一种起模翻转浇注机械手
文献发布时间:2023-06-19 11:03:41
技术领域
本发明涉及铸造车间中、大型铸件生产,集起模、翻箱、浇注等于一体的多功能设备,尤其是一种起模翻转浇注机械手。
背景技术
近些年来,我国已成为铸件生产大国,铸件产量大幅增长。特别是大型、超大型铸件产量与日聚增。中、大型的砂型从50-60T提升至200-300T,至目前尚未有理想的设备,仅靠人工使用天车起模、翻转都存在不确定的稳定性及安全性;所以开发适用大型翻转机械手已成为众多铸造企业和铸造工作者关注的焦点。
发明内容
针对现有技术中存在的不足,本发明提供一种起模翻转浇注机械手,吊挂在天车下,能够随意移动,覆盖较大的场地作业面,同时可在机械化造型线上使用,实现大型砂箱安全平稳地起模翻转或浇注。本发明采用的技术方案是:
一种起模翻转浇注机械手,包括并列式肩梁、两组横驱移动夹持臂、四组压变承重机构、两组多指翻转肘臂和两组多点驱动翻转机构;
两组所述横驱移动夹持臂顶端分别通过两两成组的所述压变承重机构伸至所述并列式肩梁沿水平方向的导轨内,呈两侧抱合状;
两组所述多指翻转肘臂分别安装于两组所述横驱移动夹持臂内侧;两组所述横驱移动夹持臂分别带动所述多指翻转肘臂沿所述并列式肩梁平移,从两侧夹持不同长度的砂箱;
两组所述多点驱动翻转机构分别安装于所述安装于两组所述横驱移动夹持臂上,且分别与内侧的所述多指翻转肘臂连接;由两组所述多点驱动翻转机构分别带动所述多指翻转肘臂以及夹持的所述砂箱进行各种工序操作;
两组所述横驱移动夹持臂下方的翼板内均安装有随行同步起模机构,起模时,由所述随行同步起模机构的活塞杆下行,使所述砂箱脱离模型;
所述并列式肩梁上还安装有液压系统和电控系统;
所述并列式肩梁中心固定连接有吊耳。
进一步地,所述并列式肩梁包括并排设置的四片梁体和固定连接于所述梁体两端的端板,所述梁体中分别从两端开始沿水平方向延伸有C型导轨,分别滑动连接所述压变承重机构;
四片所述梁体中间间隙通过桥架型筋板连接,两侧间隙通过侧梁连接板连接;
两块所述侧梁连接板上分别横跨连接有耳板连接板,穿过销钉后形成所述吊耳。
进一步地,所述横驱移动夹持臂包括夹臂体,所述夹臂体为侧面倒影呈倒L型的钢板焊接成型的整体箱型;
所述夹臂体顶部安装有所述压变承重机构和四组刚性承重块,四组所述压变承重机构和所述刚性承重块交错布置,延伸至所述并列式肩梁沿水平方向的导轨内;
所述夹臂体底部侧边设有翼板,用于安装随行同步起模机构;
所述夹臂体底部固定连接翻转主轴座,所述多指翻转肘臂的主轴穿过并与所述翻转主轴座转动连接;
两组所述横驱移动夹持臂分别由与所述液压系统连接的液压油缸牵拉,并通过所述电控系统进行伺服控制,实现双段同向同步、双段异向同步及单段移动三种方式平移,既能调整起吊重心,又能实现所述多指翻转肘臂的同步开合,适应不同的砂型与砂箱。
更进一步地,所述压变承重机构包括轮轴、轴承、钢轮芯和压盖,所述轮轴垂直穿过并固定连接在所述横驱移动夹持臂中,所述钢轮芯套在所述轮轴一端,并通过所述轴承与所述轮轴转动连接;
所述钢轮芯上套有聚胺脂环,所述压盖由螺栓紧固在所述钢轮芯外侧,并且所述钢轮芯内侧有凸缘,与所述钢轮芯形成槽型,将所述聚胺脂环压在环槽内。
进一步地,所述多指翻转肘臂包括翻转主轴、翻转肘以及均匀分布于所述翻转肘上的若干个指型抓,所述翻转主轴一端穿过并与所述翻转肘通过轴端压盖固定连接。
