一种批量自动的木砧板铣槽装置
文献发布时间:2023-06-19 09:47:53
技术领域
本发明涉及木砧板加工领域,尤其涉及一种批量自动的木砧板铣槽装置。
背景技术
砧板是当锤、切、剁、砸东西时,垫在低下的器物,一般用在烹调上。在木砧板的加工工程中,需要将木砧板的外圈铣出环形铣槽,从而用于放置箍,需要人工将木砧板抱上平台,再将木砧板推向转动的铣刀,接着用力使木砧板沿铣刀转圈,再将铣完的木砧板抱下来,费时费力。
发明内容
本发明的主要目的在于提供一种批量自动的木砧板铣槽装置,结构可靠,能自动地完成输送木砧板到转盘、压盘压住木砧板、木砧板铣完槽后压盘松开且后续的木砧板推出完成的木砧板,提高工作效率。
为达到以上目的,本发明采用的技术方案为:一种批量自动的木砧板铣槽装置,包括底座,所述底座的上端设有第一步进电机,所述第一步进电机的输出轴上键接有转盘,所述底座上端的前后两侧对称地设置有第二支架,所述第二支架之间设有固定柱,所述固定柱内设有伸缩槽,所述伸缩槽内滑配有与所述转盘同轴线设置的升降柱,所述升降柱与所述伸缩槽之间连接有第一弹簧,所述升降柱的端部键接有位于所述转盘上方的压盘,所述底座上端的前侧设有第二步进电机,所述第二步进电机的输出轴上连接有用于输送木砧板到所述转盘上的进料机构、用于使所述压盘升降的升降机构,所述升降机构与所述升降柱相配合。
进一步的,所述进料机构包括键接在所述第二步进电机的输出轴上的第一直齿轮,所述第一直齿轮的左侧通过齿形带连接有第二直齿轮,所述底座的上方水平地设有两传送辊,两所述传送辊之间通过传送带连接,所述第二直齿轮键接在右侧的所述传送辊上。上述设置可以由第二步进电机带着第一直齿轮转动,第一直齿轮通过齿形带带着第二直齿轮转动,第二直齿轮通过传送辊带着传动带转动,既可以往转盘输送木砧板,也可以通过输送木砧板将完成铣槽的木砧板推走。
进一步的,所述升降机构包括键接在所述第二步进电机的输出轴上的蜗轮,所述底座的上端转动地设有与所述蜗轮啮合的蜗杆,所述蜗杆的上端键接有不完全齿轮,前侧的所述第二支架上垂直地滑配有滑条,所述滑条的左端设有与所述不完全齿轮相配合的齿条,所述滑条的后端设有抬升件,所述升降柱的中端键接有与所述抬升件相配合的第一斜块,所述抬升件的前端设有穿过所述第二支架的滑杆,所述滑杆外套设有连接所述抬升件、所述第二支架的第二弹簧。上述设置可以由第二步进电机带着蜗轮转动,蜗轮带着蜗杆转动,蜗杆带着不完全齿轮转动,不完全齿轮带着齿条后移,齿条通过滑条带着抬升件后移,抬升件将第一斜块升起,第一斜块将升降柱、压盘升到顶,此时齿条到底,接着进料机构将木砧板输送到转盘上,不完全齿轮与齿条分离,在第二弹簧的作用下抬升件前移复位,升降柱、压盘在第一弹簧的作用下下压。
进一步的,还包括定位组件,所述定位组件包括键接在所述升降柱中端的轴承,所述轴承的前后两侧对称地设置有第一支架,所述第一支架的外侧面贴合在所述第二支架的内侧面,所述第一支架的下端设有定位框,所述定位框的左端设有平板。定位框通过第一支架、轴承随着升降柱升降,在压盘升到顶时,定位框会挡住向右输送的木砧板,使木砧板被定位住,接着压盘下压后压住木砧板。
进一步的,所述定位框下端的前后两侧通过第一扭簧铰接有铰接板,所述底座上端的前后两侧对称地设置有铰接块,所述铰接块铰接在所述铰接板的下端,所述底座上端的中间设有倾斜槽。上述设置可以在定位框上升时,铰接块打开铰接板,铣完留在两铰接板上的木屑倾斜滑落下来,木屑落到倾斜槽内滑走集中。
