一种热塑性聚氨酯膜的制备方法
文献发布时间:2023-06-19 10:46:31
技术领域
本发明涉及保护膜技术领域,具体为一种热塑性聚氨酯膜的制备方法。
背景技术
TPU膜是一种热塑性聚氨酯膜,同时也是一种环保高分子聚合物。其具有无毒、耐磨等特点。TPU薄膜被广泛运用于制作温室大棚、手机屏幕保护膜、汽车保护膜等领域,目前市面的汽车保护膜用的TPU膜材拉伸率在50%,终端使用时会容易造成操作上的困扰是不易延申,在弧度大及特殊场所不适用。
发明内容
本发明的目的在于提供一种热塑性聚氨酯膜的制备方法,以解决上述背景技术中提出传统的3D保护膜的抗冲击效果差,使用寿命短,摩擦系数大的问题。
为实现上述目的,本发明提供如下技术方案:
一种热塑性聚氨酯膜的制备方法,包括以下重量份数的原料:200-250份聚胺基甲酸酯、80-100份二甲基甲醯胺、10-15份抗氧剂、10-15份紫外线吸收剂、15-20份抗菌剂、5-10份润滑剂和20-30份填料,其制备方法具体包括如下步骤:
S1:按重量份称取各原料;
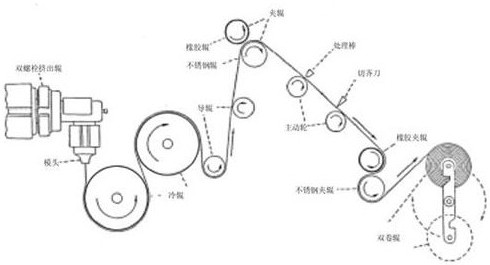
S2:将步骤S1称取的所有原料成分共同放入到高速捏合机内进行共混捏合,然后将其取出放入到双螺杆挤出机内进行熔融挤出至模头上,并通过模头铺设于两个或两个以上高度抛光的冷辊上进行冷却;
S3:通过双导辊传送至夹辊上进行压平,再依次输送至两个主动辊上进行压实和切齐,再通过双夹辊进行夹持,最够通过双卷辊将成型的热塑性聚氨酯膜进行收卷工作。
作为优选,包括以下重量份数的原料:230份聚胺基甲酸酯、90份二甲基甲醯胺、15份抗氧剂、13份紫外线吸收剂、18份抗菌剂、8份润滑剂和25份填料。
作为优选,包括以下重量份数的原料:200份聚胺基甲酸酯、80份二甲基甲醯胺、10份抗氧剂、10份紫外线吸收剂、15份抗菌剂、5份润滑剂和20份填料。
作为优选,包括以下重量份数的原料:250份聚胺基甲酸酯、100份二甲基甲醯胺、15所述份抗氧剂、15份紫外线吸收剂、20份抗菌剂、10份润滑剂和30份填料。
作为优选,所述抗氧剂采用抗氧剂1010、抗氧剂1076、抗氧剂168中的任意一种。
作为优选,所述紫外线吸收剂采用紫外线吸收剂UV-P、紫外线吸收剂UV-O、紫外线吸收剂UV-9中的任意一种。
作为优选,所述抗菌剂为甲壳素,所述润滑剂采用苯甲基硅油。
作为优选,所述填料采用轻质碳酸钙、凹凸棒土、高岭土中的任意一种。
作为优选,步骤S3中双夹辊采用橡胶辊和不锈钢辊。
作为优选,步骤S3中的两个主动辊上分别设置有处理棒和切齐刀。
与现有技术相比,本发明的有益效果是:本热塑性聚氨酯膜的制备方法,采用聚胺基甲酸酯和二甲基甲醯胺作为主要材料改善其聚氨酯材料分子从而达到较强的拉伸效果,制备工艺采用的是狭缝试挤出式涂布高温烘烤热固型方式,通过改变聚氨酯各反应组分的配比,可以得到不同硬度的产品,而且随着硬度的增加,其产品仍保持良好的弹性和耐磨性,聚氨酯制品的承载能力、抗冲击性及减震性能突出,聚氨酯的玻璃态转变温度比较低,在零下35℃仍保持良好的弹性、柔顺性和其他物理性能,聚氨酯可采用常见的热塑性材料的加工方法进行加工,如注塑、挤出、压延,本发明为拉伸型聚氨酯膜,拉伸型聚氨酯膜不同之处在于有弹性、柔软性、摩擦性、透湿性,物理机械性能高,加工性也好。
附图说明
图1为本发明的热塑性聚氨酯膜加工流程示意图。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明提供以下技术方案:
实施例1
一种热塑性聚氨酯膜的制备方法,包括以下重量份数的原料:230份聚胺基甲酸酯、90份二甲基甲醯胺、15份抗氧剂、13份紫外线吸收剂、18份抗菌剂、8份润滑剂和25份填料,其制备方法具体包括如下步骤:
S1:按重量份称取各原料;
S2:将步骤S1称取的所有原料成分共同放入到高速捏合机内进行共混捏合,然后将其取出放入到双螺杆挤出机内进行熔融挤出至模头上,并通过模头铺设于两个或两个以上高度抛光的冷辊上进行冷却;
S3:通过双导辊传送至夹辊上进行压平,再依次输送至两个主动辊上进行压实和切齐,再通过双夹辊进行夹持,最够通过双卷辊将成型的热塑性聚氨酯膜进行收卷工作。
具体的,抗氧剂采用抗氧剂1010,紫外线吸收剂采用紫外线吸收剂UV-P。
进一步的,抗菌剂为甲壳素,润滑剂采用苯甲基硅油,填料采用轻质碳酸钙。
此外,步骤S3中双夹辊采用橡胶辊和不锈钢辊,步骤S3中的两个主动辊上分别设置有处理棒和切齐刀。
实施例2
一种热塑性聚氨酯膜的制备方法,包括以下重量份数的原料:200份聚胺基甲酸酯、80份二甲基甲醯胺、10份抗氧剂、10份紫外线吸收剂、15份抗菌剂、5份润滑剂和20份填料,其制备方法具体包括如下步骤:
S1:按重量份称取各原料;
S2:将步骤S1称取的所有原料成分共同放入到高速捏合机内进行共混捏合,然后将其取出放入到双螺杆挤出机内进行熔融挤出至模头上,并通过模头铺设于两个或两个以上高度抛光的冷辊上进行冷却;
S3:通过双导辊传送至夹辊上进行压平,再依次输送至两个主动辊上进行压实和切齐,再通过双夹辊进行夹持,最够通过双卷辊将成型的热塑性聚氨酯膜进行收卷工作。
具体的,抗氧剂采用抗氧剂1076,紫外线吸收剂采用紫外线吸收剂UV-O。
进一步的,抗菌剂为甲壳素,润滑剂采用苯甲基硅油,填料采用凹凸棒土。
此外,步骤S3中双夹辊采用橡胶辊和不锈钢辊,步骤S3中的两个主动辊上分别设置有处理棒和切齐刀。
实施例3
一种热塑性聚氨酯膜的制备方法,包括以下重量份数的原料:250份聚胺基甲酸酯、100份二甲基甲醯胺、15份抗氧剂、15份紫外线吸收剂、20份抗菌剂、10份润滑剂和30份填料,其制备方法具体包括如下步骤:
S1:按重量份称取各原料;
S2:将步骤S1称取的所有原料成分共同放入到高速捏合机内进行共混捏合,然后将其取出放入到双螺杆挤出机内进行熔融挤出至模头上,并通过模头铺设于两个或两个以上高度抛光的冷辊上进行冷却;
S3:通过双导辊传送至夹辊上进行压平,再依次输送至两个主动辊上进行压实和切齐,再通过双夹辊进行夹持,最够通过双卷辊将成型的热塑性聚氨酯膜进行收卷工作。
具体的,抗氧剂采用抗氧剂168中,紫外线吸收剂采用紫外线吸收剂UV-9。
进一步的,抗菌剂为甲壳素,润滑剂采用苯甲基硅油,填料采用高岭土。
此外,步骤S3中双夹辊采用橡胶辊和不锈钢辊,步骤S3中的两个主动辊上分别设置有处理棒和切齐刀。
将本发明的三种实施例制备的热塑性聚氨酯膜的制备方法与传统的硬化膜在耐磨次数(1kgf,0000#钢丝绒)、杨氏模量和拉伸强度进行比较,如下表所示:
本发明的热塑性聚氨酯膜的制备方法,采用聚胺基甲酸酯和二甲基甲醯胺作为主要材料改善其聚氨酯材料分子从而达到较强的拉伸效果,制备工艺采用的是狭缝试挤出式涂布高温烘烤热固型方式,通过改变聚氨酯各反应组分的配比,可以得到不同硬度的产品,而且随着硬度的增加,其产品仍保持良好的弹性和耐磨性,聚氨酯制品的承载能力、抗冲击性及减震性能突出,聚氨酯的玻璃态转变温度比较低,在零下35℃仍保持良好的弹性、柔顺性和其他物理性能,聚氨酯可采用常见的热塑性材料的加工方法进行加工,如注塑、挤出、压延,本发明为拉伸型聚氨酯膜,拉伸型聚氨酯膜不同之处在于有弹性、柔软性、摩擦性、透湿性,物理机械性能高,加工性也好。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 热塑性聚氨酯弹性体膜及其复合膜和制备方法
- 一种聚丙烯腈纳米纤维膜/热塑性聚氨酯复合材料及其制备方法