一种基于金属板材定位打孔及打磨毛边装置
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及板材相关领域,具体为一种基于金属板材定位打孔及打磨毛边装置。
背景技术
通常金属板材加工过程中需要进行打孔处理,打孔前需要人工靠以往的经验来判断打孔位置,或者利用测量仪器对板材打孔进行初步定位并画线,虽然精确度较高,但工作效率低且工人劳动强度较高,同时金属板材在出售前需要对其毛边进行打磨,且一般打孔与打磨分开加工,需要两台装置对金属板材进行加工,通常打磨毛边装置不能用于加工尺寸不同的金属板材,从而降低工作效率,增加加工成本,本发明阐述的一种基于金属板材定位打孔及打磨毛边装置,能够解决上述问题。
发明内容
为解决上述问题,本例设计了一种基于金属板材定位打孔及打磨毛边装置,本例的一种基于金属板材定位打孔及打磨毛边装置,包括底座,所述底座内设有内腔,所述内腔前壁连通有开口向前的进料口,所述内腔后壁连通有开口向后的出料腔,所述内腔右壁转动连接有两个传送带轮轴,所述传送带轮轴上固连有传送带轮,两个所述传送带轮之间连接有传送带,所述内腔上壁内设有电机,所述电机下端动力连接有转动轴,所述转动轴下端固连有连接块,所述连接块下端固连有气泵装置,所述气泵装置下端固设有升降管,所述升降管与所述气泵装置之间相连通,所述升降管内设有上下滑动的连接杆,所述内腔上壁固连有固定板,所述固定板前侧内设有上下贯通的刀具腔,所述刀具腔位于所述传送带上侧,所述连接杆下端伸到所述刀具腔内,且所述连接杆下端固连有打孔刀具,所述打孔刀具上下滑动于所述刀具腔内,所述刀具腔内直径稍大于所述打孔刀具外直径,且所述刀具腔可将所述打孔刀具上的铁屑卡在所述刀具腔外侧,所述内腔左壁连通有弹簧腔与空腔,所述空腔位于所述弹簧腔上侧,所述空腔下侧左壁转动连接有传动齿轮轴,所述传动齿轮轴右端固连有传动齿轮,后侧所述传送带轮轴左端固连有联动齿轮,所述弹簧腔右侧上下壁之间固连有导电板,所述导电板内设有左右贯通的导电板腔,所述导电板腔内设有上下滑动的联动块,所述联动块内转动连接有转动齿轮轴,所述联动块下端与所述导电板腔下壁之间连接有电磁弹簧,所述导电板与所述电磁弹簧之间电性连接,所述转动齿轮轴右端固连有转动齿轮,所述转动齿轮上端分别啮合于所述传动齿轮与所述联动齿轮下端,所述内腔上壁连通有两个限制槽,所述限制槽内设有左右滑动的限位块,所述限位块远离所述电机的一端与所述限制槽远离所述电机的一侧之间连接有限制弹簧,所述限位块下端转动连接有砂轮轴,所述内腔左右壁分别固连有定位板,所述定位板内设有上下贯通的定位弹簧腔,所述砂轮轴下端穿过所述定位弹簧腔,且所述砂轮轴下端固连有打磨砂轮,所述砂轮轴可沿所述定位弹簧腔内左右滑动,所述砂轮轴上转动连接有联动杆,所述联动杆位于所述定位板下侧,所述定位弹簧腔远离所述连接块的一侧与相对应的所述砂轮轴之间连接有定位弹簧,左右侧所述打磨砂轮分别抵于金属板材的左右端,此时人工将金属板材通过所述进料口放到所述传送带上侧,同时所述传动齿轮轴转动,带动所述传动齿轮转动,进而带动所述转动齿轮转动,同时带动所述转动齿轮轴转动,进而带动所述联动齿轮转动,同时带动后侧所述传送带轮轴转动,进而传送带上端向前运动,同时带动所述传送带上端的金属板材向前运动,当金属板材运动到打孔位置时,此时程序控制所述导电板通电,带动所述电磁弹簧向下压缩,进而带动所述联动块向下运动,同时带动所述转动齿轮轴向下运动,进而带动所述转动齿轮向下运动,同时带动所述转动齿轮上端不啮合于所述传动齿轮与所述联动齿轮下端,进而带动后侧所述传送带轮轴停止转动,同时带动所述传送带停止向前运动,进而带动所述传送带上端的金属板材停止运动,此时启动所述电机,带动所述转动轴转动,进而带动所述连接块转动,同时带动所述气泵装置转动,进而带动所述升降管转动,同时带动所述连接杆转动,进而带动所述打孔刀具转动,同时所述气泵装置控制所述连接杆沿所述升降管内部向下运动,进而带动所述打孔刀具沿所述刀具腔向下运动,同时所述打孔刀具对下侧的金属板材进行打孔。
