一种强化煤制乙二醇中草酸二甲酯加氢的反应系统及工艺
文献发布时间:2023-06-19 10:13:22
技术领域
本发明涉及草酸二甲酯加氢技术领域,尤其涉及一种强化煤制乙二醇中草酸二甲酯加氢的反应系统及工艺。
背景技术
乙二醇又名甘醇,是一种简单的二元醇,乙二醇由于结构简单,分子量低,且含有两个醇羟基,所以性质较为活泼。其化学性质与乙醇相似,主要表现为其可以发生醇化、酯化、氧化、脱水、醇化、缩醛等反应,乙二醇主要用来生产防冻剂和聚酯树脂,也用于生产润滑剂、炸药、增塑剂、非离子表面活性剂和不饱和聚酯树脂等,因此具有广泛的应用,其中我国乙二醇的主要消费领域就是生产聚酯树脂,占据了国内总消费量的95.0%,而聚酯纤维占据全部纤维的60%左右,随着世界经济和人口的不断增长,全球纤维的需求量在不断的扩大,而由于天然纤维受限于自然条件的制约,因此聚酯纤维在未来人类纺织品中扮演着重要的角色,乙二醇产品的需求在未来势必是持续增加的。
目前,乙二醇的生产工艺主要包括两种:
其一,石油路线,合成乙二醇的石油路线主要包括碳酸乙烯酯法、环氧乙烷直接水合法和环氧乙烷催化水合法;
其二,煤和天然气路线,合成乙二醇的煤制路线主要包括直接工艺和间接工艺,总体来说是由煤和天然气制得获得合成气,再由合成气合成乙二醇,主要包括草酸酯法、甲醛甲酰化法、甲醛二聚法、甲醛电化加氢二聚法和乙醇酸甲酯加氢法;
随着石油资源的短缺,且当前石油价格持续的走高,采用煤化工合成乙二醇的工艺路线已成为一个热门的研究课题,然而由煤和天然气等制得合成气,合成气再在高温、高压和催化剂存在下反应合成乙二醇。该方法是最有效且简单的工艺路线之一,但该方法的选择性和转化率都较低,因此直接法合成乙二醇较困难,当前国际上研究的重点就是间接法合成的路线。
中国专利公开号:CN102060664A公开了一种由草酸酯催化加氢连续制乙二醇的生产方法,通过控制温度,使循环回路中的循环物料保持气体状态,仅将反应产物以及未反应的原料冷凝分离出来,循环物料主要为反应中加入的永久性气体,主要包括氢气、惰性气体,如氮气、氩气等,和在反应前加入的烷基醇;其中烷基醇中烷基取代基与草酸酯中的烷基含碳数量相同,例如以草酸二甲酯为原料,采用甲醇;以草酸二乙酯为原料,采用乙醇,通过控制草酸酯汽化设备出口的温度来控制混合气体中的草酸酯的浓度,所采用的草酸酯汽化设备是能保证气液相充分接触并气相阻力小的气液传质设备,循环回路主要由塔、泵、预热器组成,气液流向为逆流或并流,通过加入预热器的热量控制入塔液体的温度从而达到控制出口气体温度的目的,反应产物分离中,通过控制冷凝器出口气体温度来实现仅将反应生成的物质和未反应的草酸酯从循环气体中分离,并保持循环气中永久气体与烷基醇的比例不变,由此可见,所述方法存在以下问题:
第一,所述方法中仅通过草酸二乙酯和氢气通入加氢反应器内,气相组分氢气进入反应器形成大气泡,然而由于气泡体积过大,无法与液相组草酸二甲酯分充分接触,降低了系统的反应效率。
第二,所述方法中气相组分氢气反应速率降低,导致乙烯利用率降低,很大程度上造成原料的浪费,增加了乙二醇的生产成本,不符合现有的循环经济的要求。
发明内容
为此,本发明提供一种强化煤制乙二醇中草酸二甲酯加氢的反应系统及工艺,用以克服现有技术中物料间混合不均匀产生副产物导致的系统反应效率低的问题。
一方面,本发明提供一种强化煤制乙二醇中草酸二甲酯加氢的反应系统,包括:
加氢反应单元,用以为氢气和草酸二甲酯提供反应场所;
物料处理单元,与所述加氢反应单元相连,用以为加氢反应单元输出物料分离冷却处理;
