921的活塞杆伸出,并推动第一滑块922连同承料块924沿第一滑轨923朝电子板抓取机械手10移动,便于电子板抓取机械手10快速抓取电子板,并将电子板转移至自动循环输送装置21上。更优的,承料块924可移动至与自动循环输送装置21处于同一直线的位置,只需机械手两轴移动便能对电子板进行抓取和转移,节省了作业时间。
请参阅图3、图4、图11和图12,优选的,所述点火器输送装置11包括第二输送线111和设于第二输送线111上方的挡料杆112,挡料杆112向下等距间隔设有多根挡柱113,第二输送线111的输出端设有装配台23,所述装配台23与第二输送线111的连接处设有限位槽。
上述实施例中,第二输送线111将点火器输送至装配台23上,以待卡簧输送装置12将卡簧转移至点火器并进行装配。同时,通过设置限位槽,以阻止点火器由于惯性作用继续向前行进,同时对点火器进行限位以便与卡簧进行装配。此外,挡料杆112可上下移动,当装配台23承接有点火器时,挡料杆112下移,通过挡柱113使位于第二输送线111上的点火器继续行进;待第一装配机械手18将装配有卡簧的点火器转移出装配台23后,挡料杆112上移,从而使位于第二输送线111上的点火器进行行进,并进行下一轮作业。更优的,所述第一输送线91上方同样设有挡料杆,其结构和工作原理与本实施例的情形一致,在此不做说明。
请参阅图3以及图6至图10,进一步的,所述卡簧输送装置12包括振动盘121,用于将卡簧推送至点火器的推送装置122以及用于将卡簧从振动盘121转移至推送装置122的提料装置123;所述提料装置123包括提料杆1231和用于驱动提料杆1231转动的伺服电机1232,伺服电机1232的输出轴固设有一定轮(附图未示出),提料杆1231穿设于定轮并与定轮固定连接,且提料杆1231处于竖直方向时其下端设有用于转移卡簧的第一套料杆1233;第一套料杆1233与提料杆1231平行,且第一套料杆1233的尾端和提料杆1231的端部之间连接有第一压缩弹簧(附图未示出),所述第一套料杆1233和第一压缩弹簧外套设有第一挡块1234;所述推送装置122包括旋转气缸1222和设于旋转气缸1222上方的旋转平台1221,旋转平台1221上设有相互平行的两个双活塞杆气缸1223以及对称设于双活塞杆气缸1223两侧的两个推料机构;所述推料机构与双活塞杆气缸1223的其中一根活塞杆连接,并包括有第二滑轨1224,与第二滑轨1224配合连接的第二滑块1225,与第二滑块1225固定连接的第二压缩弹簧以及与第二压缩弹簧连接的第二套料杆1226;所述第二套料杆1226和第二压缩弹簧外套设有第二挡块1227。
其中,本实施例中所采用的卡簧为弧形,其中心位置设有定位孔;所述提料装置123的工作原理如下:
提料杆1231位于竖直方向时,呈现内凹状态的卡簧行进至振动盘121出料口处后,卡簧的外侧首先向上顶持第一套料杆1233,由于卡簧中心孔位的高度低于外侧的高度,因而卡簧继续行进时难以对第一套料杆1233维持顶持状态,而第一套料杆1233可借助第一压缩弹簧的复位,而向下移动并同时穿过定位孔,从而完成卡簧的提料作业。待完成提料作业后,控制系统22控制伺服电机1232运转,使定轮转动,带动提料杆1231逆时针朝推送装置122转动,从而将第一套料杆1233上的卡簧转移至推送装置122上进行下一步作业。
其中,提料杆1231逆时针转动至推送装置122一侧时,第一套料杆1233和推料机构中的第二套料杆1226处于同一直线上,同样的,点火器的定位杆与第二套料杆1226处于同一直线上。具体的,所述推送装置122的工作原理如下:
在提料杆1231转动至推料机构的一侧后,与位于提料杆1231一侧的推料机构连接的双活塞杆气缸1223运转,带动第二滑块1225连同第二套料杆1226一起向前移动,同时使第二套料杆1226对第一套料杆1233产生挤压。第二套料杆1226对第一套料杆1233进行挤压时,第二套料杆1226能够进入到第一挡块1234内,而原先位于第一套料杆1233上的卡簧只能挡于第一挡块1234外并被套设于第二套料杆1226上,完后双活塞杆将第二滑块1225拉回,从而使卡簧被转移至第二套料杆1226上。
完成上述操作后,通过控制系统22使旋转气缸1222运转,并使旋转平台1221旋转180°,使载有卡簧的推料机构旋转至装配台23的一侧。而此时与两个推料机构连接的双活塞杆气缸1223同时运转,分别用于接收提料装置123上的卡簧以及将卡簧推送至点火器。推料机构推送卡簧时,第二滑块1225连同第二套料杆1226一同朝点火器移动,而第二套料杆1226能在行进的过程中受到定位柱的挤压,同时定位柱能够进入到第二挡块1227内,而原先位于第二套料杆1226上的卡簧只能挡于第二挡块1227外并被套设于定位杆上,完后双活塞杆将第二滑块1225拉回,从而使卡簧被装配至点火器上。
