复合材料结构
文献发布时间:2023-06-19 09:57:26
技术领域
本发明涉及一种复合材料,尤其涉及一种复合材料结构。
背景技术
随着消费者的生活与工作型态的改变,智能手机、平板计算机、电子书阅读器以及笔记本电脑等可携式电子装置已成为当前的市场主流。为提高携带便利性并减少携带负担,可携式电子装置无不朝轻量化发展。机壳作为可携式电子装置的主要零部件,不仅可用以装载电子元件或显示面板,也能起防护的效果。
因机壳在可携式电子装置中的重量占比极大,开发出质轻且机械强度优异的机壳始终为相关厂商的重要课题。一般而言,常见的机壳包括塑料机壳、合金机壳以及碳纤维机壳,其中碳纤维机壳的重量较塑料机壳与合金机壳为轻,且碳纤维机壳的机械强度又较塑料机壳与合金机壳为优异,故碳纤维机壳的开发逐渐受到重视。
目前,碳纤维机壳采用的工法可分为热固法与热塑法,其中热塑法采用射出成型技术,且量产速度快,主要应用于制作可携式电子装置的机壳。然而,在射出成型的过程中,时常发生塑料渗入芯材的情况,进而影响到碳纤维机壳的重量与机械强度。
发明内容
本发明是针对一种复合材料结构,其质轻且机械强度优。
根据本发明的实施例,复合材料结构包括芯材、第一碳纤维层以及第二碳纤维层。芯材包括第一区块与连接第一区块的第二区块,其中第一区块具有第一厚度,且第二区块具有小于第一厚度的第二厚度。第一碳纤维层贴合于芯材的一侧,且自第一区块延伸至第二区块。第二碳纤维层贴合于芯材的另一侧,且自第一区块延伸至第二区块。芯材位于第一碳纤维层与第二碳纤维层之间。
在根据本发明的实施例中,上述的芯材包括芯层、第一黏着层以及第二黏着层,且芯层具有第一表面与相对于第一表面的第二表面。第一黏着层设置于第一表面上,且第二黏着层设置于第二表面上。第一碳纤维层贴合于第一黏着层,且第二碳纤维层贴合于第二黏着层。
在根据本发明的实施例中,上述的芯层具有位于第一区块内的多个第一孔穴与位于第二区块内的多个第二孔穴,所述多个第一孔穴的孔径大于所述多个第二孔穴的孔径。
在根据本发明的实施例中,上述的所述多个第一孔穴互不连通,且所述多个第二孔穴互不连通。
在根据本发明的实施例中,上述的所述多个第一孔穴与所述多个第二孔穴的孔径介于0.05至0.5毫米。
在根据本发明的实施例中,上述的第一碳纤维层与第一黏着层之间存在第一交界线,且部分第一黏着层自第一表面渗入部分第一孔穴与部分第二孔穴以形成第二交界线,其中第二交界线的长度与第一交界线的长度的比值大于1.05。
在根据本发明的实施例中,上述的芯层的材料包括丙烯腈与甲基丙烯酸的合成物、聚甲基丙烯酰亚胺、聚氯乙烯、聚苯乙烯、聚胺酯、丙烯腈-苯乙烯共聚物、聚醚酰亚胺、聚丙烯或其组合。
在根据本发明的实施例中,上述的第一黏着层与第二黏着层的材料包括聚己内酯、聚醚多元醇、聚氨酯或其组合。
在根据本发明的实施例中,上述的芯层的厚度介于0.1至1.5毫米。
在根据本发明的实施例中,上述的芯层的密度介于0.003至1克/立方厘米。
在根据本发明的实施例中,上述的第一碳纤维层在第一区块与第二区块之间的交界产生转折,且第一碳纤维层在第一区块内的高度高于第一碳纤维层在第二区块内的高度。
在根据本发明的实施例中,上述的第一厚度与第二厚度的比值小于等于15且大于1。
在根据本发明的实施例中,上述的复合材料结构还包括塑料层。塑料层覆盖第一碳纤维层中位于第二区块内的至少部分。
