充气轮胎
文献发布时间:2023-06-19 10:08:35
技术领域
本发明涉及一种具备用于获取轮胎信息的传感器单元的充气轮胎,更详细而言,涉及一种能确保空气保持性,并且改善轮胎内表面与传感器单元的粘接性的充气轮胎。
背景技术
为了获取内压、温度等轮胎内部信息,在轮胎内腔中设置各种传感器(例如参照专利文献1、2)。
一般而言,充气轮胎在与气囊抵接的轮胎内表面涂布有脱模剂的状态下进行硫化,因此在硫化后在轮胎内表面附着有脱模剂。因此,在硫化后的轮胎内表面粘贴有传感器单元的情况下,为了确保轮胎内表面与传感器单元的粘接性,需要从轮胎内表面去除脱模剂。作为去除附着于轮胎内表面的脱模剂的方法,例如有清洗处理。然而,在该方法中不会充分地去除轮胎内表面的脱模剂,因此存在不能充分地确保轮胎内表面与传感器单元的粘接性,发生传感器单元的脱落的问题。
现有技术文献
专利文献
专利文献1:日本专利第6272225号公报
专利文献2:日本特表2016-505438号公报
发明内容
发明所要解决的问题
本发明的目的在于提供一种能在确保空气保持性的同时改善轮胎内表面与传感器单元的粘接性的充气轮胎。
技术方案
用于达成上述目的的充气轮胎的特征在于,在构成轮胎内表面的内衬中,固定有包括获取轮胎信息的传感器的至少一个传感器单元,至少在该传感器单元的固定区域中,在通过切削加工去除了存在于所述轮胎内表面的脱模剂的状态下,所述传感器单元隔着粘接层粘接于所述轮胎内表面。
发明效果
在本发明中,在构成轮胎内表面的内衬中,固定有包括获取轮胎信息的传感器的至少一个传感器单元,至少在传感器单元的固定区域中在通过切削加工去除了存在于轮胎内表面的脱模剂的状态下,传感器单元隔着粘接层粘接于轮胎内表面,因此能在确保空气保持性的同时改善轮胎内表面与传感器单元的粘接性。
在本发明中,优选的是,传感器单元的固定区域中的内衬的厚度Wa相对于除了传感器单元的固定区域之外的区域中的内衬的厚度Wb在15%~95%的范围内。由此,能在确保空气保持性的同时有效地改善轮胎内表面与传感器单元的粘接性。此外,能有效地改善轮胎生产率。
在本发明中,优选的是,传感器单元的固定区域中的内衬的厚度Wa、除了传感器单元的固定区域之外的区域中的内衬的厚度Wb以及传感器单元的固定区域中的粘接层的厚度Wc满足Wb≥Wa+Wc的关系。由此,能确保内衬的现有的散热性,因此能维持充气轮胎的高速耐久性。
在本发明中,优选的是,粘接层的粘接强度在0.4N/mm
在本发明中,优选的是,粘接层由氰基丙烯酸酯类的粘接剂形成。由此,能缩短传感器单元的设置作业的时间。
在本发明中,优选的是,传感器单元配置于比接地端靠轮胎宽度方向内侧。由此,在检测胎面部的磨耗量的传感器的情况下,该传感器能准确地获取轮胎信息。
在本发明中,优选的是,传感器单元直接粘接于轮胎内表面。由此,在检测胎面部的磨耗量的传感器的情况下,该传感器能准确地获取轮胎信息。
在本发明中,优选的是,在传感器单元与粘接层之间插入有底座。由此,在使用能追随轮胎变形的材料作为底座的素材的情况下,能防止由该轮胎变形引起的传感器单元的剥离。