上述实施例通过借助提料装置123和推送装置122的协同作用,使卡簧的输送、点火器的输送以及两组件的装配全部自动化。进一步的,所述推料机构还包括固设于旋转平台1221下方的第一伸缩气缸1228,第一伸缩气缸的活塞杆沿竖直方向进行伸缩,所述旋转平台1221设有适于第一伸缩气缸活塞杆向上伸入的通孔。通过设置第一伸缩气缸,使旋转平台1221完成转向后,对其进行固定,避免进行推料作业时,旋转平台1221出现摆动,影响推料作业。
请参阅图3、图13和图14,优选的,所述点火器组件的自动装配机还设有用于抬升击锤承料架13的抬升装置;所述抬升装置包括抬升气缸24以及用于放置击锤承料架13的平台(附图未示出);所述平台与抬升气缸24的活塞杆连接,抬升气缸24设于所述机台8台面的下方,所述机台8设有适于平台通过的开口。
将带弹簧的击锤装配至点火器时,抬升气缸24活塞杆向上伸出,而平台和击锤承料架能够抬升至一定高度,便于第二装配机械手19从击锤承料架13上抓取击锤并进行装配作业。
进一步的,上述实施例中,所述抬升装置的个数为2;机台8台面上设有用于夹持击锤承料架13的夹持机构26,所述夹持机构对称设于所述开口的两侧,且夹持机构包括第二伸缩气缸261以及与第二伸缩气缸活塞杆连接的压柱262。
实际使用时,两个抬升装置的抬升气缸24活塞杆能够伸出不同的高度,可同时放置高度不同的两个击锤承料架13,其中一个击锤承料架13上的击锤抓取装配完后,第二装配机械手19可继续抓取另一高度击锤承料架13上的击锤,而空载的击锤承料架13可通过抬升气缸24活塞杆的收缩带回到机台8台面上,以进行装料;装料完成后,击锤承料架13再次抬升,以待机械手抓取。此外,击锤承料架13处于抬升状态时,可使第二伸缩气缸的活塞杆伸出,并使对称设置的压柱对击锤承料架13进行抵压,以使第二装配机械手19抓取击锤时,击锤承料架13不会出现不平衡的问题,避免出现生产意外,确保整个装配作业顺利进行。
请参阅图2、图3、图15和图16,优选的,所述自动循环输送装置21包括驱动电机211,与驱动电机211传动连接的传动机构212以及设于传动机构212上的产品支撑座213;所述传动机构212包括相互平行的两条输送线;所述输送线包括主动轮2121、从动轮2122以及绕设于主动轮2121和从动轮2122的传动带2123;所述主动轮2121均与驱动电机211的输出轴相连,位于输送线上侧的传动带2123两侧设有导向条;所述导向条形成有用于卡接产品支撑座213的导向槽25,本实施例中,产品支撑座213的底部对称设有卡接于所述导向槽25的凸块,以使传动带2123运送产品支撑座213时,产品支撑座213始终沿同一水平线行进,确保作业参数预先设置好的的各机械手在作业时,都能够顺利接触各组件,从而使装配和出料作业都能够正常进行。
上述实施例中,所述产品支撑座213用于装载装配程度不同的点火器组件,产品支撑座213将装配程度不同的点火器组件沿输送线输送至不同的作业区以进行装配和出料作业。
请参阅图17,优选的,所述自动点油装置14包括点油阀141、储油缸142、点油阀下推气缸143以及设于点油阀141内的点油气缸(附图未示出);所述点油阀141与点油下推气缸的活塞杆连接。
上述实施例中,自动点油装置14还包括支撑柱144,支撑柱144柱面设有第三滑轨146;点油阀141连接有可沿第三滑轨146上下移动的第三滑块145。自动点油装置14工作时,点油下推气缸活塞杆向下伸出,推动点油阀141沿第三滑轨146向下移动至点油位,而后点油气缸工作将储油缸142内的黄油由点油阀141推送至击锤上,以完成点油操作。
优选的,所述成品出料装置17还包括出料槽172,成品抓取机械手171抓取装配好的点火器组件,并转移到出料槽172中以完成出料作业。
综上所述,本发明通过各组件输送装置、抓取机械手、装配机械手、自动点油装置以及自动循环输送装置的相互配合,提高了点火器组件装配的自动化程度,提高了生产效率,无需顾忌操作人员装配熟悉度、操作灵活度和职业素养,装配稳定性好,能够改善产品的质量并保持产品稳定性,节约了生产成本,同时提高产品的市场竞争力。
可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及其发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
- 一种用于点火器组件的自动装配机
- 一种用于压电陶瓷点火器电子头的自动装配机