一种阀芯气密检测设备及阀芯气密阀检测方法
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及一种阀芯气密检测设备及阀芯气密阀检测方法,属于芯阀检测器具。
背景技术
1:原装置先将阀芯组件放置在水中再将压缩空气注入阀芯进口进行吹气检测,待水中出现气泡时才能观察检测结果。
2:原装置检测精度差,无法显示泄露数值,反应时间长,易产生误判情况。
3:目前已有的气密侧漏装置只能单路检测,无法在一次装夹的情况下进行多路切换检测。
4:目前已有气密侧漏装置检测工艺繁琐,检测时间较长,检测效率低。
发明内容
本发明的目的是提供一种能够自动检测阀芯组件,提高检测精度,提升产品合格率的设备,同时提供一种阀芯气密检测方法。
按照本发明的技术方案,所述一种阀芯气密检测设备,包括密封压紧工装、触摸屏、气密测漏仪、数显压力表、精密调压阀、启动按钮、机架、电气柜,所述机架包括工作台、框架及支腿,所述密封压紧工装设置在操作台上,所述框架上设置有触摸屏、气密测漏仪、数显压力表及精密调压阀,其均通过线路与电气柜相连接,所述电气柜设置于机架的底侧,所述气动按钮设置于操作台的底侧;
所述密封压紧工装包括、底板、导柱、移动板、上固定板、阀芯下压气缸立柱、下压气缸连接块、阀芯下压气缸、下压气缸、压力传感器、阀芯压杆、下压气缸连接块、上磨、下磨,其中底板与操作台固定,底板上设置有下磨,底板与上固定板之间设置有导柱,移动板设置在导柱上,移动板的底端设置有上磨,移动板的上部通过阀芯下压气缸立柱与下压气缸连接块相连接,所述阀芯下压气缸与下压气缸连接块固定,所述下压气缸固定于上固定板上,所述压力传感器与阀芯下压气缸固定,所述阀芯压杆与压力传感器固定,下压气缸连接块与下压气缸固定。
作为本发明的进一步改进,所述气密测漏仪主要包括所LC103型流量式气密捡漏仪主机、流量传感器、直压传感器、D-SUB电缆连接器、精密调压阀、过滤器、电磁阀及快插接头,气密侧漏仪与上磨及下磨分别通过φ6气管相连接。
作为本发明的进一步改进,所述触摸屏包括下压气缸上升/下降、阀芯下压气缸上升/下降、测漏仪运行/停止及设备原点位置灯等手动页面,还包括上通道气路检测、下通道气路检测、三通道气路检测、自动启动、自动停止、生产节拍CT时间、OK计数、NG计数、压力传感器显示、报警界面、报警复位及报警查询等自动界面。
作为本发明的进一步改进,所述移动板通过直线轴承与导柱相连接。
一种阀芯气密检测方法,所述阀芯气密检测方法,适用于阀芯气密检测设备,其包括以下步骤,
1)上通道气路检测步骤如下
S1-1:打开电气柜将设备开机启动,调节三个精密调压阀,调节至数显压力表显示需设定气压值,将气密测漏仪开机启动,设定相应泄露量等参数,触摸屏选择上通道气路检测点击自动启动按钮;
S1-2:将阀芯组件放入密封压紧工装中,双手按下启动按钮,下压气缸伸出,移动板与上磨向下移动,待下磨与上磨密封贴合后,下压气缸到位,阀芯下压气缸伸出,并带动压力传感器、阀芯压杆向下运动,待阀芯压杆与阀芯组件贴合后,气密侧漏仪进行通气检测;
S1-3:启动气密测漏仪,设备自动将第一个精密调压阀调节后的压缩空气通入气密检漏仪,气密侧漏仪再对阀芯组件进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪测量程序结束后显示OK或NG并排空内部压缩空气,气密侧漏仪检测完成;