在本发明中,优选的是,作为传感器单元的固定区域中的轮胎内表面的粗糙度,算术平均粗糙度Ra为0.3μm~15.0μm的范围和/或最大高度Ry为2.5μm~60.0μm的范围。由此,能增大轮胎内表面与粘接层的粘接面积,能有效地改善轮胎内表面与传感器单元的粘接性。轮胎内表面的粗糙度依据JIS-B0601进行测定。具体而言,算术平均粗糙度Ra是在从粗糙度曲线在其平均线的方向抽出基准长度l,将X轴取为该抽出部分的平均线的方向,将Y轴取为纵倍率的方向,用粗糙度曲线y=f(x)进行表示时,用微米(μm)表示由下述的公式(1)求出的值。另一方面,最大高度Ry是从粗糙度曲线在其平均线的方向抽出基准长度l,在粗糙度曲线的纵倍率的方向上测定该抽出部分的峰顶线与谷底线的间隔,用微米(μm)表示该值。需要说明的是,在求最大高度Ry的情况下,从没有被视为伤痕那样的不寻常的高峰和低谷的部分抽出基准长度l。
公式1
在本发明中,接地端是指,在将轮胎轮辋组装到正规轮辋内并填充正规内压的状态下,垂直放置在平面上,并施加正规负载时的轮胎轴向上的端部位置。“正规轮辋”是指在包括轮胎所基于的规格的规格体系中,该规格按每个轮胎规定的轮辋,例如,若为JATMA,则设为标准轮辋,若为TRA,则设为“设计轮辋(Design Rim)”,或者若为ETRTO,则设为“测量轮辋(Measuring Rim)”。“正规内压”是指,在包括轮胎所基于的规格的规格体系中,各规格按每个轮胎规定的气压,若为JATMA,则为最高气压,若为TRA,则为表“各种冷充气压力下的轮胎负荷极限(TIRE LOAD LIMITS AT VARIOUS COLD INFLATION PRESSURES)”所述的最大值,若为ETRTO,则为“充气压力(INFLATION PRESSURE)”,但在轮胎为轿车用的情况下,设为250kPa。“正规载荷”是在包括轮胎所基于的规格的规格体系中,各规格按每个轮胎规定的载荷,若为JATMA,则为最大负载能力,若为TRA,则为表“各种冷充气压力下的轮胎负荷极限(TIRE LOAD LIMITS AT VARIOUS COLD INFLATION PRESSURES)”所述的最大值,若为ETRTO,则为“载荷能力(LOAD CAPACITY)”,但在轮胎为轿车的情况下,设为相当于所述载荷的80%的载荷。
附图说明
图1是表示由本发明的实施方式构成的充气轮胎的一个例子的子午线剖视图。
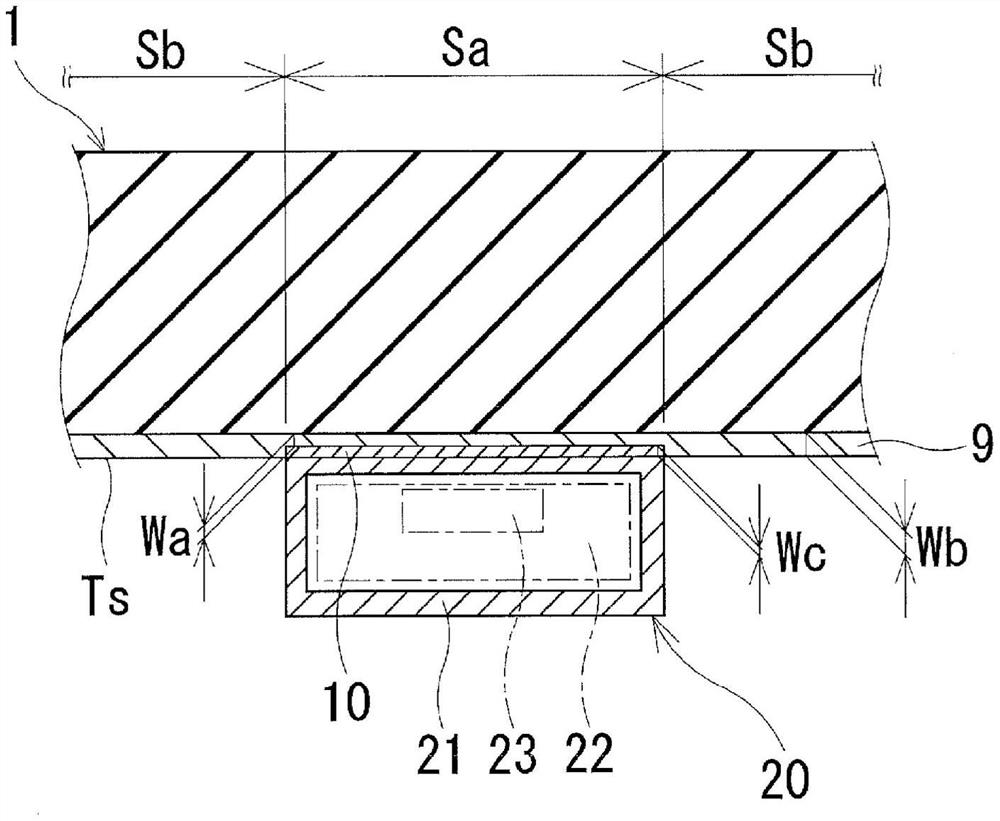
图2是放大表示图1的充气轮胎的一部分的剖视图。
图3是表示由本发明的实施方式构成的充气轮胎的变形例的剖视图。
图4是表示由本发明的实施方式构成的充气轮胎的另一变形例的剖视图。
具体实施方式
以下,参照附图对本发明的构成进行详细说明。图1和图2是表示由本发明的实施方式构成的充气轮胎的图。需要说明的是,在图1中,CL是轮胎中心线。
如图1所示,本发明的实施方式的充气轮胎具备:在轮胎周向延伸并形成环状的胎面部1;配置于该胎面部1的两侧的一对侧壁部2、2;以及配置于这些侧壁部2的轮胎径向内侧的一对胎圈部3、3。
在一对胎圈部3、3间装架有胎体层4。该胎体层4包括轮胎径向延伸的多条增强帘线,在配置于各胎圈部3的胎圈芯5的周围从轮胎内侧向外侧折回。在胎圈芯5的外周上配置有由剖面三角形状的橡胶组合物构成的胎边芯6。并且,在轮胎内表面的一对胎圈部3、3之间的区域配置有内衬9。该内衬9成为轮胎内表面Ts。
另一方面,在胎面部1中的胎体层4的外周侧埋设有多层带束层7。这些带束层7包括相对于轮胎周向倾斜的多条增强帘线,且在层间增强帘线配置为相互交叉。在带束层7中,增强帘线相对于轮胎周向的倾斜角度设定在例如10°~40°的范围中。优选使用钢帘线作为带束层7的增强帘线。在带束层7的外周侧,以高速耐久性的提高为目的,配置有至少一层带束覆盖层8,该带束覆盖层8将增强帘线相对于轮胎周向以例如5°以下的角度排列。作为带束覆盖层8的增强帘线优选使用尼龙、芳纶等有机纤维帘线。