脱除单元,与所述物料处理单元相连,用以为物料处理单元输出液相物料中其他醇类及酯类进行脱除;
精制单元,与所述脱除单元相连,用以为脱除单元输出液相物料进行精馏制备乙二醇;
微界面发生器,设置在所述加氢反应单元内,将气体的压力能和/或液体的动能转变为气泡表面能并传递给气相组分氢气,使气相气破碎形成直径≥1μm、且<1mm的微米级气泡以提高气相组分氢气与液相组分草酸二甲酯的传质面积,减小液膜厚度,降低传质阻力,并在破碎后将液相组分与微米级气泡混合形成气液乳化物,以在预设操作条件范围内强化气液组分的传质效率和反应效率。
进一步地,所述微界面发生器为气动式微界面发生器,所述微界面发生器设置在所述加氢反应单元的反应区底部,用以将氢气破碎形成微米尺度的微米级气泡并在破碎完成后将微米级气泡输出至加氢反应单元内与草酸二甲酯混合形成气液乳化物。
进一步地,所述加氢反应单元包括:
加氢反应器,用以为氢气和草酸二甲酯提供反应场所;
气相进料管道,其设置在所述加氢反应器的侧壁并与所述微界面发生器相连,用以将氢气输送至微界面发生器内,并使微界面发生器对氢气进行破碎;
液相进料管道,其设置在所述加氢反应器的侧壁并位于所述气相进料管道上方,用以将草酸二甲酯输送至次氯酸反应器内;
催化剂进料口,其设置在所述加氢反应器的侧壁并位于所述液相进料管道上方,用以将催化剂输送至加氢反应器内。
进一步地,所述加氢反应单元还包括:
氢气压缩机,其设置在所述气相进料管道上,用以对氢气进行低压压缩;
气液换热器,其设置在所述液相进料管道上,用以为草酸二甲酯与加氢反应器输出气相组分进行气液热交换;
高压计量泵,其设置在所述液相进料管道上,用以为加氢反应器定量泵入草酸二甲酯溶液。
进一步地,所述物料处理单元包括:
膜分离器,其与所述加氢反应单元相连,用以对加氢反应单元输出物料进行气液分离;
第一冷凝器,其与所述膜分离器相连,用以对膜分离器输出物料进行冷却处理。
进一步地,所述脱除单元包括:
脱甲醇塔,其与所述物料处理单元相连,用以为物料处理单元输出物料中的甲醇进行回收分离;
脱酯塔,其与所述脱甲醇塔相连,用以为脱甲醇塔输出乙二醇重组分物料中的水、乙醇和酯类进行回收分离;
脱醇塔,其与所述脱酯塔相连,用以为脱酯塔输出重组分物料中的丙二醇和丁二醇进行分离脱除。
进一步地,所述精制单元包括:
乙二醇精制塔,其与所述脱除单元相连,用以为脱醇塔输出重组分物料乙二醇进行精馏处理;
乙二醇缓存罐,其与所述乙二醇精制塔相连通,用以缓存乙二醇。
进一步地,所述脱除单元还包括:
第二冷凝器,所述第二冷凝器的数量为三个,分别与所述脱甲醇塔、所述脱酯塔和所述脱醇塔的塔顶相连,用以对塔顶采出物料进行冷却降温处理。
另一方面,一种强化煤制乙二醇中草酸二甲酯加氢的反应工艺,包括:
加氢反应工序:
步骤1:通过催化剂进料口向所述加氢反应器内输送催化剂,通过所述液相进料管道向所述加氢反应器内输送草酸二甲酯,其中通过所述气液换热器对草酸二甲酯与所述加氢反应器输出气相组分进行气液热交换,并通过高压计量泵将草酸二甲酯定量泵入所述加氢反应器内;
步骤2:通过所述气相进料管道向所述加氢反应器内输送氢气,其中通过所述氢气压缩机对请进进行低压压缩,所述气相进料管道会将低压压缩后氢气气输送至所述微界面发生器,所述微界面发生器对氢气进行破碎,形成微米尺度的微米级气泡,破碎完成后,所述微界面发生器将微米级气泡输出至所述加氢反应器并与草酸二甲酯混合形成气液乳化物,气液乳化物进反应,生成乙二醇混合物,并将生成的乙二醇混合物料通入物料处理单元;
物料处理工序:
步骤3:乙二醇混合物进入所述膜分离器,通过所述膜分离器对乙二醇混合物进行气液分离,其中气相组分进入所述气液换热器内与草酸二甲酯进行热交换,液相组分流入所述第一冷凝器,并通过所述第一冷凝器对液相组分进行降温处理,并降温至40℃,降温后的液相组分流入所述脱除单元;
脱除工序:
步骤4:液相组分进入所述脱甲醇塔进行甲醇的分离回收,其中所述脱甲醇塔的进料温度40℃,压力0.5MPa,塔顶采出温度64℃,压力0.1MPa,塔釜采出温度141℃,压力0.11MPa,塔顶采出甲醇组分并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入脱酯塔;
步骤5:进入所述脱酯塔进行水、乙醇和酯类的回收分离,其中所述脱酯塔的进料温度160℃,压力0.16MPa,塔顶采出温度50℃,压力0.28MPa,塔釜采出温度159℃,压力0.029MPa,塔顶采出水、乙醇和酯类组分并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入脱醇塔;
步骤6:进入所述脱醇塔进行丙二醇和丁二醇的分离脱除,其中所述脱醇塔的进料温度158℃,压力0.1MPa,塔顶采出温度147℃,压力0.02MPa,塔釜采出温度151℃,压力0.021MPa,塔顶采出乙二醇、丙二醇和丁二醇的共沸物并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入精制单元;
精制工序:
步骤7:进入所述乙二醇精制塔进行精馏,其中所述乙二醇精制塔的塔顶采出温度130℃,塔釜采出温度170℃,塔釜采出乙二醇产品并流入乙二醇缓存罐内进行缓存。
进一步地,所述工艺中加氢反应器内反应温度为190-200℃,压力为5-15atm,所述微界面发生器内的气液比为800-1000:1。
与现有技术相比,本发明的有益效果在于,通过加氢反应单元、物料处理单元、脱除单元、精制单元和微界面发生器构成本发明系统的主体结构,通过破碎氢气使其形成微米尺度的微米级气泡,使微米级气泡与草酸二甲酯混合形成气液乳化物,以增大气液两相的相界面积,提高草酸二甲酯加氢反应的合成效率,提高氢气反应效率,节约成本;本发明通过加氢反应单元为氢气和草酸二甲酯提供反应场所,通过物料处理单元为加氢反应单元输出物料分离冷却处理,通过脱除单元为物料处理单元输出液相物料中其他醇类及酯类进行脱除,通过精制单元为脱除单元输出液相物料进行精馏制备乙二醇,通过微界面发生器将气体的压力能和/或液体的动能转变为气泡表面能并传递给气相组分氢气,使气相气破碎形成直径≥1μm、且<1mm的微米级气泡,可以根据不同的产品要求,而灵活地对氢气进行预设操作条件的范围调整,以确保反应的充分有效进行,进而保证反应速率,达到了强化反应的目的。
尤其,本发明的加氢反应单元设置了加氢反应器、气相进料管道、液相进料管道、催化剂进料口、氢气压缩机、气液换热器和高压计量泵,通过氢反应器11为氢气和草酸二甲酯提供反应场所,通过气相进料管道将氢气输送至微界面发生器内,并使微界面发生器对氢气进行破碎,通过液相进料管道将草酸二甲酯输送至次氯酸反应器内,通过催化剂进料口将催化剂输送至加氢反应器内,通过氢气压缩机对氢气进行低压压缩,通过气液换热器为草酸二甲酯与加氢反应器输出气相组分进行气液热交换,通过高压计量泵为加氢反应器定量泵入草酸二甲酯溶液,其中通过热交换处理,节约能耗,降低生产成本。
尤其,本发明的物料处理单元设置了膜分离器21和第一冷凝器22,通过膜分离器对加氢反应单元输出物料进行气液分离,通过第一冷凝器对膜分离器输出物料进行冷却处理,气液分离后,气相组分余热与草酸二甲酯进行热交换,节约能耗,降低生产成本。
