一种精确配料商砼混合生产系统
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及商砼生产制备技术领域,具体为一种精确配料商砼混合生产系统。
背景技术
商砼亦称预拌混凝土,是指预先拌好的质量合格的混凝土拌和物,以商品的形式出售给施工单位,并运到施工现场进行浇筑的混凝土拌和物。商品混凝土是把混凝土的生产过程,从原材料选择、配合比设计、外加剂与掺和料的选用、混凝土的拌制、混凝土输送到工地等一系列工程从一个个施工现场集中到搅拌站,由搅拌站统一经营管理,把各种成品以商品形式供应给施工单位。
而现有的搅拌站在进行商砼生产制备的过程中,需要利用称重器对各种原料进行称重,按照配比将原料输入到搅拌站内进行搅拌混合制备,但是在对原料进行称重,特别是对石子进行称重过程中,石子分布不均会导致称重器受力不均,称重出的结果存在较大的偏差,导致配比不精准,制备出的商砼不达标。
现有的搅拌站,通过在称重仓上设置振动机对称重仓进行振动,使得称重仓内的石子振动排列均匀,但是振动会对称重器的称重精度产生影响,在称重过程中振动,会破坏称重器原有的精度。
在专利申请号为CN201910205243.1的专利文献公开了混凝土配料用称重装置,其结构包括连接滑板、水箱、连接块、搅拌罐、底座、称重配料机,连接滑板的左端设有水箱,并且二者相焊接,水箱的底端与搅拌罐的顶端相焊接,连接块设于搅拌罐的左端,并且二者为一体化结构,连接块位于底座的正上方,本发明通过改进设备的部分结构,使其在进行使用加料的时候,能够通过称重防偏差机构减缓物料下降的速度,放置其下降速度过快,导致称板在检测的时候,称重数据大于实际重量从而造成偏差,同时通过防粘壁机构能够在称重输料的时候,对其内壁上的原料进行震动掉落,防止部分原料粘附在内壁上的,导致实际输送的原料小于称量重量,造成工艺偏差。
但是,上述的混凝土配料用称重装置也仅解决了在称重过程中,原料下落速度快,导致称重器测量偏差大的技术问题。
发明内容
针对以上问题,本发明提供了一种精确配料商砼混合生产系统,通过在称重仓内设置吊设的挤压机构,在石子进入到称重仓内后,通过挤压机构中的挤压球进行横向的挤压,对石子进行推动,使得石子之间的间隙得到填充,改变石子在称重仓内的分布,使得称重模块称取石子的称量精度提高,解决因石子分布不均导致的称量模块称量精度不准确的技术问题。
为实现上述目的,本发明提供如下技术方案:
一种精确配料商砼混合生产系统,包括配比装置、提升装置及混合装置,所述配比装置通过所述提升装置与所述混合装置连通,且所述配比装置包括若干的料仓、位于所述料仓正下方的带式输送机及与所述料仓一一对应设置的称重设备,所述称重设备位于所述料仓与所述带式输送机之间,所述称重设备包括:
料斗,所述料斗安装于对应的所述料仓的下部输出口处,该料斗由顶部呈敞开设置;
称重仓,所述称重仓固定安装于所述料斗内的下部,该称重仓顶部开设有进料口,且该称重仓的底部均开口有出料口,所述称重仓用于装取所述料仓内输出的待称重的原料;
称重模块,所述称重模块通过推送机构滑动安装于所述料斗的底部,所述称重模块滑动至封堵所述料斗的底部时,所述称重模块密封所述出料口;
缓冲机构,所述缓冲机构安装于所述料斗内,该缓冲机构位于所述称重仓的上部,且该缓冲机构对进入所述料斗内的原料进行缓冲处理;