有益地,所述空腔上侧左壁与所述内腔右壁上分别转动连接有锥齿轮轴,所述锥齿轮轴上花键连接有蜗杆管套,所述砂轮轴上固连有蜗轮,所述蜗轮后端啮合于所述蜗杆管套前端,所述锥齿轮轴靠近所述转动轴的一端固连有从动锥齿轮,所述转动轴上固连有主动锥齿轮,左右侧所述从动锥齿轮上端分别啮合于所述主动锥齿轮左右端,此时所述转动轴转动,带动所述主动锥齿轮转动,进而带动所述从动锥齿轮转动,进而带动所述锥齿轮轴转动,同时带动所述蜗杆管套转动,进而带动所述蜗轮转动。
有益地,所述锥齿轮轴上滑动连接有滑动轴套,所述蜗杆管套转动连接于所述滑动轴套远离所述转动轴的一端,所述滑动轴套前端固连有衔接杆,所述衔接杆前端固连有滑动块,两个所述滑动块之间连接有伸缩弹簧,所述伸缩弹簧、所述滑动块位于所述进料口内,所述进料口上壁连通有两个导向槽,所述滑动块上端滑动设于所述导向槽内,所述滑动块下端固连有限位杆,所述限位杆下端固连有定位块,两个所述定位块卡预金属板材左右端,所述联动杆前端抵于所述限位杆远离所述伸缩弹簧的一端,此时人工将金属板材从所述进料口放入,并卡在两个所述定位块之间,所述定位块带动所述限位杆相背运动,进而带动所述滑动块相背运动,进而带动所述伸缩弹簧两端反向伸长,同时在所述伸缩弹簧的弹力作用下,装置可对不同尺寸的金属板材进行加工。
有益地,所述内腔右壁连通有开口向右的废屑出口,所述内腔下壁固设有支撑块,所述传送带轮轴转动连接于所述支撑块上侧内,所述支撑块下侧设有左右贯通的风扇腔,所述风扇腔右侧上下壁之间连接有过滤网,所述内腔下壁固设有衔接块,所述衔接块位于所述支撑块左侧,所述衔接块内转动连接有风扇轴,所述风扇轴右端伸入到所述风扇腔内,且所述风扇轴右端固连有风扇,所述风扇位于所述过滤网左侧,所述风扇轴与所述转动齿轮轴上分别固连有同步带轮,两个所述同步带轮之间连接有同步带,所述内腔下壁固设有除屑板,所述除屑板内设有开口向上的集屑腔,所述集屑腔下壁固设有吸屑板,所述吸屑板对铁屑具有吸引作用,所述除屑板前后侧成倾斜状态,便于铁屑滑落到所述集屑腔内,此时加工产生的铁屑落到所述除屑板上端,同时通过所述吸屑板的磁力吸引,此时铁屑滑落到所述集屑腔内,同时所述转动齿轮轴转动,带动所述风扇轴转动,进而带动所述风扇转动,进而将所述集屑腔内的铁屑通过所述废屑出口吹到外界。
有益地,左侧所述锥齿轮轴与所述传动齿轮轴上分别固连有联动带轮,两个所述联动带轮之间连接有联动带,所述联动带位于所述空腔内,此时带动左侧所述锥齿轮轴转动,进而带动所述传动齿轮轴转动。
本发明的有益效果是:本发明利用电磁铁控制齿轮相互啮合,控制金属板材的运动,从而对打孔位置的确定,同时利用气泵与电机控制打孔刀具进行打孔工作,与代替人工定位打孔,打孔与打磨毛边同时进行,从而提高工作效率,且降低工人劳动强度,同时利用弹簧弹性变形,控制装置可用于不同尺寸的金属板材加工。
附图说明
为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
下面结合附图和实施例对本发明进一步说明。
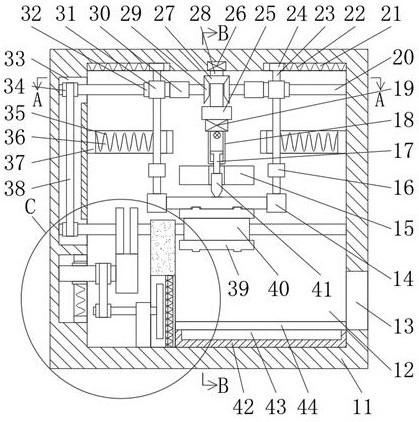