更进一步地,所述指型抓两两为一组,均匀分布于所述翻转肘四角,且所述指型抓内均安装夹紧传感器和压向力传感器,能发出夹紧讯号及吊重讯号,控制起模状态。
更进一步地,所述多点驱动翻转机构包括若干组液压回转机构,每组液压回转机构的输出轴上均安装有主动齿轮,所述主动齿轮均与安装于所述翻转主轴端部的从动齿轮啮合;
若干组所述液压回转机构主体固定安装于所述横驱移动夹持臂中,输出轴从所述横驱移动夹持臂侧壁穿出,用于连接所述主动齿轮;
所述主动齿轮和所述从动齿轮形成的传动部件外部罩有防尘罩。
更进一步地,所述随行同步起模机构包括水平锁箱机构、若干组起模顶升油缸和组合式等高块;
若干组所述起模顶升油缸分别安装于所述横驱移动夹持臂下方的翼板底部;
所述组合式等高块通过不同组合,适用于不同工位或不同的砂箱;
若干组所述起模顶升油缸与所述液压系统连接,并通过所述电控系统进行伺服控制。
更进一步地,所述水平锁箱机构包括水平锁定油缸、方向导向座、方型斜面锁销和定位斜块;
所述方向导向座垂直固定连接于所述横驱移动夹持臂上,所述定位斜块固定连接于所述翻转肘上;所述方型斜面锁销一端与所述水平锁定油缸连接,另一端穿过所述方向导向座与所述定位斜块的斜面接触,实现水平锁止。
更进一步地,所述多指翻转肘臂上还设有功能扩展框,所述功能扩展框与若干个所述指型抓的位置匹配,所述功能扩展框上连接有功能扩展模块。
本发明的优点在于:
1) 该机械手结合天车能够实现大型砂箱安全平稳地起模翻转或浇注。
2) 该机械手能够随意移动,从而覆盖较大的场地作业面,同时可在机械化造型线上使用。
3) 该机械手替代现有人工通过天车直接操作砂箱,效率高,安全性高。
附图说明
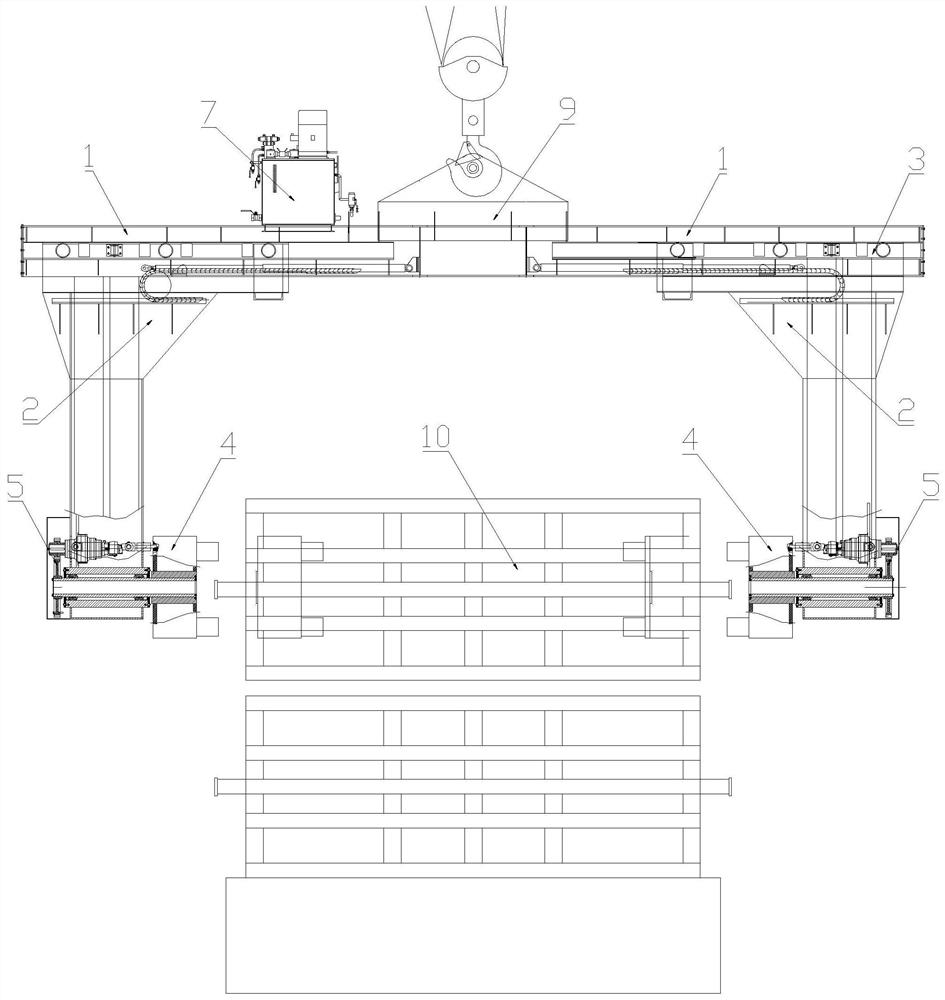
图1为本发明实施例中的一种起模翻转浇注机械手的主视图。
图2为本发明实施例中的一种起模翻转浇注机械手的侧视图。
图3为本发明实施例中的一种起模翻转浇注机械手并列式肩梁的俯视图。
图4为本发明实施例中的一种起模翻转浇注机械手并列式肩梁的主视图。
图5为本发明实施例中的一种起模翻转浇注机械手并列式肩梁的侧面剖视图。
图6为本发明实施例中的一种起模翻转浇注机械手并列式肩梁桥架型筋板的结构示意图。
图7为本发明实施例中的一种起模翻转浇注机械手并列式肩梁侧梁连接板的结构示意图。
图8为本发明实施例中的一种起模翻转浇注机械手并列式肩梁耳板连接板的结构示意图。
图9为本发明实施例中的一种起模翻转浇注机械手横驱移动夹持臂的侧视图。
图10为本发明实施例中的一种起模翻转浇注机械手横驱移动夹持臂的主视图。
图11为本发明实施例中的一种起模翻转浇注机械手压变承重机构的局部剖视图。
图12为本发明实施例中的一种起模翻转浇注机械手多指翻转肘臂的正面剖视图。
图13为本发明实施例中的一种起模翻转浇注机械手多指翻转肘臂的侧视图。
图14为本发明实施例中的一种起模翻转浇注机械手多点驱动翻转机构的正面剖视图。
图15为本发明实施例中的一种起模翻转浇注机械手多点驱动翻转机构的侧视图。
图16为本发明实施例中的一种起模翻转浇注机械手随行同步起模机构的主视图。
图17为本发明实施例中的一种起模翻转浇注机械手随行同步起模机构的侧视图。
图18为本发明实施例中的一种起模翻转浇注机械手随行同步起模机构水平锁箱机构的局部放大示意图。
图19为本发明实施例中的一种起模翻转浇注机械手功能扩展框的结构示意图。
