一种高效率的自动化组装流水线
文献发布时间:2023-06-19 09:52:39
技术领域
本发明属于组装流水线领域,更具体地说,尤其是涉及到一种高效率的自动化组装流水线。
背景技术
自动化组装流水线是一种通过不同作用的工序器械与远程终端的计算编程,在得到较为准确的动作、时间、精度计算后,控制工序器械对不同的零部件进行搬运、拼装后获得相对应的成品的机器。
基于上述本发明人发现,现有的主要存在以下几点不足,比如:当利用铝制装夹手对外轮廓为球状的金属零部件进行搬运时,由于金属零部件的外轮廓所限,导致零部件与装夹手的连接端面为其的左右两端面,受力面积有限表面摩擦力并不能对球状零部件进行有效固定,且在装夹手进行摆动搬运时,球状零部件表面会产生由摆动速度所形成的惯性力,使零部件产生轻微转动,导致装夹手的夹紧端面失去平衡难以夹紧零部件,而过度用力夹紧球状零部件时,由于铝制装夹手较为柔软且密度较低,夹取时的压力会汇集于左右两端,造成铝制装夹手表面的凹陷。
因此需要提出一种高效率的自动化组装流水线。
发明内容
为了解决上述技术当利用铝制装夹手对外轮廓为球状的金属零部件进行搬运时,由于金属零部件的外轮廓所限,导致零部件与装夹手的连接端面为其的左右两端面,受力面积有限表面摩擦力并不能对球状零部件进行有效固定,且在装夹手进行摆动搬运时,球状零部件表面会产生由摆动速度所形成的惯性力,使零部件产生轻微转动,导致装夹手的夹紧端面失去平衡难以夹紧零部件,而过度用力夹紧球状零部件时,由于铝制装夹手较为柔软且密度较低,夹取时的压力会汇集于左右两端,造成铝制装夹手表面的凹陷的问题。
本发明一种高效率的自动化组装流水线的目的与功效,由以下具体技术手段所达成:其结构包括装夹器械、拼装台、设备座、传送道,所述装夹器械嵌固安装在拼装台的正上方,所述拼装台通过焊接安装在设备座的正上方,所述设备座嵌固安装在传送道的左侧下方,所述传送道位于装夹器械的正下方;所述装夹器械包括机械臂、控制轴、夹紧头,所述机械臂嵌固安装在控制轴的正上方,所述控制轴下端面镶嵌卡合连接着夹紧头,所述夹紧头位于机械臂的正下方。
其中,所述夹紧头包括防滑片、转轴、夹紧块、磁吸机构、活动杆,所述防滑片镶嵌卡合安装在活动杆的内侧端面,所述转轴对称安装在磁吸机构的下端左右两侧,所述夹紧块镶嵌卡合安装在活动杆的下端面,所述磁吸机构嵌固安装在活动杆的正上方,所述活动杆内侧上端面镶嵌连接着防滑片,所述活动杆设为上下两端,且上端内轮廓为圆弧状。
其中,所述夹紧块包括橡胶块、镶嵌条、嵌固块、充盈块、活动槽,所述橡胶块镶嵌设于镶嵌条的正上方,所述镶嵌条右侧下端面贴合连接在夹紧块的左侧上端面,所述嵌固块镶嵌卡合与橡胶块的内侧端面,所述充盈块位于橡胶块的正上方,所述活动槽镶嵌设于充盈块的右侧内端面,所述活动槽内轮廓为向右逐渐开口式设计。
其中,所述橡胶块包括橡胶软片、渗气口、镶嵌槽、贴合片、第二嵌固块,所述橡胶软片对称安装在贴合片的上端左右两侧,所述渗气口镶嵌设于橡胶块的内侧端面,所述镶嵌槽镶嵌设于贴合片的正下方,所述贴合片下端面贴合连接在橡胶块的内侧上端面,所述第二嵌固块对称安装在镶嵌槽的上端左右两侧,所述橡胶软片的上下两端为圆弧状凹陷,使其中间段厚度小于左右两端。
其中,所述磁吸机构包括旋磁片、旋转柱、磁块、第二转轴、吸附机构,所述旋磁片环绕包裹在旋转柱的横向外轮廓,所述旋转柱左右两侧皆活动卡合安装着第二转轴,所述磁块对称嵌固于第二转轴的左右两端,所述第二转轴镶嵌设于吸附机构的正上方,所述吸附机构安装于活动杆的内侧端面,与所述旋磁片相邻处的磁块的两者间磁力相斥。