间歇进料机构,所述间歇进料机构安装于所述进料口处,该间歇进料机构与所述缓冲机构同步运转,控制所述进料口开关;以及
挤压机构,所述挤压机构安装于所述称重仓内部,该挤压机构挤压进入所述称重仓内部的原料,调节所述称重仓内原料间的间隙。
作为改进,所述料斗的底部开设有供所述称重模块滑动设置的滑道,所述推送机构包括推送器及连接板,所述推送器沿所述滑道的设置方向推送设置,所述连接板用于连接所述推送器与所述称重模块。
作为改进,所述进料口的下部边沿设置有向所述称重仓内部倾斜设置的进料导向板。
作为改进,所述缓冲机构包括:
缓冲仓,所述缓冲仓固定设置于所述称重仓的正上方,该缓冲仓呈锥形设置,且该缓冲仓内安装有驱动组件;
缓冲板,所述缓冲板摆动安装于所述缓冲仓的斜坡面上,该缓冲板由所述驱动组件驱动往复摆动;以及
缓冲副板,所述缓冲副板倾斜向下安装于所述料斗的内臂上,其与所述缓冲板对应设置。
作为改进,所述驱动组件包括:
驱动电机,所述驱动电机安装于所述缓冲仓的内部;
缓冲转轴,所述缓冲转轴竖直转动安装于所述缓冲仓内,该缓冲转轴与所述驱动电机通过齿轮单元传动连接,
摆杆,所述摆杆穿透所述缓冲仓的侧壁与对应的所述缓冲板铰接,该摆杆位于所述缓冲仓内的端部成球头设置,且该摆杆上设置有腰槽,所述缓冲仓上设置有位于所述腰槽内的限位轴;以及
转盘,所述转盘安装于所述缓冲转轴上,该转盘随所述缓冲转轴同步旋转,且该转盘与所述球头抵触配合的端面凹陷设置有凹槽。
作为改进,所述球头位于所述凹槽内时,所述缓冲板与所述缓冲副板搭接,对所述原料进行阻挡缓冲。
作为改进,所述间歇进料机构包括:
封板,所述封板转动安装于对应的所述进料口处;
摆动板,所述摆动板与所述封板一体连接设置,该摆动板带动所述封板旋转;
伸缩臂,所述伸缩臂与所述摆动板铰接,该伸缩臂另一端穿透所述缓冲仓的侧壁,位于所述缓冲仓内部;
拉杆,所述拉杆水平吊设于所述缓冲仓的内部,该拉杆一端与所述伸缩臂铰接设置,且该拉杆的另一端呈球形部设置;以及
导向轮,所述导向轮安装于所述缓冲转轴上,该导向轮由所述缓冲转轴带动旋转,且该导向轮的边沿上设置有导向槽,所述球形部沿该导向槽通过拉杆拉动所述伸缩臂。
作为改进,所述导向槽成菱形设置,其包括拉动槽与推送槽,所述拉动槽与推送槽衔接设置。
作为改进,所述挤压机构:
挤压辊,所述挤压辊竖直安装于所述称重仓内,该挤压辊的顶部位于所述缓冲仓内,且该挤压辊内部中空设置,所述挤压辊的侧壁上开设有若干的挤压孔;
芯柱,所述芯柱插设于所述挤压辊内,该芯柱的侧壁上开设有与所述挤压孔一一对应设置的半球形槽,且该芯柱的底部设置有弹性件,所述芯柱的顶部呈半球形部设置;
挤压球,所述挤压球自由滚动装载于所述半球形槽内,所述芯柱上下移动时,所述挤压球自所述挤压孔挤出;以及
驱动盘,所述驱动盘安装于所述缓冲转轴上,该驱动盘随所述缓冲转轴同步旋转,且该驱动盘与所述半球形部抵触的端面设置有凸起的挤压凸块。
作为改进,相邻的所述挤压辊上开设的所述挤压孔呈交错设置。
本发明的有益效果在于:
(1)本发明通过在称重仓内设置吊设的挤压机构,在石子进入到称重仓内后,通过挤压机构中的挤压球进行横向的挤压,对石子进行推动,使得石子之间的间隙得到填充,改变石子在称重仓内的分布,使得称重模块称取石子的称量精度提高,解决因石子分布不均导致的称量模块称量精度不准确的技术问题;