图1是本发明的整体结构示意图。
图2是图1中A-A的方向结构示意图。
图3是图1中B-B的方向结构示意图。
图4是图1中C的放大结构示意图。
图5是图2中D-D的方向结构示意图。
具体实施方式
下面结合图1-5对本发明进行详细说明,为叙述方便,现对下文所说的方位规定如下:下文所说的上下左右前后方向与图1本身投影关系的上下左右前后方向一致。
本发明所述的一种基于金属板材定位打孔及打磨毛边装置,包括底座11,所述底座11内设有内腔12,所述内腔12前壁连通有开口向前的进料口48,所述内腔12后壁连通有开口向后的出料腔76,所述内腔12右壁转动连接有两个传送带轮轴54,所述传送带轮轴54上固连有传送带轮40,两个所述传送带轮40之间连接有传送带39,所述内腔12上壁内设有电机26,所述电机26下端动力连接有转动轴28,所述转动轴28下端固连有连接块25,所述连接块25下端固连有气泵装置19,所述气泵装置19下端固设有升降管18,所述升降管18与所述气泵装置19之间相连通,所述升降管18内设有上下滑动的连接杆17,所述内腔12上壁固连有固定板15,所述固定板15前侧内设有上下贯通的刀具腔77,所述刀具腔77位于所述传送带39上侧,所述连接杆17下端伸到所述刀具腔77内,且所述连接杆17下端固连有打孔刀具41,所述打孔刀具41上下滑动于所述刀具腔77内,所述刀具腔77内直径稍大于所述打孔刀具41外直径,且所述刀具腔77可将所述打孔刀具41上的铁屑卡在所述刀具腔77外侧,所述内腔12左壁连通有弹簧腔68与空腔33,所述空腔33位于所述弹簧腔68上侧,所述空腔33下侧左壁转动连接有传动齿轮轴69,所述传动齿轮轴69右端固连有传动齿轮70,后侧所述传送带轮轴54左端固连有联动齿轮72,所述弹簧腔68右侧上下壁之间固连有导电板63,所述导电板63内设有左右贯通的导电板腔64,所述导电板腔64内设有上下滑动的联动块66,所述联动块66内转动连接有转动齿轮轴67,所述联动块66下端与所述导电板腔64下壁之间连接有电磁弹簧65,所述导电板63与所述电磁弹簧65之间电性连接,所述转动齿轮轴67右端固连有转动齿轮71,所述转动齿轮71上端分别啮合于所述传动齿轮70与所述联动齿轮72下端,所述内腔12上壁连通有两个限制槽21,所述限制槽21内设有左右滑动的限位块24,所述限位块24远离所述电机26的一端与所述限制槽21远离所述电机26的一侧之间连接有限制弹簧22,所述限位块24下端转动连接有砂轮轴23,所述内腔12左右壁分别固连有定位板37,所述定位板37内设有上下贯通的定位弹簧腔36,所述砂轮轴23下端穿过所述定位弹簧腔36,且所述砂轮轴23下端固连有打磨砂轮14,所述砂轮轴23可沿所述定位弹簧腔36内左右滑动,所述砂轮轴23上转动连接有联动杆16,所述联动杆16位于所述定位板37下侧,所述定位弹簧腔36远离所述连接块25的一侧与相对应的所述砂轮轴23之间连接有定位弹簧35,左右侧所述打磨砂轮14分别抵于金属板材的左右端,此时人工将金属板材通过所述进料口48放到所述传送带39上侧,同时所述传动齿轮轴69转动,带动所述传动齿轮70转动,进而带动所述转动齿轮71转动,同时带动所述转动齿轮轴67转动,进而带动所述联动齿轮72转动,同时带动后侧所述传送带轮轴54转动,进而传送带39上端向前运动,同时带动所述传送带39上端的金属板材向前运动,当金属板材运动到打孔位置时,此时程序控制所述导电板63通电,带动所述电磁弹簧65向下压缩,进而带动所述联动块66向下运动,同时带动所述转动齿轮轴67向下运动,进而带动所述转