一种锰矿焙烧回转窑系统
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及锰矿焙烧技术领域,尤其涉及一种锰矿焙烧回转窑系统。
背景技术
焙烧,是指在一定温度下,于空气或惰性气流中进行热处理,也称为煅烧。在锰矿焙烧冶金工艺中,进行焙烧不仅使物料化学性质上适于后续作业,而且也提供了适宜的物理状态。回转窑是指旋转煅烧窑,对散状或浆状物料进行加热处理的热工设备。其特点是:(1)低速重载;(2)环境温度高,回转窑筒体表面温度往往在200℃以上,向四周辐射大量的热量;(3)环境粉尘多,回转窑的密封带和窑灰输送设备及窑尾烟囱均向周围散落灰尘;(4)窑衬破环程度随各段带温度不同而异,易造成局部耐火材料的损坏;(5)窑内存在粉料滑动堆积,部分颗粒物料焙烧不透,导致粉料“死烧”和颗粒物料的品质无法保证。
锰矿焙烧工艺过程中会产生多种污染环境的烟气,尤其是在回转窑反应不充分的情况下会产生更多污染环境的烟气,目前的回转窑都是直接对产生的烟气进行处理以减少对环境的污染,但这种处理方式不能准确监控烟气量,投入成本高,资源浪费严重。
发明内容
为此,本发明提供一种锰矿焙烧回转窑系统,可以有效解决现有技术中的技术问题。
为实现上述目的,本发明提供一种锰矿焙烧回转窑系统,包括:
配料系统、给料系统、回转窑、尾气除尘系统和煤气燃烧器,所述回转窑分别与所述配料系统、所述给料系统、所述尾气除尘系统和所述煤气燃烧器连接,所述配料系统用以进行配料和控料,所述给料系统用以进行喂料,所述回转窑用以进行焙烧反应,所述尾气除尘系统用以对出窑尾气进行处理,所述煤气燃烧器用以给回转窑提供火焰;
所述配料系统包括配料皮带秤,所述配料皮带秤用以进行配料和控料;
所述给料系统包括圆盘给料机和给料溜槽,所述圆盘给料机和所述给料溜槽连接,所述圆盘给料机和所述给料溜槽均用以给回转窑连续喂料;
所述尾气除尘系统包括冷却器、布袋式除尘器、引风机和烟囱,所述冷却器、所述布袋式除尘器、所述引风机和所述烟囱依次连接,所述冷却器用以冷却出窑尾气,所述布袋式除尘器用以去除含尘气体中的颗粒物以达到环保要求,所述引风机用以将除尘后的烟气引到烟囱位置进行排放,所述烟囱用以排放烟气;
所述煤气燃烧器包括煤气烧嘴和控制阀组,所述煤气烧嘴和所述控制阀组连接,所述控制阀组包括温度控制阀和火焰控制阀,所述煤气烧嘴用以将助燃风和煤气形成旋流或直流,所述温度控制阀用以对燃烧温度进行控制,所述火焰控制阀用以对燃烧火焰进行控制;
所述冷却器设置有出窑尾气检测装置,用以实时检测出窑尾气中各种烟气的含量;
所述出窑尾气检测装置包括一控制模块,其为PLC控制板,PLC控制板设置有出窑尾气矩阵S(A,B,C),其中A表示第一污染烟气量,B表示第二污染烟气量,C表示第三污染烟气量;
设置预设第一污染烟气量A0,预设第二污染烟气量B0,预设第三污染烟气量C0;
所述配料皮带秤设置有质量检测装置,用以检测进行配料的锰矿质量,设置锰矿质量为M;