需要说明的是,上述轮胎内部结构表示充气轮胎的代表性示例,但不限定于此。
在上述充气轮胎中,在轮胎内表面Ts的与胎面部1对应的区域中固定有至少一个传感器单元20。该传感器单元20如图2所示,隔着粘接层10粘接于轮胎内表面Ts。
胎内表面Ts包括传感器单元20的固定区域Sa和除了传感器单元20的固定区域Sa以外的区域Sb。在轮胎内表面Ts中,成为至少在传感器单元20的固定区域Sa中去除了脱模剂的状态。该去除了脱模剂的状态是指通过轮胎内表面Ts的切削加工(所谓抛光),传感器单元20的固定区域Sa完全不存在脱模剂的状态,或者,残存有微量的脱模剂的状态。在生胎的轮胎内表面涂布了脱模剂并进行了硫化成型后,对已硫化的充气轮胎的轮胎内表面Ts进行这样的脱模剂的去除操作。另一方面,在除了传感器单元20的固定区域Sa以外的区域Sb中,存在因未去除脱模剂而就这样保持硫化成型后的状态。
优选的是,在传感器单元20的固定区域Sa残存有脱模剂的情况下,脱模剂的硅的量为10.0重量%以下。在本发明中,在规定轮胎内表面Ts中的内表面的脱模剂的量时,以作为一般的脱模剂的主要成分的硅的量为指标。可以使用荧光X射线分析法的FP法(基本参数法)检测该硅的量。
粘接层10可以由液状的粘接剂或双面胶带构成。举例示出了包含环氧树脂或聚氨酯树脂的反应硬化型的粘接剂作为粘接剂。特别是,为了缩短将传感器单元20设置于轮胎内表面Ts的操作时间,粘接层10由氰基丙烯酸酯类的粘接剂(瞬间粘接剂)构成为好。
传感器单元20包括壳体21和电子零件22。壳体21具有中空结构,在其内部容纳电子零件22。电子零件22构成为适当地包含:用于获取轮胎信息的传感器23、发送器、接收器、控制电路以及电池等。作为通过传感器23获取的轮胎信息,可以举出充气轮胎的内部温度、内压、胎面部1的磨耗量等。例如,在测定内部温度、内压时使用温度传感器、压力传感器。在检测胎面部1的磨耗量的情况下,作为传感器23,可以使用与轮胎内表面Ts抵接的压电传感器,该压电传感器检测与行驶时的轮胎的变形相应的输出电压,基于该输出电压检测胎面部1的磨耗量。在此之外,也可以使用加速度传感器、磁传感器。此外,传感器单元20构成为将通过传感器23获取的轮胎信息发送至轮胎外部。需要说明的是,图2所示的传感器单元20的内部构造表示传感器单元的一个例子,不限定于此。
在上述的充气轮胎中,在构成轮胎内表面Ts的内衬9中,固定有包括获取轮胎信息的传感器23的至少一个传感器单元20,至少在传感器单元20的固定区域Sa中,在通过切削加工去除了存在于轮胎内表面Ts的脱模剂的状态下,传感器单元20隔着粘接层10粘接于轮胎内表面Ts,因此能在确保空气保持性的同时改善轮胎内表面Ts与传感器单元20的粘接性。
在图1和图2中,传感器单元20配置于比接地端靠轮胎宽度方向内侧。在检测胎面部1的磨耗量的传感器23的情况下,通过像这样配置传感器单元20,传感器23能准确地获取轮胎信息。
此外,传感器单元20直接粘接于轮胎内表面Ts。在检测胎面部1的磨耗量的传感器23的情况下,通过像这样将传感器单元20直接粘贴于轮胎内表面Ts,传感器23能准确地获取轮胎信息。