动齿轮71向下运动,同时带动所述转动齿轮71上端不啮合于所述传动齿轮70与所述联动齿轮72下端,进而带动后侧所述传送带轮轴54停止转动,同时带动所述传送带39停止向前运动,进而带动所述传送带39上端的金属板材停止运动,此时启动所述电机26,带动所述转动轴28转动,进而带动所述连接块25转动,同时带动所述气泵装置19转动,进而带动所述升降管18转动,同时带动所述连接杆17转动,进而带动所述打孔刀具41转动,同时所述气泵装置19控制所述连接杆17沿所述升降管18内部向下运动,进而带动所述打孔刀具41沿所述刀具腔77向下运动,同时所述打孔刀具41对下侧的金属板材进行打孔。
有益地,所述空腔33上侧左壁与所述内腔12右壁上分别转动连接有锥齿轮轴20,所述锥齿轮轴20上花键连接有蜗杆管套32,所述砂轮轴23上固连有蜗轮31,所述蜗轮31后端啮合于所述蜗杆管套32前端,所述锥齿轮轴20靠近所述转动轴28的一端固连有从动锥齿轮29,所述转动轴28上固连有主动锥齿轮27,左右侧所述从动锥齿轮29上端分别啮合于所述主动锥齿轮27左右端,此时所述转动轴28转动,带动所述主动锥齿轮27转动,进而带动所述从动锥齿轮29转动,进而带动所述锥齿轮轴20转动,同时带动所述蜗杆管套32转动,进而带动所述蜗轮31转动。
有益地,所述锥齿轮轴20上滑动连接有滑动轴套30,所述蜗杆管套32转动连接于所述滑动轴套30远离所述转动轴28的一端,所述滑动轴套30前端固连有衔接杆46,所述衔接杆46前端固连有滑动块47,两个所述滑动块47之间连接有伸缩弹簧49,所述伸缩弹簧49、所述滑动块47位于所述进料口48内,所述进料口48上壁连通有两个导向槽50,所述滑动块47上端滑动设于所述导向槽50内,所述滑动块47下端固连有限位杆51,所述限位杆51下端固连有定位块52,两个所述定位块52卡预金属板材左右端,所述联动杆16前端抵于所述限位杆51远离所述伸缩弹簧49的一端,此时人工将金属板材从所述进料口48放入,并卡在两个所述定位块52之间,所述定位块52带动所述限位杆51相背运动,进而带动所述滑动块47相背运动,进而带动所述伸缩弹簧49两端反向伸长,同时在所述伸缩弹簧49的弹力作用下,装置可对不同尺寸的金属板材进行加工。
有益地,所述内腔12右壁连通有开口向右的废屑出口13,所述内腔12下壁固设有支撑块55,所述传送带轮轴54转动连接于所述支撑块55上侧内,所述支撑块55下侧设有左右贯通的风扇腔56,所述风扇腔56右侧上下壁之间连接有过滤网57,所述内腔12下壁固设有衔接块60,所述衔接块60位于所述支撑块55左侧,所述衔接块60内转动连接有风扇轴59,所述风扇轴59右端伸入到所述风扇腔56内,且所述风扇轴59右端固连有风扇58,所述风扇58位于所述过滤网57左侧,所述风扇轴59与所述转动齿轮轴67上分别固连有同步带轮62,两个所述同步带轮62之间连接有同步带61,所述内腔12下壁固设有除屑板42,所述除屑板42内设有开口向上的集屑腔44,所述集屑腔44下壁固设有吸屑板43,所述吸屑板43对铁屑具有吸引作用,所述除屑板42前后侧成倾斜状态,便于铁屑滑落到所述集屑腔44内,此时加工产生的铁屑落到所述除屑板42上端,同时通过所述吸屑板43的磁力吸引,此时铁屑滑落到所述集屑腔44内,同时所述转动齿轮轴67转动,带动所述风扇轴59转动,进而带动所述风扇58转动,进而将所述集屑腔44内的铁屑通过所述废屑出口13吹到外界。
有益地,左侧所述锥齿轮轴20与所述传动齿轮轴69上分别固连有联动带轮34,两个所述联动带轮34之间连接有联动带38,所述联动带38位于所述空腔33内,此时带动左侧所述锥齿轮轴20转动,进而带动所述传动齿轮轴69转动。