所述质量检测装置包括一控制模块,其为PLC控制板,PLC控制板设置有锰矿质量标准矩阵M0(M1,M2,M3),M1<M2<M3,其中M1表示第一标准质量,M2表示第二标准质量,M3表示第三标准质量;
所述质量检测装置包括一控制模块,其为PLC控制板,PLC控制板还设置有锰矿增量标准矩阵m0(m1,m2),m1<m2,其中m1表示第一标准增量,m2表示第二标准增量;
在确定的某一时刻,若锰矿质量M=第一标准质量M1,获取第一污染烟气量A的值,若第一污染烟气量A>预设第一污染烟气量A0,调节圆盘给料机和给料溜槽,给回转窑喂料第一标准增量m1;
若第一污染烟气量A≤预设第一污染烟气量A0,获取第二污染烟气量B的值,若第二污染烟气量B>预设第二污染烟气量B0,调节圆盘给料机和给料溜槽,给回转窑喂料第一标准增量m1;
若第二污染烟气量B≤预设第二污染烟气量B0,获取第三污染烟气量C的值,若第三污染烟气量C>预设第三污染烟气量C0,调节圆盘给料机和给料溜槽,给回转窑喂料第一标准增量m1;
若第三污染烟气量C≤预设第三污染烟气量C0,则回转窑焙烧反应充分。
进一步地,在确定的某一时刻,若锰矿质量M=第二标准质量M2,获取第一污染烟气量A的值,若第一污染烟气量A>预设第一污染烟气量A0,调节圆盘给料机和给料溜槽,给回转窑喂料第二标准增量m2;
若第一污染烟气量A≤预设第一污染烟气量A0,获取第二污染烟气量B的值,若第二污染烟气量B>预设第二污染烟气量B0,调节圆盘给料机和给料溜槽,给回转窑喂料第二标准增量m2;
若第二污染烟气量B≤预设第二污染烟气量B0,获取第三污染烟气量C的值,若第三污染烟气量C>预设第三污染烟气量C0,调节圆盘给料机和给料溜槽,给回转窑喂料第二标准增量m2;
若第三污染烟气量C≤预设第三污染烟气量C0,则回转窑焙烧反应充分。
进一步地,在确定的某一时刻,若锰矿质量M=第三标准质量M3,若出窑尾气矩阵S(A,B,C)中的任一参数小于其对应的预设值,调节温度控制阀调大预设量Q1,同时控制火焰控制阀调大预设量Q11;
若出窑尾气矩阵S(A,B,C)中的各个参数均小于或等于其对应的预设值,则回转窑焙烧反应充分;
设置最大预设量Q0,预设量Q1为Q0/10,预设量Q11为Q0/20。
进一步地,所述给料系统还包括窑前缓存料仓和第一针型阀,所述窑前缓存料仓和所述第一针型阀连接,所述窑前缓存料仓用以缓存锰矿,所述第一针型阀用以检修所述圆盘给料机;
所述窑前缓存料仓设置有称重传感器,作为求料信号。
进一步地,还包括上料系统,所述上料系统与所述给料系统连接,所述上料系统包括上料大倾角皮带机,用以将称重后的锰矿输送至所述窑前缓存料仓。
进一步地,还包括出料系统,所述出料系统与所述回转窑连接,用以对出窑锰矿熟料进行处理;
所述出料系统包括窑头保温缓存仓、高温放料阀和链板机,所述窑头保温缓存仓、所述高温放料阀和所述链板机依次连接,所述窑头保温缓存仓用以对出窑锰矿熟料进行暂存,所述高温放料阀用以进行开启/关闭所述窑头保温缓存仓,所述链板机用以输送出窑锰矿熟料。
进一步地,所述回转窑设置有功能带,所述功能带用以将回转窑内的锰矿进行预热、干燥、升温、焙烧和冷却。