进一步的,所述定位框上端的右侧通过第二扭簧铰接有挡板,所述底座的右端设有与所述挡板相配合的限位块。挡板可以挡住铣掉的木屑,使木屑落在两铰接板上,而且在木砧板被推出后可以沿倾斜的挡板滑落,限位块会顶住挡板,从而使挡板倾斜。
进一步的,所述抬升件包括设在所述滑条后端的固定块,所述固定块后端的左右两侧对称地设置有与所述第一斜块相配合的第二斜块。
本发明的优点在于:结构可靠,能自动连续地完成压盘、定位框上升,木砧板右移被定位框定位好后压盘下压,铣完槽后压盘、定位框上升,后续的木砧板右移将完成的木砧板推出,定位框上升的同时铰接板打开,木屑滑落后集中收集。
附图说明
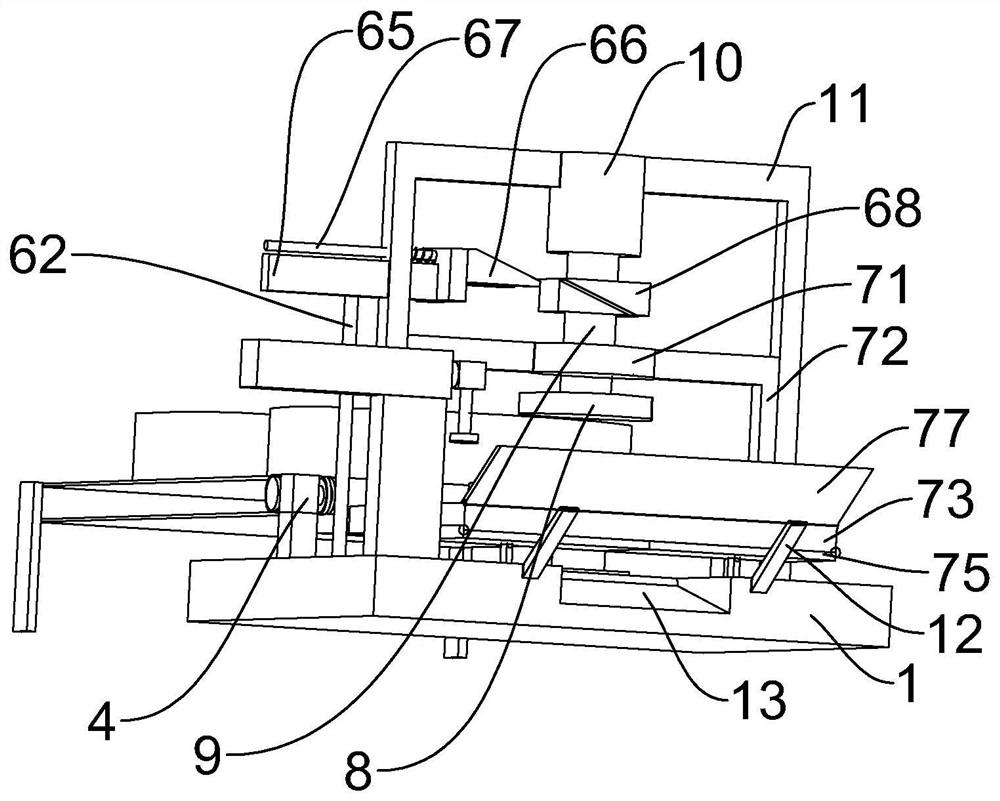
图1是根据本发明的立体图;
图2是根据本发明的结构示意图;
图3是根据本发明的主视图;
图4是根据本发明的俯视图;
图5是图4的A-A剖视图;
图6是根据本发明的压盘升到顶时的俯视图;
图7是图6的B-B剖视图;
图8是根据本发明的压盘升到顶且木砧板被挡位框定位时的俯视图;
图9是根据本发明的不完全齿轮与齿条分离且压盘压紧木砧板时的俯视图;
图10是根据本发明的转动的铣刀后移且转盘转动时的剖视图;
图11是根据本发明的压盘升起且左侧的木砧板将完成的木砧板推出时的剖视图;
图12是图2的C部放大图。
附图标记:1、底座,2、第一步进电机,3、转盘,4、第二步进电机,5、进料机构,51、第一直齿轮,52、齿形带,53、第二直齿轮,54、传送辊,55、传送带,6、升降机构,61、蜗轮,62、蜗杆,63、不完全齿轮,64、齿条,65、滑条,66、抬升件,67、滑杆,68、第一斜块,7、定位组件,71、轴承,72、第一支架,73、定位框,74、平板,75、铰接板,76、铰接块,77、挡板,8、压盘,9、升降柱,10、固定柱,11、第二支架,12、限位块,13、倾斜槽。
具体实施方式
如图1至图12所示,一种批量自动的木砧板铣槽装置,包括底座1,底座1的上端设有第一步进电机2,第一步进电机2的输出轴上键接有转盘3,底座1上端的前后两侧对称地设置有第二支架11,第二支架11之间设有固定柱10,固定柱10内设有伸缩槽,伸缩槽内滑配有与转盘3同轴线设置的升降柱9,升降柱9与伸缩槽之间连接有第一弹簧,升降柱9的端部键接有位于转盘3上方的压盘8,底座1上端的前侧设有第二步进电机4,第二步进电机4的输出轴上连接有用于输送木砧板到转盘3上的进料机构5、用于使压盘8升降的升降机构6,升降机构6与升降柱9相配合。
进料机构5包括键接在第二步进电机4的输出轴上的第一直齿轮51,第一直齿轮51的左侧通过齿形带52连接有第二直齿轮53,底座1的上方水平地设有两传送辊54,两传送辊54之间通过传送带55连接,第二直齿轮53键接在右侧的传送辊54上。上述设置可以由第二步进电机带着第一直齿轮转动,第一直齿轮通过齿形带带着第二直齿轮转动,第二直齿轮通过传送辊带着传动带转动,既可以往转盘输送木砧板,也可以通过输送木砧板将完成铣槽的木砧板推走。