尤其,本发明的脱除单元设置了脱甲醇塔、脱酯塔、脱醇塔和第二冷凝器,通过脱甲醇塔为物料处理单元输出物料中的甲醇进行回收分离,通过脱酯塔为脱甲醇塔输出乙二醇重组分物料中的水、乙醇和酯类进行回收分离,通过脱醇塔为脱酯塔输出重组分物料中的丙二醇和丁二醇进行分离脱除,通过第二冷凝器对塔顶采出物料进行冷却降温处理,进一步纯化分离工艺副产物。
尤其,本发明的所述精制单元设置了乙二醇精制塔1和乙二醇缓存罐,通过乙二醇精制塔为脱醇塔输出重组分物料乙二醇进行精馏处理,通过乙二醇缓存罐缓存乙二醇,获得纯化乙二醇。
附图说明
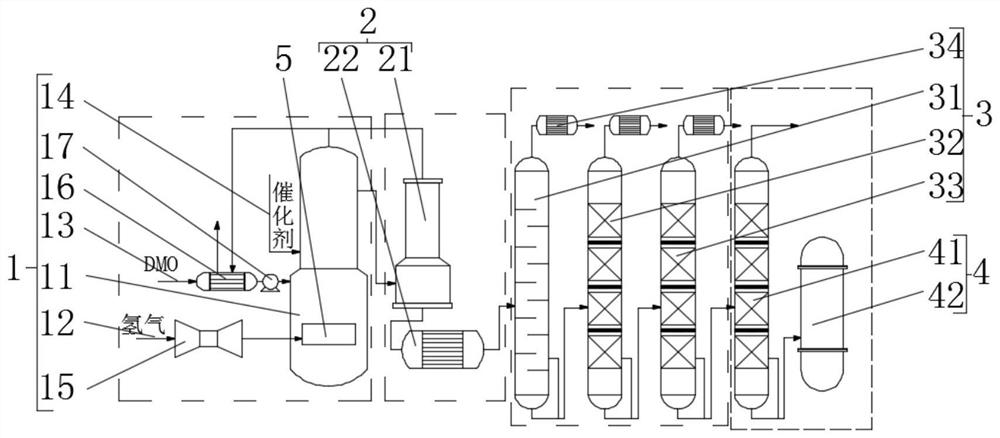
图1为本发明所述的强化煤制乙二醇中草酸二甲酯加氢的反应系统的结构示意图。
具体实施方式
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
请参阅图1所示,其为本发明所述的强化煤制乙二醇中草酸二甲酯加氢的反应系统的结构示意图,包括加氢反应单元1、物料处理单元2、脱除单元3、精制单元4、微界面发生器5。所述加氢反应单元1,用以为氢气和草酸二甲酯提供反应场所,所述物料处理单元2,与所述加氢反应单元1相连,用以为加氢反应单元输出物料分离冷却处理,所述脱除单元3,与所述物料处理单元2相连,用以为物料处理单元输出液相物料中其他醇类及酯类进行脱除,所述精制单元4,与所述脱除单元3相连,用以为脱除单元输出液相物料进行精馏制备乙二醇,所述微界面发生器5设置在所述加氢反应单元1内,将气体的压力能和/或液体的动能转变为气泡表面能并传递给气相组分氢气,使气相气破碎形成直径≥1μm、且<1mm的微米级气泡。
当所述系统运行时,微界面发生器5将气相组分氢气破碎形成微米尺度的微米级气泡并使微米级气泡与液相组分草酸二甲酯混合形成气液乳化物。本领域的技术人员可以理解的是,本发明所述微界面发生器5还可用于其它多相反应中,如通过微界面、微纳界面、超微界面、微泡生化反应器或微泡生物反应器等设备,使用微混合、微流化、超微流化、微泡发酵、微泡鼓泡、微泡传质、微泡传递、微泡反应、微泡吸收、微泡增氧、微泡接触等工艺或方法,以使物料形成多相微混流、多相微纳流、多相乳化流、多相微结构流、气液固微混流、气液固微纳流、气液固乳化流、气液固微结构流、微米级气泡、微米级气泡流、微泡沫、微泡沫流、微气液流、气液微纳乳化流、超微流、微分散流、两项微混流、微湍流、微泡流、微鼓泡、微鼓泡流、微纳鼓泡以及微纳鼓泡流等由微米尺度颗粒形成的多相流体、或由微纳尺度颗粒形成的多相流体(简称微界面流体),从而有效地增大了反应过程中所述气相和/或液相与液相和/或固相之间的相界传质面积。
请继续参阅图1所示,所述加氢反应单元1包括:加氢反应器11、气相进料管道12、液相进料管道13、催化剂进料口14、氢气压缩机15、气液换热器16和高压计量泵17;
加氢反应器11,用以为氢气和草酸二甲酯提供反应场所;
气相进料管道12,其设置在所述加氢反应器11的侧壁并与所述微界面发生器5相连,用以将氢气输送至微界面发生器内,并使微界面发生器对氢气进行破碎;
液相进料管道13,其设置在所述加氢反应器11的侧壁并位于所述气相进料管道12上方,用以将草酸二甲酯输送至次氯酸反应器内;
催化剂进料口14,其设置在所述加氢反应器11的侧壁并位于所述液相进料管道13上方,用以将催化剂输送至加氢反应器内;
氢气压缩机15,其设置在所述气相进料管道12上,用以对氢气进行低压压缩;