S1-4:检测完成后,下压气缸带动密封压紧工装抬起,待下压气缸及阀芯下压气缸上升到位后,人工拿出阀芯组件并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件,双手按下启动按钮,重复以上下压检测动作。
2)下通道气路检测步骤如下:
S2-1:打开电气柜将设备开机启动,调节三个精密调压阀,调节至数显压力表显示需设定气压值,将气密测漏仪开机启动,设定相应泄露量等参数,触摸屏选择下通道气路检测点击自动启动按钮;
S2-2:将阀芯组件放入密封压紧工装中,双手按下启动按钮,下压气缸伸出,移动板与上磨向下移动,待下磨与上磨密封贴合后,下压气缸到位,阀芯下压气缸伸出,并带动压力传感器、阀芯压杆向下运动,待阀芯压杆与阀芯组件贴合后,气密侧漏仪进行通气检测;
S2-3:启动气密测漏仪,设备自动将第二个精密调压阀调节后的压缩空气通入气密检漏仪,气密侧漏仪再对阀芯组件通过下磨的接头进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪测量程序结束后显示OK或NG并排空内部压缩空气,气密侧漏仪检测完成;
S2-4:检测完成后,下压气缸带动密封压紧工装抬起,待下压气缸及阀芯下压气缸上升到位后,人工拿出阀芯组件并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件,双手按下启动按钮,重复以上下压检测动作。
3)三通道气路检测步骤如下:
S3-1:打开电气柜将设备开机启动,调节三个精密调压阀,调节至数显压力表显示需设定气压值,将气密测漏仪开机启动,设定相应泄露量等参数,触摸屏选择三通道气路检测点击自动启动按钮;
S3-2:将阀芯组件放入密封压紧工装中,双手按下启动按钮,下压气缸伸出,移动板与上磨向下移动,待下磨与上磨密封贴合后,下压气缸到位,阀芯下压气缸伸出,并带动压力传感器、阀芯压杆向下运动,待阀芯压杆与阀芯组件贴合后,气密侧漏仪进行通气检测;
S3-3:启动气密测漏仪,设备自动将第一个精密调压阀调节后的压缩空气通入气密检漏仪,气密侧漏仪再对阀芯组件通过上磨及下磨的接头进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪测量程序结束后显示OK或NG并排空内部压缩空气,排空后设备自动将第二/第三个精密调压阀分别按上述步骤通入压缩空气后对阀芯组件进行检测,直至三通道气路件测完毕;
S3-4:检测完成后,下压气缸带动密封压紧工装抬起,待下压气缸及阀芯下压气缸上升到位后,人工拿出阀芯组件并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件,双手按下启动按钮,重复以上下压检测动作。
本发明具有以下优点:
③该检测设备提高了检测精度,实时显示泄露量,提升产品合格率。
④该检测设备结构简单可靠,维修方便。
附图说明
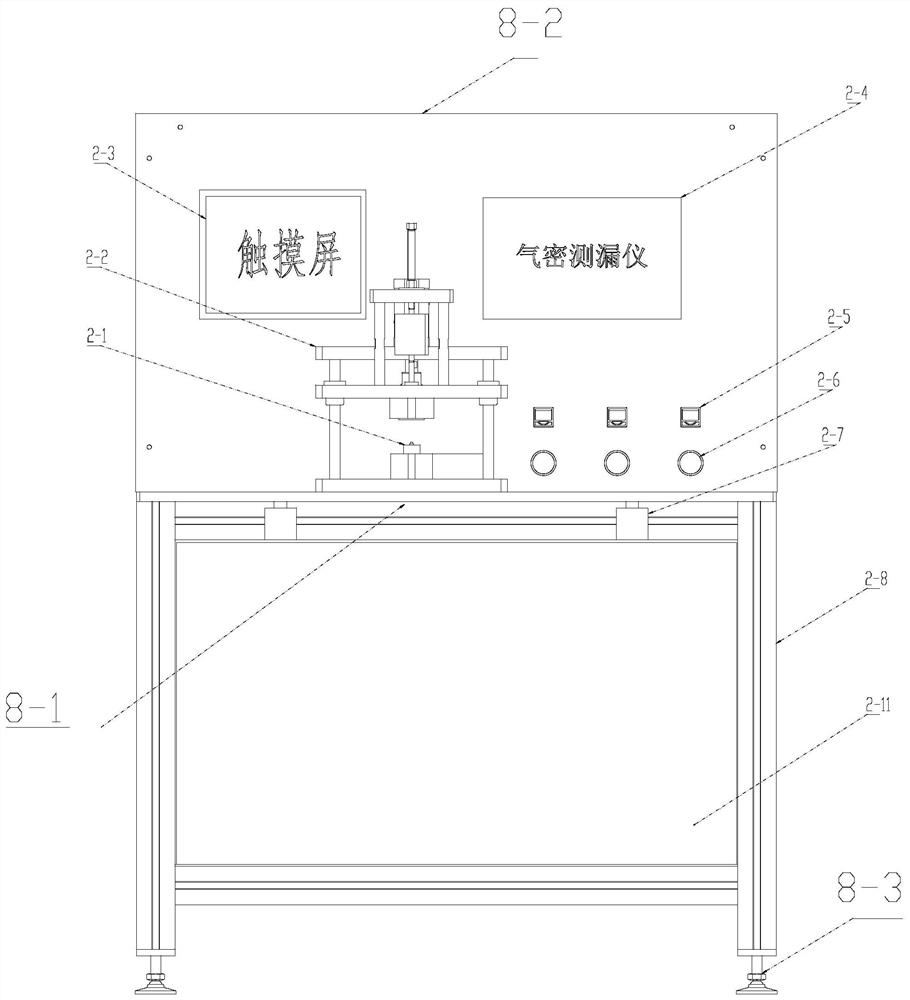
图1为本发明的整体结构示意图。
图2为密封压紧工装结构示意图。
图3为控制线路图。
附图标记说明:1-阀芯组件、2-密封压紧工装、3-触摸屏、4-气密测漏仪、5-数显压力表、6-精密调压阀(从左往右依次为1号精密调压阀,2号精密调压阀,3号精密调压阀)、7-启动按钮、8-机架、8-1-工作台、8-2-框架8-3-支腿、9-电气柜;
2-1-底板、2-2-导柱、2-3-直线轴承、2-4-移动板、2-5-上固定板、2-6- 阀芯下压气缸立柱、2-7-下压气缸连接块、2-8-阀芯下压气缸、2-9-下压气缸、2-10-压力传感器、2-11-阀芯压杆、2-12-下压气缸连接块、2-13-上磨、2-14-下磨。