在根据本发明的实施例中,上述的第一区块的长度大于第二区块的长度。
基于上述,在本发明的复合材料结构中,芯材分为第一区块与围绕第一区块的第二区块,其中芯材在第二区块内的厚度小于芯材在第一区块内的厚度,且芯材在第二区块内的密度大于芯材在第一区块内的密度。后续,在射出成型的过程中,密度较大的第二区块能有效地防止塑料向内渗入芯材。因此,复合材料结构的质轻且机械强度优异。
附图说明
包含附图以便进一步理解本发明,且附图并入本说明书中并构成本说明书的一部分。附图说明本发明的实施例,并与描述一起用于解释本发明的原理。
图1是本发明一实施例的复合材料结构的俯视示意图;
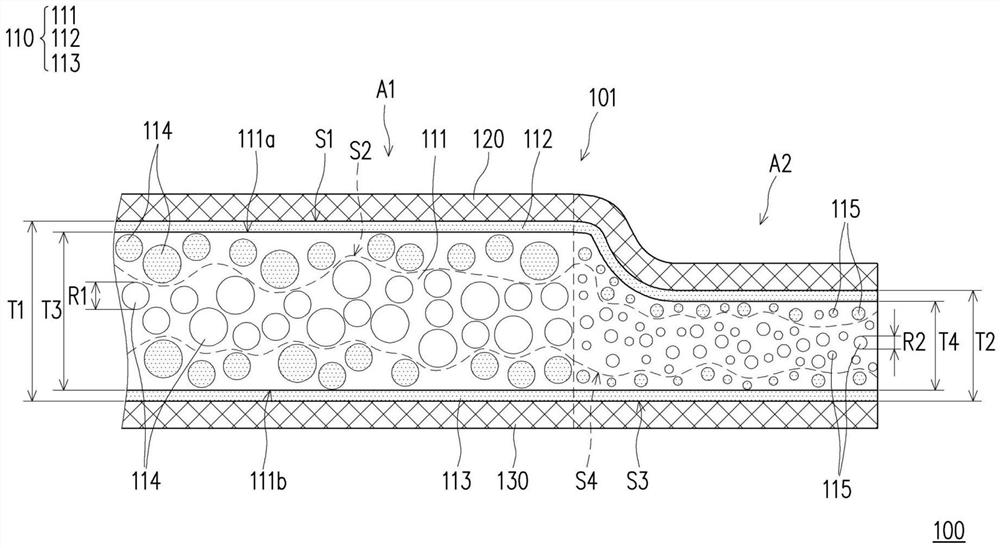
图2是图1的复合材料结构沿剖线I-I的局部放大剖面示意图;
图3是本发明另一实施例的复合材料结构的局部放大剖面示意图;
图4是本发明又一实施例的复合材料结构的局部放大剖面示意图。
附图标号说明
100、100A、100B:复合材料结构;
101:交界;
110:芯材;
111:芯层;
111a:第一表面;
111b:第二表面;
112:第一黏着层;
113:第二黏着层;
114:第一孔穴;
115:第二孔穴;
120:第一碳纤维层;
130:第二碳纤维层;
140a、140b:塑料层;
A1:第一区块;
A2:第二区块;
I-I:剖线;
L1、L2:长度;
R1、R2:孔径;
S1:第一交界线;
S2:第二交界线;
S3:第三交界线;
S4:第四交界线;
T1:第一厚度;
T2:第二厚度;
T3、T4:厚度。
具体实施方式
现将详细地参考本发明的示范性实施例,示范性实施例的实例说明于附图中。只要有可能,相同元件符号在附图和描述中用来表示相同或相似部分。
图1是本发明一实施例的复合材料结构的俯视示意图。图2是图1的复合材料结构沿剖线I-I的局部放大剖面示意图。请参考图1与图2,在本实施例中,复合材料结构100可应用于碳纤维机壳,其中复合材料结构100包括芯材110、第一碳纤维层120以及第二碳纤维层130,且芯材110位于第一碳纤维层120与第二碳纤维层130之间。换句话说,第一碳纤维层120与第二碳纤维层130分别位于芯材110的两对侧。
芯材110包括第一区块A1与连接第一区块A1的第二区块A2,其中第二区块A2围绕第一区块A1,且第一区块A1的面积大于第二区块A2的面积。举例来说,复合材料结构100置放于空间中的X-Y平面上,在X轴或Y轴上,第一区块A1的长度L1大于第二区块A2的长度L2。
另一方面,芯材110的第一区块A1具有第一厚度T1,且芯材110的第二区块A2具有小于第一厚度T1的第二厚度T2。进一步来说,第一厚度T1与第二厚度T2的比值小于等于15且大于1。
举例来说,原始的芯材的厚度等厚,经压合制程后,芯材110分为第一区块A1与围绕第一区块A1的第二区块A2,其中芯材110在第二区块A2内的厚度小于芯材110在第一区块A1内的厚度,且芯材110在第二区块A2内的密度大于芯材110在第一区块A1内的密度。后续,在射出成型的过程中,密度较大的第二区块A2能有效地防止塑料向内渗入芯材110。因此,复合材料结构100的质轻且机械强度优异。