升降机构6包括键接在第二步进电机4的输出轴上的蜗轮61,底座1的上端转动地设有与蜗轮61啮合的蜗杆62,蜗杆62的上端键接有不完全齿轮63,前侧的第二支架11上垂直地滑配有滑条65,滑条65的左端设有与不完全齿轮63相配合的齿条64,滑条65的后端设有抬升件66,升降柱9的中端键接有与抬升件66相配合的第一斜块68,抬升件66的前端设有穿过第二支架11的滑杆67,滑杆67外套设有连接抬升件66、第二支架11的第二弹簧。上述设置可以由第二步进电机带着蜗轮转动,蜗轮带着蜗杆转动,蜗杆带着不完全齿轮转动,不完全齿轮带着齿条后移,齿条通过滑条带着抬升件后移,抬升件将第一斜块升起,第一斜块将升降柱、压盘升到顶,此时齿条到底,接着进料机构将木砧板输送到转盘上,不完全齿轮与齿条分离,在第二弹簧的作用下抬升件前移复位,升降柱、压盘在第一弹簧的作用下下压。
还包括定位组件7,定位组件7包括键接在升降柱9中端的轴承71,轴承71的前后两侧对称地设置有第一支架72,第一支架72的外侧面贴合在第二支架11的内侧面,第一支架72的下端设有定位框73,定位框73的左端设有平板74。定位框通过第一支架、轴承随着升降柱升降,在压盘升到顶时,定位框会挡住向右输送的木砧板,使木砧板被定位住,接着压盘下压后压住木砧板。
定位框73下端的前后两侧通过第一扭簧铰接有铰接板75,底座1上端的前后两侧对称地设置有铰接块76,铰接块76铰接在铰接板75的下端,底座1上端的中间设有倾斜槽13。上述设置可以在定位框上升时,铰接块打开铰接板,铣完留在两铰接板上的木屑倾斜滑落下来,木屑落到倾斜槽内滑走集中。
定位框73上端的右侧通过第二扭簧铰接有挡板77,底座1的右端设有与挡板77相配合的限位块12。挡板可以挡住铣掉的木屑,使木屑落在两铰接板上,而且在木砧板被推出后可以沿倾斜的挡板滑落,限位块会顶住挡板,从而使挡板倾斜。
抬升件66包括设在滑条65后端的固定块,固定块后端的左右两侧对称地设置有与第一斜块68相配合的第二斜块。
底座1上端的右侧设有步进电动缸,步进电动缸的活塞上设有电机,电机的输出轴上键接有铣刀。
其工作原理为:开启第二步进电机,第二步进电机带着第一直齿轮转动,第一直齿轮通过齿形带带着第二直齿轮转动,第二直齿轮通过传送辊带着传动带转动,从而往转盘输送木砧板,同时第二步进电机带着蜗轮转动,蜗轮带着蜗杆转动,蜗杆带着不完全齿轮转动,不完全齿轮带着齿条后移,齿条通过滑条带着抬升件后移,抬升件将第一斜块升起,第一斜块将升降柱、压盘升到顶,此时齿条到底,升降柱带着轴承、第一支架上升,第一支架带着定位框上升,如图6、7所示,接着传送带继续将木砧板向右输送,木砧板被定位框挡住并定位好,如图8所示,接着不完全齿轮与齿条分离,在第二弹簧的作用下抬升件前移复位,升降柱、压盘在第一弹簧的作用下下压,压盘将木砧板压在转盘上,定位框也下降,如图9所示,接着步进电动缸的活塞带着电机后移,电机上的铣刀转动,第一步进电机带着转盘转动一圈,转盘带着木砧板转动,铣刀将木砧板铣出环形铣槽,如图10所示,接着抬升件将、第一斜块、升降柱、压盘升起,压盘不再压着完成的木砧板,同时传送带向右输送后续的木砧板,后续的木砧板推动完成的木砧板右移,完成的木砧板压倒挡板,如图11所示,后续的木砧板将完成的木砧板推出,完成的木砧板沿倾斜的挡板滑落,而后续的木砧板被定位框挡住并定位好,按上述步骤就可连续自动地完成木砧板铣槽的工作。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种批量自动的木砧板铣槽装置
- 砧板双端自动铣槽机