图20为本发明实施例中的一种起模翻转浇注机械手功能扩展的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
如图1和图2所示,本发明实施例提出的一种起模翻转浇注机械手,包括并列式肩梁1、两组横驱移动夹持臂2、四组压变承重机构3、两组多指翻转肘臂4和两组多点驱动翻转机构5;
两组所述横驱移动夹持臂2顶端分别通过两两成组的所述压变承重机构3伸至所述并列式肩梁1沿水平方向的导轨内,呈两侧抱合状;
两组所述多指翻转肘臂4分别安装于两组所述横驱移动夹持臂2内侧;两组所述横驱移动夹持臂2分别带动所述多指翻转肘臂4沿所述并列式肩梁1平移,从两侧夹持不同长度的砂箱10;
两组所述多点驱动翻转机构5分别安装于所述安装于两组所述横驱移动夹持臂2上,且分别与内侧的所述多指翻转肘臂4连接;由两组所述多点驱动翻转机构5分别带动所述多指翻转肘臂4以及夹持的所述砂箱10进行各种工序操作;
两组所述横驱移动夹持臂2下方的翼板内均安装有随行同步起模机构6,起模时,由所述随行同步起模机构6的活塞杆下行,使所述砂箱10脱离模型;
所述并列式肩梁1上还安装有液压系统7和电控系统8;
所述并列式肩梁1中心固定连接有吊耳9,悬挂在天车吊钩上。
具体的,如图3-8所示,所述并列式肩梁1包括并排设置的四片梁体101和固定连接于所述梁体101两端的端板102,所述端板102作为后续组装件,两组所述横驱移动夹持臂2装入后用螺栓紧固,便与运输、安装、维护;所述梁体101中分别从两端开始沿水平方向延伸有C型导轨103,分别滑动连接所述压变承重机构3;着力点分散,减少构件局部应力,能够承担较大的负荷。
进一步的,四片所述梁体101中间间隙通过桥架型筋板104连接,两侧间隙通过侧梁连接板105连接;形成坚固的梁体承重结构;两块所述侧梁连接板105上分别横跨连接有耳板连接板106,穿过销钉后形成所述吊耳9,根据用户使用需求设置单吊耳、双吊耳及四吊耳,尤以双吊耳和四吊耳为佳,着力点分散,能够承担较大的负荷。
具体的,如图9和图10所示,所述横驱移动夹持臂2包括夹臂体201,所述夹臂体201为侧面倒影呈倒L型的钢板焊接成型的整体箱型;所述夹臂体201顶部安装有所述压变承重机构3和四组刚性承重块202,四组所述压变承重机构3和所述刚性承重块202交错布置,延伸至所述并列式肩梁1沿水平方向的导轨内;所述夹臂体201底部侧边设有翼板203,用于安装随行同步起模机构6;所述夹臂体201底部固定连接翻转主轴座204,所述多指翻转肘臂4的主轴穿过并与所述翻转主轴座204转动连接;两组所述横驱移动夹持臂2分别由与所述液压系统7连接的液压油缸牵拉,并通过所述电控系统8进行伺服控制,实现双段同向同步、双段异向同步及单段移动三种方式平移,既能调整起吊重心,又能实现所述多指翻转肘臂4的同步开合,适应不同的砂型与砂箱。
进一步的,如图11所示,所述压变承重机构3包括轮轴301、轴承302、钢轮芯303和压盖304,所述轮轴301垂直穿过并固定连接在所述横驱移动夹持臂2中,所述钢轮芯303套在所述轮轴301一端,并通过所述轴承302与所述轮轴301转动连接;所述钢轮芯303上套有聚胺脂环305,所述压盖304由螺栓紧固在所述钢轮芯303外侧,并且所述钢轮芯303内侧有凸缘,与所述钢轮芯303形成槽型,将所述聚胺脂环303压在环槽内;所述压变承重机构3只承担空载的所述横驱移动夹持臂2的重量,当机械手吊起砂箱时,所述聚胺脂环303被压缩,四组所述刚性承重块202接触槽底承担重量,保证所述横驱移动夹持臂2空载移动时,所述压变承重机构3转动,移动轻盈,负重时不需要移动,四组所述刚性承重块202担负重任。