请参考图2,第一碳纤维层120贴合于芯材110的一侧,且自第一区块A1延伸至第二区块A2。第二碳纤维层130贴合于芯材110的另一侧,且自第一区块A1延伸至第二区块A2。详细而言,芯材110包括芯层111、第一黏着层112以及第二黏着层113,且芯层111具有第一表面111a与相对于第一表面111a的第二表面111b。第一黏着层112设置于第一表面111a上,且第二黏着层113设置于第二表面111b上。第一碳纤维层120贴合于第一黏着层112,且第二碳纤维层130贴合于第二黏着层113。
在本实施例中,芯层111可为聚合物发泡材料(polymer foam),较佳为封闭式多孔发泡材料。进一步来说,芯层111的材料可包括丙烯腈与甲基丙烯酸的合成物、聚甲基丙烯酰亚胺、聚氯乙烯、聚苯乙烯、聚胺酯、丙烯腈-苯乙烯共聚物、聚醚酰亚胺、聚丙烯或其组合。另一方面,第一黏着层112与第二黏着层113的材料可包括聚己内酯、聚醚多元醇、聚氨酯或其组合。
进一步来说,芯层111具有位于第一区块A1内的多个第一孔穴114与位于第二区块A2内的多个第二孔穴115,其中所述多个第一孔穴114互不连通,且所述多个第二孔穴115互不连通。也就是说,每一个第一孔穴114为独立且封闭的孔穴,不与其他的第一孔穴114相连通,也不与任一个第二孔穴115相连通。另一方面,每一个第二孔穴115为独立且封闭的孔穴,不与其他的第二孔穴115相连通,也不与任一个第一孔穴114相连通。
所述多个第一孔穴114的孔径R1大于所述多个第二孔穴115的孔径R2,其中所述多个第一孔穴114的孔径存在大小的差别,且所述多个第二孔穴115的孔径存在大小的差别。进一步来说,所述多个第一孔穴114中孔径最小者大于所述多个第二孔穴115中孔径最大者,且所述多个第一孔穴114的孔径R1与所述多个第二孔穴115的孔径R2介于0.05至0.5毫米。
举例来说,原始的芯层具有多个孔穴,但所述多个孔穴并未因区块不同而有明显的大小区别。经压合制程后,芯层111在第二区块A2内的压缩量较大,因此,位于第二区块A2内的孔穴形成孔径较小的第二孔穴115。后续,在射出成型的过程中,孔径较小的第二孔穴115能有效地防止塑料向内渗入芯层111。因此,复合材料结构100的质轻且机械强度优异。
在本实施例中,芯层111在第一区块A1内的厚度为T3,且芯层111在第二区块A2内的厚度为T4。厚度T4小于厚度T3,其中厚度T3最大可为1.5毫米,且厚度T4最小可为0.1毫米,故芯层111的厚度介于0.1至1.5毫米。
举例来说,原始的芯层的厚度等厚,经压合制程后,芯层111在第二区块A2内的厚度小于芯层111在第一区块A1内的厚度,且芯层111在第二区块A2内的密度大于芯层111在第一区块A1内的密度。后续,在射出成型的过程中,密度较大的第二区块A2能有效地防止塑料向内渗入芯层111。因此,复合材料结构100的质轻且机械强度优异。进一步来说,芯层111的密度介于0.003至1克/立方厘米,且密度最大的位置落在第二区块A2内。
请参考图2,在本实施例中,第一碳纤维层120在第一区块A1与第二区块A2之间的交界101产生转折,且第一碳纤维层120在第一区块A1内的高度高于第一碳纤维层120在第二区块A2内的高度。另一方面,第二碳纤维层130为平顺地延伸,且第二碳纤维层130在第一区块A1内的高度等于第二碳纤维层130在第二区块A2内的高度。