进一步地,还包括助燃风机和配风风机,所述助燃风机和所述配风风机均与所述煤气燃烧器连接,所述助燃风机用以助燃,所述配风风机用以输送大气中的风。
进一步地,所述配料系统还包括地下受料仓、第二针型阀、配料大倾角皮带机和窑尾加料车间缓存料仓,所述地下受料仓、所述第二针型阀、所述配料大倾角皮带机和所述窑尾加料车间缓存料仓依次连接,所述地下收料仓用以存放合格的锰矿,所述第二针型阀用以检修所述配料皮带秤,所述配料大倾角皮带机用以将所述地下受料仓中的锰矿运输至所述窑尾加料车间缓存料仓,所述窑尾加料车间缓存料仓用以缓存锰矿。
进一步地,还包括回转窑控制系统,所述回转窑控制系统与所述回转窑链接,用以远程控制回转窑调速、窑体各点温度和压力显示。
与现有技术相比,本发明的有益效果在于,出窑尾气检测装置检测出窑尾气中各种烟气的含量,质量检测装置检测进行配料的锰矿质量,当出窑尾气中烟气含量超过预设值时,说明回转窑中的焙烧反应不充分,通过调节圆盘给料机和给料溜槽,给回转窑喂料以增加回转窑中的锰矿质量,使得回转窑中的焙烧反应更加充分,从而减少烟气量的排出,节省处理烟气的成本和资源,减少环境污染。
进一步地,回转窑内锰矿质量大但污染烟气量大时,通过调节温度控制阀使温度增大,同时控制火焰控制阀使火焰增大,从而可以使回转窑内焙烧反应更加充分,进而减少烟气量的排出,节省处理烟气的成本和资源,减少环境污染。
附图说明
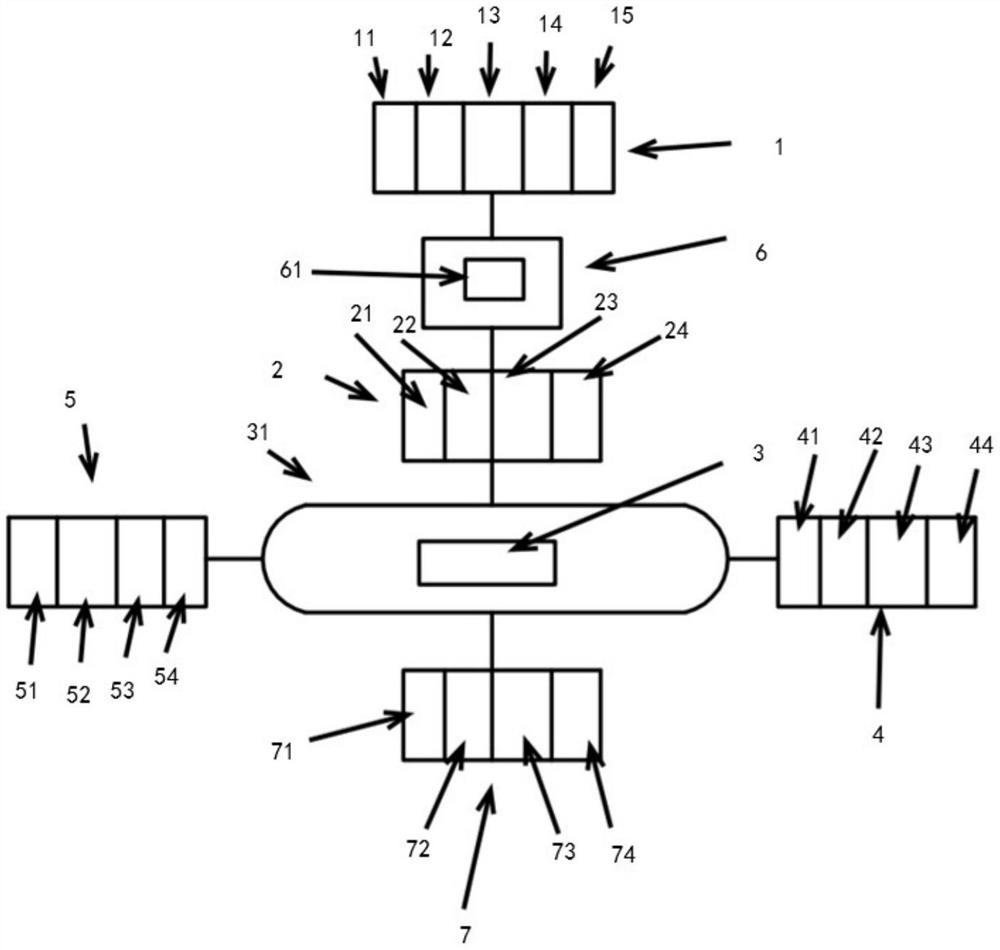
图1为本发明所述锰矿焙烧回转窑系统结构示意图。
具体实施方式
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
请参阅图1所示,其为本发明所述锰矿焙烧回转窑系统的结构示意图。本发名提供一种锰矿焙烧回转窑系统,包括:
配料系统1、给料系统2、回转窑3、尾气除尘系统4和煤气燃烧器5,所述回转窑3分别与所述配料系统1、所述给料系统2、所述尾气除尘系统4和所述煤气燃烧器5连接,所述配料系统1用以进行配料和控料,所述给料系统2用以进行喂料,所述回转窑3用以进行焙烧反应,所述尾气除尘系统4用以对出窑尾气进行处理,所述煤气燃烧器5用以给回转窑3提供火焰;所述配料系统1,包括配料皮带秤13,所述配料皮带秤13用以进行配料和控料,所述配料皮带秤13采用拖曳式皮带秤,能够变频调速,规格为B800,长度为2900mm;所述给料系统2,包括圆盘给料机23和给料溜槽24,所述圆盘给料机23和所述给料溜槽24连接,所述圆盘给料机23和所述给料溜槽24均用以给回转窑3连续喂料,所述圆盘给料机23规格为DK20,能够变频调速,形式为密闭吊挂式;所述尾气除尘系统4,包括冷却器41、布袋式除尘器42、引风机43和烟囱44,所述冷却器41、所述布袋式除尘器42、所述引风机43和所述烟囱44依次连接,所述冷却器41用以冷却出窑尾气,所述布袋式除尘器42用以去除含尘气体中的颗粒物以达到环保要求,所述引风机43用以将除尘后的烟气引到烟囱44位置进行排放