(2)本发明通过在料斗内部设置缓冲机构对进入料斗的石子进行缓冲处理,避免石子在料斗内形成冲击,可以避免石子的冲击对料斗、称重仓及称重模块造成破坏;
(3)本发明通过利用缓冲机构的缓冲板的摆动对进入料斗的石子进行缓冲处理,同时配合缓冲副板,在缓冲板与缓冲副板配合形成阻挡时,间歇进料机构控制称重仓上的进料口打开,使得缓冲后的石子进入到称重仓内,避免新进入料斗的石子对称重仓的进料产生影响;
(4)本发明通过在称重仓的进料口设置间歇进料机构,利用间歇进料机构对进料口进行间歇开关,使得料斗内的石子可以分批次的进入到称重仓内,使得称重仓可以有进行称重分析的时间,避免持续的进料对称重模块无法精准的反映称重仓内原料的质量;
(5)本发明通过利用挤压机构对石子进行挤压过程中,相邻挤压辊上的挤压球交错设置,可以使得在挤压过程中形成对角的挤压施力,使得石子更好的被推动,调节始终之间的间歇,使得小石子能填充石子之间的间隙,均衡石子之间的结构。
综上所述,本发明具有配比精确、自动化程度高等优点,尤其适用于精确配比商砼的生产制备技术领域。
附图说明
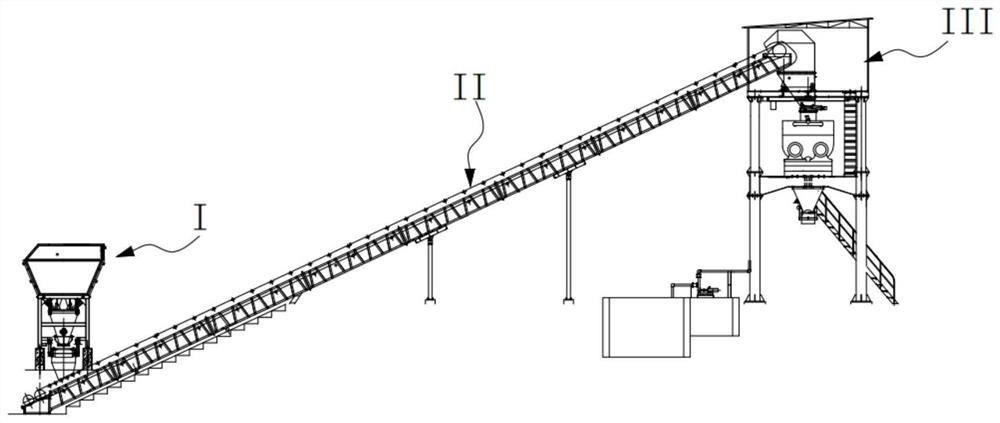
图1为本发明正视结构示意图;
图2为本发明俯视结构示意图;
图3为本发明配比装置正视结构示意图;
图4为本发明称重设备立体结构示意图;
图5为本发明称重设备剖视结构示意图一;
图6为本发明称重设备剖视结构示意图二;
图7为本发明缓冲机构剖视结构示意图;
图8为图7中A处结构放大示意图;
图9为图7中B处结构放大示意图;
图10为本发明转盘立体结构示意图;
图11为本发明间歇进料机构剖视结构示意图;
图12为本发明导向轮剖视结构示意图;
图13为本发明挤压机构剖视结构示意图;
图14为本发明驱动盘立体结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
实施例一:
如图1至6所示,一种精确配料商砼混合生产系统,包括配比装置I、提升装置II及混合装置III,所述配比装置I通过所述提升装置II与所述混合装置III连通,且所述配比装置I包括若干的料仓1、位于所述料仓1正下方的带式输送机2及与所述料仓1一一对应设置的称重设备3,所述称重设备3位于所述料仓1与所述带式输送机2之间,其特征在于,所述称重设备3包括:
料斗31,所述料斗31安装于对应的所述料仓1的下部输出口处,该料斗31由顶部呈敞开设置;
称重仓32,所述称重仓32固定安装于所述料斗31内的下部,该称重仓32顶部开设有进料口321,且该称重仓32的底部均开口有出料口322,所述称重仓32用于装取所述料仓1内输出的待称重的原料;
称重模块34,所述称重模块34通过推送机构35滑动安装于所述料斗31的底部,所述称重模块34滑动至封堵所述料斗31的底部时,所述称重模块34密封所述出料口322;
缓冲机构36,所述缓冲机构36安装于所述料斗31内,该缓冲机构36位于所述称重仓32的上部,且该缓冲机构36对进入所述料斗31内的原料进行缓冲处理;
间歇进料机构37,所述间歇进料机构37安装于所述进料口321处,该间歇进料机构37与所述缓冲机构36同步运转,控制所述进料口321开关;以及