以下结合图1至图5对本文中的一种基于金属板材定位打孔及打磨毛边装置的使用步骤进行详细说明:
初始时,此时转动齿轮71处于上极限位置,同时电磁弹簧65与伸缩弹簧49处于自然状态,打孔刀具41位于上极限位置。
此时人工将金属板材从进料口48放入,并卡在两个定位块52之间,定位块52带动限位杆51相背运动,进而带动滑动块47相背运动,进而带动伸缩弹簧49两端反向伸长,同时带动滑动轴套30相背滑动,进而推动蜗杆管套32相背滑动,同时在伸缩弹簧49的弹力作用下,装置可对不同尺寸的金属板材进行加工,同时限位杆51推动联动杆16相背运动,进而带动砂轮轴23与蜗轮31相背运动,进而控制蜗轮31与蜗杆管套32始终保持啮合状态,同时带动打磨砂轮14相背运动,并在限制弹簧22与定位弹簧35弹力作用下,进而控制打磨砂轮14抵于金属板材左右端,同时金属板材通过进料口48放到传送带39上侧,此时启动电机26,带动转动轴28转动,进而带动主动锥齿轮27转动,同时带动锥齿轮轴20转动,进而左侧锥齿轮轴20转动,进而带动传动齿轮轴69转动,带动传动齿轮70转动,进而带动转动齿轮71转动,同时带动转动齿轮轴67转动,进而带动联动齿轮72转动,同时带动后侧传送带轮轴54转动,进而传送带39上端向前运动,进而带动传送带39上端的金属板材向前运动,同时锥齿轮轴20转动带动蜗杆管套32转动,进而带动蜗轮31转动,同时带动砂轮轴23转动,进而带动打磨砂轮14转动,进而打磨砂轮14打磨金属板材左右端的毛边;
当金属板材运动到打孔位置时,此时程序控制导电板63通电,带动电磁弹簧65向下压缩,进而带动联动块66向下运动,同时带动转动齿轮轴67向下运动,进而带动转动齿轮71向下运动,同时带动转动齿轮71上端不啮合于传动齿轮70与联动齿轮72下端,进而带动后侧传送带轮轴54停止转动,同时带动传送带39停止向前运动,进而带动传送带39上端的金属板材停止运动,此时转动轴28转动,进而带动连接块25转动,同时带动气泵装置19转动,进而带动升降管18转动,同时带动连接杆17转动,进而带动打孔刀具41转动,同时气泵装置19控制连接杆17沿升降管18内部向下运动,进而带动打孔刀具41沿刀具腔77向下运动,同时打孔刀具41对下侧的金属板材进行定位打孔,打孔结束后,气泵装置19间接控制打孔刀具41沿刀具腔77向上滑动,进而打孔刀具41上残留的铁屑卡在刀具腔77外侧,进而间接清理打孔刀具41上的铁屑,保证下一次打孔的精确度;
同时加工产生的铁屑落到除屑板42上端,同时通过吸屑板43的磁力吸引,此时铁屑滑落到集屑腔44内,同时转动齿轮轴67转动,带动风扇轴59转动,进而带动风扇58转动,进而将集屑腔44内的铁屑通过废屑出口13吹到外界,进而对铁屑进行清理。
本发明的有益效果是:本发明利用电磁铁控制齿轮相互啮合,控制金属板材的运动,从而对打孔位置的确定,同时利用气泵与电机控制打孔刀具进行打孔工作,与代替人工定位打孔,打孔与打磨毛边同时进行,从而提高工作效率,且降低工人劳动强度,同时利用弹簧弹性变形,控制装置可用于不同尺寸的金属板材加工。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此领域技术的人士能够了解本发明内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
- 一种基于金属板材定位打孔及打磨毛边装置
- 一种基于双面同步打磨的金属板材切削打磨装置