,所述烟囱44用以排放烟气;所述煤气燃烧器5,包括煤气烧嘴51和控制阀组52,所述煤气烧嘴51和所述控制阀组52连接,所述控制阀组52包括温度控制阀和火焰控制阀,所述煤气烧嘴51用以将助燃风和煤气形成旋流或直流,所述温度控制阀用以对燃烧温度进行控制,所述火焰控制阀用以对燃烧火焰进行控制,所述煤气烧嘴51由多个空心套筒和一个螺旋导流体组成,所述煤气燃烧器5采用SR四通道燃气燃烧器,型号为SR2-250Q/20T,单台供热能力:3000×104kcal/h,该燃烧器使用寿命长,火焰稳定,燃尽率高,节能降耗,安装维修、更换头部零件简单方便;所述冷却器41设置有出窑尾气检测装置,用以实时检测出窑尾气中各种烟气的含量;所述出窑尾气检测装置包括一控制模块,其为PLC控制板,PLC控制板设置有出窑尾气矩阵S(A,B,C),其中A表示第一污染烟气量,B表示第二污染烟气量,C表示第三污染烟气量,所述各种烟气及含量根据后续矿热炉冶炼的配料要求而有所变化;设置预设第一污染烟气量A0,预设第二污染烟气量B0,预设第三污染烟气量C0;所述配料皮带秤13设置有质量检测装置,用以检测进行配料的锰矿质量,设置锰矿质量为M;所述质量检测装置包括一控制模块,其为PLC控制板,PLC控制板设置有锰矿质量标准矩阵M0(M1,M2,M3),M1<M2<M3,其中M1表示第一标准质量,M2表示第二标准质量,M3表示第三标准质量;所述质量检测装置包括一控制模块,其为PLC控制板,PLC控制板还设置有锰矿增量标准矩阵m0(m1,m2),m1<m2,其中m1表示第一标准增量,m2表示第二标准增量;在确定的某一时刻,若锰矿质量M=第一标准质量M1,获取第一污染烟气量A的值,若第一污染烟气量A>预设第一污染烟气量A0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第一标准增量m1;若第一污染烟气量A≤预设第一污染烟气量A0,获取第二污染烟气量B的值,若第二污染烟气量B>预设第二污染烟气量B0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第一标准增量m1;若第二污染烟气量B≤预设第二污染烟气量B0,获取第三污染烟气量C的值,若第三污染烟气量C>预设第三污染烟气量C0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第一标准增量m1;若第三污染烟气量C≤预设第三污染烟气量C0,则回转窑3焙烧反应充分。本发明实施例中的出窑尾气检测装置检测出窑尾气中各种烟气的含量,质量检测装置检测进行配料的锰矿质量,当出窑尾气中烟气含量超过预设值时,说明回转窑3中的焙烧反应不充分,通过调节圆盘给料机23和给料溜槽24,给回转窑3喂料以增加回转窑3中的锰矿质量,使得回转窑3中的焙烧反应更加充分,从而减少烟气量的排出,节省处理烟气的成本和资源,减少环境污染。