其中,所述吸附机构包括第三转轴、第二磁块、活动板、第三磁块,所述第三转轴镶嵌设于第二磁块的左侧方,所述第二磁块嵌固安装在活动板的外侧上端面,所述活动板右侧端面镶嵌贴合连接着第三磁块,所述第三磁块位于第三转轴的左侧方,所述第三磁块的下端右侧面设有凸起处,可增加磁力吸附范围。
与现有技术相比,本发明具有如下有益效果:
1.由于活动杆的内侧端面镶嵌卡合着防滑片,且内侧端面呈圆环状,可有效对球状零部件进行夹紧,而夹紧块内设有橡胶块,当橡胶块受挤压时其外侧端面由橡胶块所连接组成的端面会向内凹陷至缺口处,由于橡胶块内的缺口为圆环状,导致在凹陷的同时会形成吸盘的吸附效果,对球状零部件的表面造成吸附效果,可对其进行有效固定。
2.与旋磁片相邻的磁块具有相反的磁性,导致在旋磁片转动的过程中会放生转动,进而导致另一端的磁块与吸附机构内的第二磁块相吸附,利用第二磁块的吸附效果提起活动板与第三磁块,利用第三磁块下端突出的外轮廓增加其磁性覆盖区后对金属材质的零部件进行吸附,从而改变避免其因夹取的力道过小而导致的脱落。
附图说明
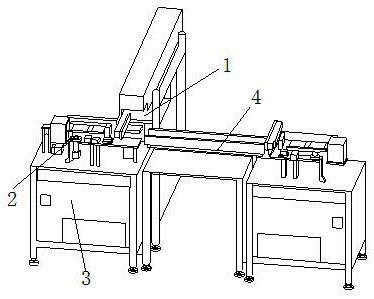
图1为本发明一种高效率的自动化组装流水线的整体结构示意图。
图2为本发明一种高效率的自动化组装流水线装夹器械的结构示意图。
图3为本发明一种高效率的自动化组装流水线夹紧头的结构示意图。
图4为本发明一种高效率的自动化组装流水线夹紧块的结构示意图。
图5为本发明一种高效率的自动化组装流水线橡胶块的结构示意图。
图6为本发明一种高效率的自动化组装流水线磁吸机构的结构示意图。
图7为本发明一种高效率的自动化组装流水线吸附机构的结构示意图。
图中:装夹器械-1、拼装台-2、设备座-3、传送道-4、机械臂-11、控制轴-12、夹紧头-13、防滑片-131、转轴-132、夹紧块-133、磁吸机构-134、活动杆-135、橡胶块-331、镶嵌条-332、嵌固块-333、充盈块-334、活动槽-335、橡胶软片-311、渗气口-312、镶嵌槽-313、贴合片-314、第二嵌固块-315、旋磁片-341、旋转柱-342、磁块-343、第二转轴-344、吸附机构-345、第三转轴-51、第二磁块-52、活动板-53、第三磁块-54。
具体实施方式
以下结合附图对本发明做进一步描述:
实施例1:
如附图1至附图5所示:
本发明提供一种高效率的自动化组装流水线,其结构包括装夹器械1、拼装台2、设备座3、传送道4,所述装夹器械1嵌固安装在拼装台2的正上方,所述拼装台2通过焊接安装在设备座3的正上方,所述设备座3嵌固安装在传送道4的左侧下方,所述传送道4位于装夹器械1的正下方;所述装夹器械1包括机械臂11、控制轴12、夹紧头13,所述机械臂11嵌固安装在控制轴12的正上方,所述控制轴12下端面镶嵌卡合连接着夹紧头13,所述夹紧头13位于机械臂11的正下方。
其中,所述夹紧头13包括防滑片131、转轴132、夹紧块133、磁吸机构134、活动杆135,所述防滑片131镶嵌卡合安装在活动杆135的内侧端面,所述转轴132对称安装在磁吸机构134的下端左右两侧,所述夹紧块133镶嵌卡合安装在活动杆135的下端面,所述磁吸机构134嵌固安装在活动杆135的正上方,所述活动杆135内侧上端面镶嵌连接着防滑片131,所述活动杆135设为上下两端,且上端内轮廓为圆弧状,能够有效的贴合圆球状外轮廓的零部件。