举例来说,第一碳纤维层120与第一黏着层112之间存在第一交界线S1,且第一交界线S1落在第一黏着层112的上表面。第一黏着层112的下表面贴合于芯层111的第一表面111a,在热压合的过程中,部分第一黏着层112自第一表面111a渗入部分第一孔穴114与部分第二孔穴115以形成第二交界线S2。第二交界线S2的长度大于第一交界线S1的长度,其中第二交界线S2存在凹凸起伏,且第二交界线S2的长度与第一交界线S1的长度的比值大于1.05。基于此,第一黏着层112与芯层111可紧密地结合在一起,且第一碳纤维层120可通过第一黏着层112紧密地贴合于芯层111。
相似地,第二碳纤维层130与第二黏着层113之间存在第三交界线S3,其中第三交界线S3落在第二黏着层113的下表面。第二黏着层113的上表面贴合于芯层111的第二表面111b,在热压合的过程中,部分第二黏着层113自第二表面111b渗入部分第一孔穴114与部分第二孔穴115以形成第四交界线S4。第四交界线S4的长度大于第三交界线S3的长度,其中第四交界线S4存在凹凸起伏,且第四交界线S4的长度与第三交界线S3的长度的比值大于1.05。基于此,第二黏着层113与芯层111可紧密地结合在一起,且第二碳纤维层130可通过第二黏着层113紧密地贴合于芯层111。
特别说明的是,第二交界线S2是由被第一黏着层112填入的部分第一孔穴114与部分第二孔穴115所界定出的分界线,且存在凹凸起伏。另外,第四交界线S4是由被第二黏着层113填入的部分第一孔穴114与部分第二孔穴115所界定出的分界线,且存在凹凸起伏。
图3是本发明另一实施例的复合材料结构的局部放大剖面示意图。请参考图3,相较于前一实施例的复合材料结构100而言,本实施例的复合材料结构100A更包括塑料层140a,其中塑料层140a采用射出成型技术形成于芯材110的第二区块A2,且塑料层140a局部覆盖位于第二区块A2内的第一碳纤维层120。进一步来说,塑料层140a的所在位置靠近第二区块A2的边缘。另一方面,塑料层140a还覆盖芯层111的边缘,但塑料层140a没有渗入芯层111。
图4是本发明又一实施例的复合材料结构的局部放大剖面示意图。请参考图4,相较于前一实施例的复合材料结构100而言,本实施例的复合材料结构100B更包括塑料层140b,其中塑料层140b采用射出成型技术形成于芯材110的第二区块A2,且塑料层140b完全覆盖位于第二区块A2内的第一碳纤维层120。另一方面,塑料层140b还覆盖芯层111的边缘,但塑料层140b没有渗入芯层111。
综上所述,在本发明的复合材料结构中,芯层在第二区块内的厚度小于芯层在即第一区块内的厚度,且芯层在第二区块内的密度大于芯层在第一区块内的密度。后续,在射出成型的过程中,密度较大的第二区块能有效地防止塑料向内渗入芯层。因此,复合材料结构的质轻且机械强度优异。另一方面,位于第二区块内的孔穴为孔径较小的第二孔穴,后续,在射出成型的过程中,孔径较小的第二孔穴能有效地防止塑料向内渗入芯层。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 复合材料结构和复合材料结构生产方法
- 蜂窝复合材料结构及使用蜂窝复合材料结构的头戴设备