具体而言,在确定的某一时刻,若锰矿质量M=第二标准质量M2,获取第一污染烟气量A的值,若第一污染烟气量A>预设第一污染烟气量A0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第二标准增量m2;若第一污染烟气量A≤预设第一污染烟气量A0,获取第二污染烟气量B的值,若第二污染烟气量B>预设第二污染烟气量B0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第二标准增量m2;若第二污染烟气量B≤预设第二污染烟气量B0,获取第三污染烟气量C的值,若第三污染烟气量C>预设第三污染烟气量C0,调节圆盘给料机23和给料溜槽24,给回转窑3喂料第二标准增量m2;若第三污染烟气量C≤预设第三污染烟气量C0,则回转窑3焙烧反应充分。本发明实施例中的出窑尾气中烟气含量超过预设值时,说明回转窑3中的焙烧反应不充分,通过调节圆盘给料机23和给料溜槽24,给回转窑3喂料以增加回转窑3中的锰矿质量,使得回转窑3中的焙烧反应更加充分,从而减少烟气量的排出,节省处理烟气的成本和资源,减少环境污染。
具体而言,在确定的某一时刻,若锰矿质量M=第三标准质量M3,若出窑尾气矩阵S(A,B,C)中的任一参数小于其对应的预设值,调节温度控制阀调大预设量Q1,同时控制火焰控制阀调大预设量Q11;若出窑尾气矩阵S(A,B,C)中的各个参数均小于或等于其对应的预设值,则回转窑焙烧反应充分;设置最大预设量Q0,预设量Q1为Q0/10,预设量Q11为Q0/20。本发明实施例中的回转窑3内锰矿质量大但污染烟气量大时,通过调节温度控制阀使温度增大,同时控制火焰控制阀使火焰增大,从而可以使回转窑3内焙烧反应更加充分,进而减少烟气量的排出,节省处理烟气的成本和资源,减少环境污染。
具体而言,所述给料系统2还包括窑前缓存料仓21和第一针型阀22,所述窑前缓存料仓21和所述第一针型阀22连接,所述窑前缓存料仓21用以缓存锰矿,所述第一针型阀22用以检修所述圆盘给料机23,所述窑前缓存仓有效容积为30m3,板材规格为12mm,材质为Q235,所述第一针型阀22规格为400x400mm;所述窑前缓存料仓21设置有称重传感器,作为求料信号,所述称重传感器为25t称重传感器,共有4个,是一种高强度双端梁称重传感器,可提供理想的称重性能。本发明实施例中的窑前缓存料仓21将缓存的锰矿通过圆盘给料机23和给料溜槽24给回转窑3喂料,从而能够通过控制喂料的量来控制回转窑3内的焙烧反应。
具体而言,还包括上料系统6,所述上料系统6与所述给料系统2连接,所述上料系统6包括上料大倾角皮带机61,用以将称重后的锰矿输送所述至窑前缓存料仓21,所述上料大倾角皮带机61采用B1000大倾角皮带机,耐高温,使用寿命长。