气液换热器16,其设置在所述液相进料管道13上,用以为草酸二甲酯与加氢反应器输出气相组分进行气液热交换;
高压计量泵17,其设置在所述液相进料管道13上,用以为加氢反应器定量泵入草酸二甲酯溶液。
当所述系统运行时,通过催化剂进料口14向所述加氢反应器11内输送催化剂,通过所述液相进料管道13向所述加氢反应器11内输送草酸二甲酯,其中通过所述气液换热器16对草酸二甲酯与所述加氢反应器11输出气相组分进行气液热交换,并通过高压计量泵17将草酸二甲酯定量泵入所述加氢反应器11内,通过所述气相进料管道12向所述加氢反应器11内输送氢气,其中通过所述氢气压缩机15对请进进行低压压缩,所述气相进料管道12会将低压压缩后氢气气输送至所述微界面发生器5,所述微界面发生器5对氢气进行破碎,形成微米尺度的微米级气泡,破碎完成后,所述微界面发生器5将微米级气泡输出至所述加氢反应器并与草酸二甲酯混合形成气液乳化物,气液乳化物进反应,生成乙二醇混合物,并将生成的乙二醇混合物料通入物料处理单元2,可以理解的是,所述气相进料管道12和所述液相进料管道13的材质和尺寸本实施例均不做具体限制,只要满足所述气相进料管道12和所述液相进料管道13能够在指定时间内输送指定体积的物料即可,所述氢气压缩机15、所述气液换热器16和所述高压计量泵17的型号及功率本实施例均不作具体限制,只要满足所述氢气压缩机15、所述气液换热器16和所述高压计量泵17能够达到其指定的工作状态即可。
请继续参阅图1所示,所述物料处理单元包括:膜分离器21和第一冷凝器22
膜分离器21,其与所述加氢反应单元1相连,用以对加氢反应单元输出物料进行气液分离;
第一冷凝器22,其与所述膜分离器21相连,用以对膜分离器输出物料进行冷却处理。
当系统运行时,乙二醇混合物进入所述膜分离器21,通过所述膜分离器21对乙二醇混合物进行气液分离,其中气相组分进入所述气液换热器16内与草酸二甲酯进行热交换,液相组分流入所述第一冷凝器22,并通过所述第一冷凝器22对液相组分进行降温处理,并降温至40℃,降温后的液相组分流入所述脱除单元3,可以理解的是,所述膜分离器21和所述第一冷凝器22的型号及功率本实施例均不作具体限制,只要满足所述膜分离器21和所述第一冷凝器22能够达到其指定的工作状态即可。
请继续参阅图1所示,所述脱除单元3包括:脱甲醇塔31、脱酯塔32、脱醇塔33和第二冷凝器34;
脱甲醇塔31,其与所述物料处理单元2相连,用以为物料处理单元输出物料中的甲醇进行回收分离;
脱酯塔32,其与所述脱甲醇塔31相连,用以为脱甲醇塔输出乙二醇重组分物料中的水、乙醇和酯类进行回收分离;
脱醇塔33,其与所述脱酯塔32相连,用以为脱酯塔输出重组分物料中的丙二醇和丁二醇进行分离脱除。
第二冷凝器34,所述第二冷凝器34的数量为三个,分别与所述脱甲醇塔31、所述脱酯塔32和所述脱醇塔33的塔顶相连,用以对塔顶采出物料进行冷却降温处理。
当系统运行时,液相组分进入所述脱甲醇塔31进行甲醇的分离回收,其中所述脱甲醇塔31的进料温度40℃,压力0.5MPa,塔顶采出温度64℃,压力0.1MPa,塔釜采出温度141℃,压力0.11MPa,塔顶采出甲醇组分并通过所述第二冷凝器34进行冷却降温处理,塔釜采出物料进入脱酯塔32,进入所述脱酯塔42进行水、乙醇和酯类的回收分离,其中所述脱酯塔32的进料温度160℃,压力0.16MPa,塔顶采出温度50℃,压力0.28MPa,塔釜采出温度159℃,压力0.029MPa,塔顶采出水、乙醇和酯类组分并通过所述第二冷凝器34