挤压机构38,所述挤压机构38安装于所述称重仓32内部,该挤压机构38挤压进入所述称重仓32内部的原料,调节所述称重仓32内原料间的间隙。
进一步的,所述料斗31的底部开设有供所述称重模块34滑动设置的滑道311,所述推送机构35包括推送器351及连接板352,所述推送器351沿所述滑道311的设置方向推送设置,所述连接板352用于连接所述推送器351与所述称重模块34。
更进一步的,所述进料口321的下部边沿设置有向所述称重仓32内部倾斜设置的进料导向板323。
需要说明的是,在石子原料由料仓1输入到料斗31内,通过料斗31内的缓冲机构36对石子进行缓冲处理,缓冲后的石子堆积在称重仓32顶部的进料口321处,称重模块34呈板状设置,由推送机构35带动滑动至称重仓32的底部,对称重仓32底部的出料就322进行封堵,形成对石子进行称量的称量空间,之后间歇进料机构37会打开称重仓32的进料口,使得石子进入到称量空间内进行堆积,堆积的石子通过挤压机构38对石子进行横向的挤压错动,使得石子通过挤压错动调节石子之间的间隙,使得石子的分布更加均匀,不会出现太大的空腔,或者石子的过渡集中。
如图9至图10所示,作为一种优选的实施方式,所述缓冲机构36包括:
缓冲仓361,所述缓冲仓361固定设置于所述称重仓32的正上方,该缓冲仓361呈锥形设置,且该缓冲仓361内安装有驱动组件362;
缓冲板363,所述缓冲板363摆动安装于所述缓冲仓361的斜坡面上,该缓冲板363由所述驱动组件362驱动往复摆动;以及
缓冲副板364,所述缓冲副板364倾斜向下安装于所述料斗31的内臂上,其与所述缓冲板363对应设置。
进一步的,所述驱动组件362包括:
驱动电机3621,所述驱动电机3621安装于所述缓冲仓361的内部;
缓冲转轴3622,所述缓冲转轴3622竖直转动安装于所述缓冲仓361内,该缓冲转轴3622与所述驱动电机3621通过齿轮单元3623传动连接,
摆杆3624,所述摆杆3624穿透所述缓冲仓361的侧壁与对应的所述缓冲板363铰接,该摆杆3624位于所述缓冲仓361内的端部呈球头3620设置,且该摆杆3624上设置有腰槽3625,所述缓冲仓361上设置有位于所述腰槽3625内的限位轴3626;以及
转盘3627,所述转盘3627安装于所述缓冲转轴3622上,该转盘3627随所述缓冲转轴3622同步旋转,且该转盘3627与所述球头3620抵触配合的端面凹陷设置有凹槽3628。
更进一步的,所述球头3620位于所述凹槽3628内时,所述缓冲板363与所述缓冲副板364搭接,对所述原料进行阻挡缓冲。
需要说明的是,通过驱动电机3621的旋转,带动缓冲转轴3622进行旋转,在缓冲转轴3622进行旋转的过程中,通过转盘3627的旋转,使得摆杆3624上的球头3620在凹槽3628上进行抵触,使得摆杆3624进行摆动,利用摆杆3624的摆动,带动缓冲板363进行摆动,通过缓冲板363的摆动,使得石子进入料斗31内后可以进行有效的缓冲。
此外,在缓冲板363进行摆动的过程中,会与缓冲副板364之间的距离会发生改变,在缓冲板363与缓冲副板364距离缩小时,对下方的进料口321形成遮挡,此时,下方的进料口321刚好可以打开,将堆积的石子输入到称重仓32内,可以避免缓冲的石子直接进入到称重仓32内,因为直接掉落会因高度差产生一定的冲击。