在上述充气轮胎中,将传感器单元20的固定区域Sa中的内衬9的厚度设为厚度Wa(参照图2),将除了传感器单元20的固定区域Sa以外的区域Sb中的内衬9的厚度设为厚度Wb(参照图2)。此时,优选的是,厚度Wa相对于厚度Wb在15%~95%的范围内。特别是,更优选在30%~80%的范围内,最优选在45%~65%的范围内。通过像这样相对于厚度Wb适度地设定厚度Wa,能在确保空气保持性的同时有效地改善轮胎内表面Ts与传感器单元20的粘接性。此外,能有效地改善轮胎生产率。在此,当厚度Wa相对于厚度Wb的比率变得小于15%时,空气保持性存在变小的倾向,另一方面,当厚度Wa相对于厚度Wb的比率变得大于95%时,轮胎内表面Ts与传感器单元20的粘接性变差,传感器单元20变得容易剥离。
需要说明的是,传感器单元20的固定区域Sa中的内衬9的厚度Wa是传感器单元20的固定区域Sa的中心点以及以该中心点为中心在轮胎周向上两侧的两处和在轮胎宽方向上两侧的两处共计五处中测定内衬9的厚度,该五处的厚度的平均值。另一方面,区域Sb中的内衬9的厚度Wb是以传感器单元20的固定区域Sa为中心,在轮胎周向上两侧的两处和在轮胎宽方向両側的两处共计四处中测定内衬9的厚度,该四处的厚度的平均值。
此外,优选的是,传感器单元20的固定区域Sa中的内衬9的厚度Wa、区域Sb中的内衬9的厚度Wb以及传感器单元20的固定区域Sa中的粘接层10的厚度Wc(参照图2)满足Wb≥Wa+Wc的关系。通过像这样满足上述关系式,能确保内衬9的现有的散热性,因此能维持充气轮胎的高速耐久性。另一方面,在不满足上述关系式的情况下,换言之,在满足Wa+Wc>Wb的关系的情况下,存在轮胎内表面Ts(内衬9)的散热性降低,充气轮胎的高速耐久性变差的倾向。
优选的是,在上述充气轮胎中,粘接层10的粘接强度在0.4N/mm
此外,优选的是,作为传感器单元20的固定区域Sa中的轮胎内表面Ts的粗糙度,算术平均粗糙度Ra为0.3μm~15.0μm的范围,和/或最大高度Ry为2.5μm~60.0μm的范围。通过像这样适度地设定轮胎内表面Ts的粗糙度,能增大轮胎内表面Ts与粘接层10的粘接面积,能有效地改善轮胎内表面Ts与传感器单元20的粘接性。
图3是表示由本发明的实施方式构成的充气轮胎的变形例的图。如图3所示,在传感器单元20与粘接层10之间,插入有保持传感器单元20的底座24。该底座24用于防止由轮胎变形引起的传感器单元20的剥离,因此作为缓冲材发挥功能。作为底座24的材料,可以举例示出天然橡胶(NR)、氯丁橡胶(CR)、丁基橡胶(IIR)、乙烯-丙烯-二烯橡胶(EPDM)、聚氨酯橡胶、NBR(Natural butyl rubber:天然丁基橡胶)、热塑性弹性体以及热固性弹性体,在底座24由这些材料形成的情况下,相对于轮胎变形不易破损。特别是,底座24由拉伸断裂伸长率为80%以上的橡胶构成为好。此外,底座24优选呈固形的状态,更优选为多孔质状。在底座24为多孔质状的情况下,具有优异的缓冲效果,对于由轮胎变形引起的传感器单元20的剥离有利。通过使底座24由上述这样的材料构成,底座24能追随轮胎变形,能防止由轮胎变形引起的传感器单元20的剥离。需要说明的是,在图3所示的实施方式中,示出了底座24在轮胎宽度方向的剖视中形成为U字形的例子,但底座24的形状没有特别限定。在图3中,传感器单元20的固定区域S相当于保持传感器单元20的底座24的固定区域,成为在该传感器单元20的固定区域Sa中通过切削加工去除了脱模剂的状态。