具体实施方式
下面按照图示对本发明做进一步阐述。
如图1-3所示,一种阀芯气密检测设备,包括密封压紧工装 2、触摸屏3、气密测漏仪4、数显压力表5、精密调压阀 6、启动按钮7、机架8、电气柜9,所述机架8包括工作台8-1、框架8-2及支腿8-3,所述密封压紧工装2设置在操作台上,所述框架8-2上设置有触摸屏3、气密测漏仪4、数显压力表5及精密调压阀6,其均通过线路与电气柜9相连接,所述电气柜9设置于操作台8-1的底侧,所述启动按钮7设置于操作台8-1的底侧;所述密封压紧工装 2、触摸屏3、气密测漏仪4、数显压力表5、精密调压阀 6及电气柜9等均通过线路连接外部PLC控制器,通过PLC控制器的指令工作;
所述密封压紧工装2包括2-1、底板2-2、导柱、2-4移动板、2-5上固定板、2-6 阀芯下压气缸立柱、2-7下压气缸连接块、2-8 阀芯下压气缸、2-9 下压气缸、2-10压力传感器、2-11阀芯压杆、2-12下压气缸连接块、2-13上磨、2-14下磨,其中底板2-1与操作台固定,底板2-1上设置有下磨2-14,底板2-1与上固定板2-5之间设置有导柱2-3,移动板2-4设置在导柱2-2上,移动板2-4的底端设置有上磨2-13,移动板2-4的上部通过阀芯下压气缸立柱2-6与下压气缸连接块2-7相连接,所述阀芯下压气缸2-8与下压气缸连接块2-7固定,所述2-9 下压气缸固定于上固定板2-5上,所述压力传感器2-10与2-8阀芯下压气缸固定,所述阀芯压杆2-11与压力传感器2-10固定,2-12下压气缸连接块与2-9下压气缸固定。
所述气密测漏仪4包括LC103型流量式气密捡漏仪主机、流量传感器、直压传感器、D-SUB电缆连接器、精密调压阀、过滤器、电磁阀及快插接头,气密侧漏仪4与上磨2-13及下磨2-14分别通过φ6气管相连接,上磨2-13及下磨2-14分别有固定对应的气管接头。
通过程序控制控制将1号精密调压阀调节后的压缩空气通入气密检测仪,气密检测仪再将压缩空气充入上磨2-13中;通过程序控制分别会将2号精密调压阀与3号精密调压阀调节后的压缩空气通入气密检测仪,气密检测仪再将压缩空气充入下磨2-14中。
所述触摸屏3包括下压气缸上升/下降、阀芯下压气缸上升/下降、测漏仪运行/停止及设备原点位置灯等手动页面,还包括上通道气路检测、下通道气路检测、三通道气路检测、自动启动、自动停止、生产节拍CT时间、OK计数、NG计数、压力传感器显示、报警界面、报警复位及报警查询等自动界面。
所述移动板2-4通过直线轴承2-3与导柱2-2相连接。
一种阀芯气密检测方法,所述阀芯气密检测方法,适用于阀芯气密检测设备,其包括以下步骤:
1)上通道气路检测步骤如下
S1-1:打开电气柜9将设备开机启动,调节三个精密调压阀6,调节至数显压力表5显示需设定气压值,将气密测漏仪4开机启动,设定相应泄露量等参数,触摸屏3选择上通道气路检测点击自动启动按钮;
S1-2:将阀芯组件1放入密封压紧工装2中,双手按下启动按钮7,下压气缸2-9伸出,移动板2-4与上磨2-13向下移动,待下磨2-13与上磨2-14密封贴合后,下压气缸2-9到位,阀芯下压气缸2-8伸出,并带动压力传感器2-10、阀芯压杆2-11向下运动,待阀芯压杆2-11与阀芯组件1贴合后,气密侧漏仪4进行通气检测;