如图11与图12所示,作为一种优选的实施方式,所述间歇进料机构37包括:
封板371,所述封板371转动安装于对应的所述进料口321处;
摆动板372,所述摆动板372与所述封板371一体连接设置,该摆动板372带动所述封板371旋转;
伸缩臂373,所述伸缩臂373与所述摆动板372铰接,该伸缩臂373另一端穿透所述缓冲仓361的侧壁,位于所述缓冲仓361内部;
拉杆374,所述拉杆374水平吊设于所述缓冲仓361的内部,该拉杆374一端与所述伸缩臂373铰接设置,且该拉杆374的另一端呈球形部375设置;以及
导向轮376,所述导向轮376安装于所述缓冲转轴3622上,该导向轮376由所述缓冲转轴3622带动旋转,且该导向轮376的边沿上设置有导向槽377,所述球形部375沿该导向槽377通过拉杆374拉动所述伸缩臂373。
进一步的,所述导向槽377成菱形设置,其包括拉动槽3771与推送槽3772,所述拉动槽3771与推送槽3772衔接设置,球形部375分别与拉动槽3771、推送槽3772抵触时,拉动拉杆374,带动摆动板372进行摆动。
需要说明的是,在缓冲机构36进行运转的过程中,会同步带动间歇进料机构37进行运转,而间歇进料机构37运转的过程中,会使得称重仓32的进料口321配合缓冲机构36的运转进行开启,达到间歇进料的目的,给予称重模块34进行称量的时间阶段。
如图13与图14所示,作为一种优选的实施方式,所述挤压机构38:
挤压辊381,所述挤压辊381竖直安装于所述称重仓32内,该挤压辊381的顶部位于所述缓冲仓361内,且该挤压辊381内部中空设置,所述挤压辊381的侧壁上开设有若干的挤压孔382;
芯柱383,所述芯柱383插设于所述挤压辊381内,该芯柱383的侧壁上开设有与所述挤压孔382一一对应设置的半球形槽384,且该芯柱383的底部设置有弹性件385,所述芯柱383的顶部呈半球形部380设置;
挤压球386,所述挤压球386自由滚动装载于所述半球形槽384内,所述芯柱383上下移动时,所述挤压球386自所述挤压孔382挤出;以及
驱动盘387,所述驱动盘387安装于所述缓冲转轴3622上,该驱动盘387随所述缓冲转轴3622同步旋转,且该驱动盘387与所述半球形部380抵触的端面设置有凸起的挤压凸块388。
进一步的,相邻的所述挤压辊381上开设的所述挤压孔382呈交错设置。
需要说明的是,在石子进入到称重仓32内后,利用缓冲机构36的运转,带动驱动盘387进行旋转,通过驱动盘387上的挤压凸块388与芯柱383的触碰挤压弹性件385,使得芯柱383沿竖直方向进行上下的移动,使得挤压球386在芯柱383移动的过程中,从挤压孔382内凸出,对石子进行挤压,使得石子进行调整,可以使粒径较小的石子对填充到间隙内,使得石子分布的更均匀,使得称重模块34受力更加均匀。
进一步说明的是,在挤压球386对石子进行挤压的过程中,利用挤压球386的对角挤压,使得石子可以更好的被推动,可以更容易的调整石子之间的间隙。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种精确配料商砼混合生产系统
- 一种精确配料商砼混合生产系统