进行冷却降温处理,塔釜采出物料进入脱醇塔33,进入所述脱醇塔33进行丙二醇和丁二醇的分离脱除,其中所述脱醇塔33的进料温度158℃,压力0.1MPa,塔顶采出温度147℃,压力0.02MPa,塔釜采出温度151℃,压力0.021MPa,塔顶采出乙二醇、丙二醇和丁二醇的共沸物并通过所述第二冷凝器34进行冷却降温处理,塔釜采出物料进入精制单元,可以理解的是,所述脱甲醇塔31、所述脱酯塔32和所述脱醇塔33可以为塔板式和填料式任意种类,且所述脱甲醇塔31、所述脱酯塔32和所述脱醇塔33的类型及型号本实施例均不作具体限制,只要满足所述脱甲醇塔31、所述脱酯塔32和所述脱醇塔33能够达到其指定的工作状态即可。
请继续参阅图1所示,所述精制单元4包括:乙二醇精制塔41和乙二醇缓存罐42;
乙二醇精制塔41,其与所述脱除单元3相连,用以为脱醇塔输出重组分物料乙二醇进行精馏处理;
乙二醇缓存罐42,其与所述乙二醇精制塔41相连通,用以缓存乙二醇
当系统运行时,进入所述乙二醇精制塔41进行精馏,利用混合物中各组分具有不同的挥发度,即在同一温度下各组分的蒸气压不同这一性质,使液相中的轻组分(低沸物)转移到气相中,而气相中的重组分(高沸物)转移到液相中,从而实现分离的目的,其中所述乙二醇精制塔41的塔顶采出温度130℃,塔釜采出温度170℃,塔釜采出乙二醇产品并流入乙二醇缓存罐42内进行缓存,可以理解的是,所述乙二醇精制塔41可以为塔板式和填料式任意种类,且乙二醇精制塔41的类型及型号本实施例均不作具体限制,只要满足所述乙二醇精制塔41能够达到其指定的工作状态即可。
请继续参阅图1所示,所述微界面发生器为气动式微界面发生器5,所述微界面发生器5设置在所述加氢反应单元1的反应区底部,用以将氢气破碎形成微米尺度的微米级气泡并在破碎完成后将微米级气泡输出至加氢反应单元内与草酸二甲酯混合形成气液乳化物。
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
一种强化煤制乙二醇中草酸二甲酯加氢的反应工艺,包括:
加氢反应工序:
步骤1:通过催化剂进料口向所述加氢反应器内输送催化剂,通过所述液相进料管道向所述加氢反应器内输送草酸二甲酯,其中通过所述气液换热器对草酸二甲酯与所述加氢反应器输出气相组分进行气液热交换,并通过高压计量泵将草酸二甲酯定量泵入所述加氢反应器内;
步骤2:通过所述气相进料管道向所述加氢反应器内输送氢气,其中通过所述氢气压缩机对氢气进行低压压缩,所述气相进料管道会将低压压缩后氢气气输送至所述微界面发生器,所述微界面发生器对氢气进行破碎,形成微米尺度的微米级气泡,破碎完成后,所述微界面发生器将微米级气泡输出至所述加氢反应器并与草酸二甲酯混合形成气液乳化物,气液乳化物进反应,生成乙二醇混合物,并将生成的乙二醇混合物料通入物料处理单元;
物料处理工序:
步骤3:乙二醇混合物进入所述膜分离器,通过所述膜分离器对乙二醇混合物进行气液分离,其中气相组分进入所述气液换热器内与草酸二甲酯进行热交换,液相组分流入所述第一冷凝器,并通过所述第一冷凝器对液相组分进行降温处理,并降温至40℃,降温后的液相组分流入所述脱除单元;
脱除工序:
步骤4:液相组分进入所述脱甲醇塔进行甲醇的分离回收,其中所述脱甲醇塔的进料温度40℃,压力0.5MPa,塔顶采出温度64℃,压力0.1MPa,塔釜采出温度141℃,压力0.11MPa,塔顶采出甲醇组分并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入脱酯塔;