S1-3:启动气密测漏仪4,设备自动将第一个精密调压阀调节后的压缩空气通入气密检漏仪4,气密侧漏仪4再对阀芯组件1通过上磨2-13的接头进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪4测量程序结束后显示OK或NG并排空内部压缩空气,气密侧漏仪检测完成;
S1-4:检测完成后,下压气缸2-9带动密封压紧工装2抬起,待下压气缸2-9及阀芯下压气缸2-8上升到位后,人工拿出阀芯组件1并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件1,双手按下启动按钮7,重复以上下压检测动作。
2)下通道气路检测步骤如下:
S2-1:打开电气柜9将设备开机启动,调节三个精密调压阀6,调节至数显压力表5显示需设定气压值,将气密测漏仪4开机启动,设定相应泄露量等参数,触摸屏3选择下通道气路检测点击自动启动按钮;
S2-2:将阀芯组件1放入密封压紧工装2中,双手按下启动按钮7,下压气缸2-9伸出,移动板(2-4)与上磨2-13向下移动,待下磨2-13与上磨2-14密封贴合后,下压气缸2-9到位,阀芯下压气缸2-8伸出,并带动压力传感器2-10、阀芯压杆2-11向下运动,待阀芯压杆2-11与阀芯组件1贴合后,气密侧漏仪4进行通气检测;
S2-3:启动气密测漏仪4,设备自动将第二个精密调压阀调节后的压缩空气通入气密检漏仪4,气密侧漏仪4再对阀芯组件1通过下磨2-14的接头进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪4测量程序结束后显示OK或NG并排空内部压缩空气,气密侧漏仪检测完成;
S2-4:检测完成后,下压气缸2-9带动密封压紧工装2抬起,待下压气缸2-9及阀芯下压气缸2-8上升到位后,人工拿出阀芯组件1并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件1,双手按下启动按钮7,重复以上下压检测动作。
3)三通道气路检测步骤如下:
S3-1:打开电气柜9将设备开机启动,调节三个精密调压阀6,调节至数显压力表5显示需设定气压值,将气密测漏仪4开机启动,设定相应泄露量等参数,触摸屏3选择三通道气路检测点击自动启动按钮;
S3-2:将阀芯组件1放入密封压紧工装2中,双手按下启动按钮7,下压气缸2-9伸出,移动板2-4与上磨2-13向下移动,待下磨2-13与上磨2-14密封贴合后,下压气缸2-9到位,阀芯下压气缸2-8伸出,并带动压力传感器2-10、阀芯压杆2-11向下运动,待阀芯压杆2-11与阀芯组件1贴合后,气密侧漏仪4进行通气检测;
S3-3:启动气密测漏仪4 ,设备自动将第一个精密调压阀调节后的压缩空气通入气密检漏仪4,气密侧漏仪4再对阀芯组件1通过上磨2-13及下磨2-14的接头进行充气、保压、测试,待测试结果与设定参数自动比对,气密测漏仪4测量程序结束后显示OK或NG并排空内部压缩空气,排空后设备自动将第二/第三个精密调压阀5分别按上述步骤通入压缩空气后对阀芯组件1进行检测,直至三通道气路件测完毕;
S3-4:检测完成后,下压气缸2-9带动密封压紧工装2抬起,待下压气缸2-9及阀芯下压气缸2-8上升到位后,人工拿出阀芯组件1并将其放置在ok或NG托盘中,人工拿取另一个阀芯组件1,双手按下启动按钮7,重复以上下压检测动作。
本发明生产效率提高;该检测设备具有气路自动切换功能,一次装夹能实现多气路检测;该检测设备提高了检测精度,实时显示泄露量,提升产品合格率;该检测设备结构简单可靠,维修方便。
- 一种阀芯气密检测设备及阀芯气密阀检测方法
- 一种防爆阀芯、含有该阀芯的防爆阀及箱体气密检测夹具