图4是表示由本发明的实施方式构成的充气轮胎的另一变形例的图。如图4所示,传感器单元20隔着粘接层10粘接在轮胎内表面Ts的平滑面M上。该平滑面M在通过气囊进行硫化成型时形成于轮胎宽度方向的中央部,是沿轮胎周向延伸的圆环状的平面。在将传感器单元20配置于轮胎内表面Ts的平滑面M上的情况下,能有效地改善轮胎内表面Ts与传感器单元20的粘接性。需要说明的是,在图4中,传感器单元20的固定区域S相当于保持传感器单元20的底座24的固定区域,成为在该传感器单元20的固定区域Sa中通过切削加工去除了脱模剂的状态。
实施例
制作出:轮胎尺寸为275/40R21,隔着粘接层将包括获取轮胎信息的传感器的至少一个传感器单元粘接于构成轮胎内表面的内衬,如表1所示设定了脱模剂的去除方法、内衬的厚度Wa相对于厚度Wb的比率(Wa/Wb×100%)、粘接层的粘接强度以及粘接剂的种类的以往例和实施例1~10的轮胎。
需要说明的是,对于以往例,在轮胎内表面涂布有脱模剂的状态下进行硫化,未进行硫化后的脱模剂的去除操作。在以往例和实施例1~10中,使用了液状的粘接剂作为粘接层。
针对这些试验轮胎,通过下述试验方法评价传感器单元的粘接性、空气保持性、轮胎生产率以及粘接操作性,将其结果一并示于表1。
传感器单元的粘接性:
在此所说的传感器单元的粘接性表示对轮胎内表面与传感器单元的粘接面的剥离的评价。将各试验轮胎分别组装于轮辋尺寸21×9.5J的车轮,在气压250kPa、载荷6.5kN的条件下,利用转鼓试验机实施行驶试验。在以初始速度170km/h开始后,至达到速度300km/h为止,每10分钟增加10km/h速度,通过目测确认有无传感器单元的脱落或剥离。用“◎(优)”表示无传感器单元的脱落和剥离的情况,用“○(良)”表示传感器单元的剥离小于传感器单元整体的1/8的情况,用“Δ(可)”表示传感器单元的剥离为传感器单元整体的1/8以上且小于1/4的情况,用“×(不可)”表示传感器单元的剥离为传感器单元整体的1/4以上的情况。
空气保持性:
将各试验轮胎分别组装于轮辋尺寸21×9.5J的车轮,在气压270kPa、温度21℃的条件下放置了24小时后,将初始气压设为250kPa,历经42天,测定气压,求出从第15天至第42天的气体泄漏量的斜率。评价结果使用测定值的倒数,以将以往例设为100的指数来表示。该指数值越大,意味着空气保持性越优异。
轮胎生产率:
对于各试验轮胎,测定用于制作一个轮胎所需要的制作时间(分钟)。评价结果使用测定值的倒数,以将以往例设为100的指数来表示。该指数值越大意味着轮胎生产率越好。
粘接操作性:
对于各试验轮胎,测定将传感器单元粘贴于轮胎内表面的操作所需要的时间(分钟)。评价结果使用测定值的倒数,以将以往例设为100的指数来表示。该指数值越大意味着粘接操作性越好。
根据该表1可知,实施例1~10的充气轮胎与以往例相比,在确保了空气保持性的同时改善了传感器单元的粘接性。而且,在实施例3~5、7~10中,通过将厚度Wa相对于厚度Wb的比率设定在合适的范围中,维持了轮胎生产率。特别是,实施例10通过使用瞬间粘接剂改善了粘接操作性。
附图标记说明
1 胎面部
2 侧壁部
3 胎圈部
9 内衬
10 粘接层
20 传感器单元
Ts 轮胎内表面
- 充气轮胎、充气轮胎的模具、二维码的刻印的检查方法、以及制造充气轮胎的方法
- 充气轮胎、充气轮胎的模具、二维码的刻印的检查方法、以及制造充气轮胎的方法