步骤5:进入所述脱酯塔进行水、乙醇和酯类的回收分离,其中所述脱酯塔的进料温度160℃,压力0.16MPa,塔顶采出温度50℃,压力0.28MPa,塔釜采出温度159℃,压力0.029MPa,塔顶采出水、乙醇和酯类组分并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入脱醇塔;
步骤6:进入所述脱醇塔进行丙二醇和丁二醇的分离脱除,其中所述脱醇塔的进料温度158℃,压力0.1MPa,塔顶采出温度147℃,压力0.02MPa,塔釜采出温度151℃,压力0.021MPa,塔顶采出乙二醇、丙二醇和丁二醇的共沸物并通过所述第二冷凝器进行冷却降温处理,塔釜采出物料进入精制单元;
精制工序:
步骤7:进入所述乙二醇精制塔进行精馏,其中所述乙二醇精制塔的塔顶采出温度130℃,塔釜采出温度170℃,塔釜采出乙二醇产品并流入乙二醇缓存罐内进行缓存。
其中,催化剂选用贵金属催化剂、铜基催化剂或镍基催化剂,可以理解的是,可以根据不同的产品要求或不同的催化剂,而灵活地进行预设操作条件的范围调整,以确保反应的充分有效进行,进而保证反应速率,达到了强化反应的目的。同时,本实施例中不具体限定催化剂的种类,只要能够确保强化反应顺利进行即可。
实施例1
使用上述系统及工艺进行煤制乙二醇中草酸二甲酯加氢反应,其中:
所述工艺中加氢反应器内反应温度为190℃,压力为5atm;
草酸二甲酯的空速为3.0h
所述微界面发生器内的气液比为800:1。
经检测,使用所述系统及工艺后,氢气转化率99.3%,乙二醇选择性98.3%,工艺的合成效率提升2.7%。
实施例2
使用上述系统及工艺进行煤制乙二醇中草酸二甲酯加氢反应,其中:
所述工艺中加氢反应器内反应温度为193℃,压力为8atm;
草酸二甲酯的空速为3.1h
所述微界面发生器内的气液比为870:1。
经检测,使用所述系统及工艺后,氢气转化率99.3%,乙二醇选择性98.3%,工艺的合成效率提升2.7%。
实施例3
使用上述系统及工艺进行煤制乙二醇中草酸二甲酯加氢反应,其中:
所述工艺中加氢反应器内反应温度为195℃,压力为10atm;
草酸二甲酯的空速为3.2h
所述微界面发生器内的气液比为900:1。
经检测,使用所述系统及工艺后,氢气转化率99.4%,乙二醇选择性98.6%,工艺的合成效率提升2.8%。
实施例4
使用上述系统及工艺进行煤制乙二醇中草酸二甲酯加氢反应,其中:
所述工艺中加氢反应器内反应温度为197℃,压力为12atm;
草酸二甲酯的空速为3.4h
所述微界面发生器内的气液比为950:1。
经检测,使用所述系统及工艺后,氢气转化率99.5%,乙二醇选择性98.7%,工艺的合成效率提升2.9%。
实施例5
使用上述系统及工艺进行煤制乙二醇中草酸二甲酯加氢反应,其中:
所述工艺中加氢反应器内反应温度为200℃,压力为15atm;
草酸二甲酯的空速为3.5h
所述微界面发生器内的气液比为1000:1。
经检测,使用所述系统及工艺后,氢气转化率99.6%,乙二醇选择性98.9%,工艺的合成效率提升2.9%。
对比例
使用现有技术进行煤制乙二醇中草酸二甲酯加氢反应,其中,本实施例选用的工艺参数与所述实施例5中的工艺参数相同。
经检测,使用所述系统及工艺后,氢气转化率82.9%,乙二醇选择性80.4%。
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种强化煤制乙二醇中草酸二甲酯加氢的反应系统及工艺
- 一种强化煤制乙二醇中草酸二甲酯加氢的反应系统