具体而言,还包括出料系统7,所述出料系统7与所述回转窑3连接,用以对出窑锰矿熟料进行处理;所述出料系统7包括窑头保温缓存仓71、高温放料阀72和链板机73,所述窑头保温缓存仓71、所述高温放料阀72和所述链板机73依次连接,所述窑头保温缓存仓71用以对出窑锰矿熟料进行暂存,所述高温放料阀72用以进行开启/关闭所述窑头保温缓存仓71,所述链板机73用以输送出窑锰矿熟料,所述窑头保温缓存仓71的容积约为20m3,所述链板机73规格为B800,长度约为30米,根据焙烧后的锰矿温度有所变化,所述链板机73将锰矿熟料输送至锰矿干燥料棚中,采用自然冷却对焙烧后的锰矿熟料进行降温,然后用铲车将冷却后的锰矿熟料装运至自卸车中,自卸车将锰矿熟料运送至矿热炉配料站受料仓中,进入矿热炉冶炼配料系统1工序。本发明实施例中的窑头保温缓存仓71将经过焙烧反应后的锰矿熟料进行暂存,需要时,高温放料阀72开启,链板机73将窑头保温缓存仓71中的锰矿熟料运输至下一工序,从而能够保证整个工序的连贯性。
具体而言,所述回转窑3设置有功能带31,所述功能带31用以将回转窑3内的锰矿进行预热、干燥、升温、焙烧和冷却。从而能够得到更好的锰矿熟料。
具体而言,还包括助燃风机53和配风风机54,所述助燃风机53和所述配风风机54均与所述煤气燃烧器5连接,所述助燃风机53用以助燃,所述配风风机54用以输送大气中的风。本发明实施例中的煤气燃烧器5燃烧煤气时,助燃风机53和配风风机54对燃料燃烧器进行助燃和加风,使煤气燃烧器5中的燃料燃烧更加充分,从而能够节省时间,减少燃料燃烧不充分造成的浪费。
具体而言,所述配料系统1还包括地下受料仓11、第二针型阀12、配料大倾角皮带机14和窑尾加料车间缓存料仓15,所述地下受料仓11、所述第二针型阀12、所述配料大倾角皮带机14和所述窑尾加料车间缓存料仓15依次连接,所述地下收料仓用以存放合格粒度的锰矿,所述第二针型阀12用以检修所述配料皮带秤13,所述配料大倾角皮带机14用以将所述地下受料仓11中的锰矿运输至所述窑尾加料车间缓存料仓15,所述窑尾加料车间缓存料仓15用以缓存锰矿,所述合格粒度的锰矿通过装载机或翻斗车送至地下受料仓11,所述地下受料仓11一共有3个,每个地下受料仓11有效容积为30m3,地下受料仓11上口尺寸为4500x4500mm,板材厚度均为12mm,地下受料仓11上设重型篦板,板材厚度为12mm,材质均为Q235,所述第二针型阀12规格为400x400mm。本发明实施例中的地下受料仓11将原料厂内合格粒度的锰矿进行存放,配料皮带秤13将存放的锰矿进行称重,配料大倾角皮带机14将存放的锰矿运输至窑尾加料车间缓存料仓15进行缓存,从而能够为锰矿进入上料系统6做好准备。
具体而言,还包括回转窑3控制系统,所述回转窑3控制系统与所述回转窑3链接,用以远程控制回转窑3调速、窑体各点温度和压力,所述回转窑3控制系统采用西门子S7-300系列,CPU采用315-2PN/DP,上位机使用工业控制计算机,编程软件使用西门子STEP7V5.5,HMI软件使用西门子WINCC,上位机与PLC之间采用工业以太网通讯,主站与子站间采用DP光纤通讯。从而能够远程控制回转窑3的焙烧反应,节省时间,提高了安全性。
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种锰矿焙烧回转窑系统
- 一种多段式磁化焙烧还原回转窑系统