其中,所述夹紧块133包括橡胶块331、镶嵌条332、嵌固块333、充盈块334、活动槽335,所述橡胶块331镶嵌设于镶嵌条332的正上方,所述镶嵌条332右侧下端面贴合连接在夹紧块133的左侧上端面,所述嵌固块333镶嵌卡合与橡胶块331的内侧端面,所述充盈块334位于橡胶块331的正上方,所述活动槽335镶嵌设于充盈块334的右侧内端面,所述活动槽335内轮廓为向右逐渐开口式设计,可使充盈块334受力挤压时向右侧延伸。
其中,所述橡胶块331包括橡胶软片311、渗气口312、镶嵌槽313、贴合片314、第二嵌固块315,所述橡胶软片311对称安装在贴合片314的上端左右两侧,所述渗气口312镶嵌设于橡胶块331的内侧端面,所述镶嵌槽313镶嵌设于贴合片314的正下方,所述贴合片314下端面贴合连接在橡胶块331的内侧上端面,所述第二嵌固块315对称安装在镶嵌槽313的上端左右两侧,所述橡胶软片311的上下两端为圆弧状凹陷,使其中间段厚度小于左右两端,当橡胶块331上端面受力向下挤压时,可使其向内凹陷贴合在零部件表面。
本实施例的具体使用方式与作用:
本发明使用中通过装夹器械1内的控制轴12与机械臂11相互配合控制整体的实际夹取位置后,利用夹紧头13中的磁吸机构134与夹紧块133相互配合对球状的零部件进行夹取,而由于活动杆135的内侧端面镶嵌卡合着防滑片131,且内侧端面呈圆环状,可有效对球状零部件进行夹紧,而夹紧块133内设有橡胶块331,当橡胶块331受挤压时其外侧端面由橡胶块311所连接组成的端面会向内凹陷至缺口处,由于橡胶块311内的缺口为圆环状,导致在凹陷的同时会形成吸盘的吸附效果,对球状零部件的表面造成吸附效果,可对其进行有效固定。
实施例2:
如附图6至附图7所示:所述磁吸机构134包括旋磁片341、旋转柱342、磁块343、第二转轴344、吸附机构345,所述旋磁片341环绕包裹在旋转柱342的横向外轮廓,所述旋转柱342左右两侧皆活动卡合安装着第二转轴344,所述磁块343对称嵌固于第二转轴344的左右两端,所述第二转轴344镶嵌设于吸附机构345的正上方,所述吸附机构345安装于活动杆135的内侧端面,与所述旋磁片341相邻处的磁块343的两者间磁力相斥,可使旋磁片341在转动的过程中利用相斥磁力带动第二转轴344转动。
其中,所述吸附机构345包括第三转轴51、第二磁块52、活动板53、第三磁块54,所述第三转轴51镶嵌设于第二磁块52的左侧方,所述第二磁块52嵌固安装在活动板53的外侧上端面,所述活动板53右侧端面镶嵌贴合连接着第三磁块54,所述第三磁块54位于第三转轴51的左侧方,所述第三磁块54的下端右侧面设有凸起处,可增加磁力吸附范围,在夹紧金属制球状零部件时可有效对其进行吸附。
本实施例的具体使用方式与作用:
本发明中当设备拼装圆球状的零部件时需要通过转动旋转柱342来改变零部件与设备的连接所对应面,而在旋转柱342转动的过程中镶嵌卡合安装在其横向外轮廓上的旋磁片341也会一同转动,而旋磁片341具有磁性,且与旋磁片341相邻的磁块343具有相反的磁性,导致在旋磁片341转动的过程中344会放生转动,进而导致另一端的磁块343与吸附机构345内的第二磁块52相吸附,利用第二磁块52的吸附效果提起活动板53与第三磁块54,利用第三磁块54下端突出的外轮廓增加其磁性覆盖区后对金属材质的零部件进行吸附,从而改变避免其因夹取的力道过小而导致的脱落。
利用本发明所述技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
- 一种高效率的自动化组装流水线
- 一种高效率的自动化组装流水线