具体的,如图12和图13所示,所述多指翻转肘臂4包括翻转主轴401、翻转肘402以及均匀分布于所述翻转肘402上的若干个指型抓403,所述翻转主轴401一端穿过并与所述翻转肘402通过轴端压盖固定连接;所述指型抓403两两为一组,均匀分布于所述翻转肘402四角,且所述指型抓403内均安装夹紧传感器和压向力传感器,能发出夹紧讯号及吊重讯号,控制起模状态。
具体的,如图14和图15所示,所述多点驱动翻转机构5包括若干组液压回转机构501,每组所述液压回转机构501的输出轴上均安装有主动齿轮502,所述主动齿轮502均与安装于所述翻转主轴401端部的从动齿轮503啮合;若干组所述液压回转机构501主体固定安装于所述横驱移动夹持臂2中,输出轴从所述横驱移动夹持臂2侧壁穿出,用于连接所述主动齿轮502;多组所述液压回转机构501的主动齿轮502与所述从动齿轮503啮合,传递扭矩,其结构不仅能实现大扭矩传输,同时能根据实需扭矩进行变化增减,必要时及时输出制动力矩抵抗砂箱偏重惯性,实现平稳翻箱。此外所述主动齿轮502和所述从动齿轮503形成的传动部件外部罩有防尘罩504,外形美观。
具体的,如图16和图17所示,所述随行同步起模机构6包括水平锁箱机构601、若干组起模顶升油缸602和组合式等高块603;若干组所述起模顶升油缸602分别安装于所述横驱移动夹持臂2下方的翼板底部;所述组合式等高块603通过不同组合,适用于不同工位或不同的砂箱;若干组所述起模顶升油缸602与所述液压系统7连接,并通过所述电控系统8进行伺服控制,起模时顶杆抵压接触放置在底模板上的所述组合式等高块603,然后同步顶升,平稳起模。
进一步的,如图18所示,所述水平锁箱机构601包括水平锁定油缸6011、方向导向座6012、方型斜面锁销6013和定位斜块6014;所述方向导向座6012垂直固定连接于所述横驱移动夹持臂2上,所述定位斜块6014固定连接于所述翻转肘402上;所述方型斜面锁销6013一端与所述水平锁定油缸6011连接,另一端穿过所述方向导向座6012与所述定位斜块6014的斜面接触,实现水平锁止,当起模与吊起砂箱平移时,所述方型斜面锁销6013伸出,与所述定位斜块6014两斜面贴合,将所述横驱移动夹持臂2锁定在水平位置,防止齿隙或砂箱偏重造成的晃动与歪斜。
具体的,如图19和图20所示,所述多指翻转肘臂4上还设有功能扩展框11,所述功能扩展框11与若干个所述指型抓403的位置匹配,所述功能扩展框11上连接有功能扩展模块12;所述功能扩展框11能够被所述指型抓403牢牢抓住,所述功能扩展框11框内有与所述功能扩展模块12连接的定位销及需要的连接接口。
使用时,天车吊起所述起模翻转浇注机械手,悬于砂箱砂型上方,两组所述多指翻转肘臂4下降至砂箱两端,两组所述横驱移动夹持臂2同步内移,由若干个所述指型抓403夹住砂箱格字筋板,夹紧后发出讯号,天车自动的嘀答预紧,预紧力由传感器控制;预紧后,安装在所述横驱移动夹持臂2下的所述起模顶升油缸602顶住模底板,活塞杆同步慢速伸出,同时由传感器控制天车同步起升;顶出约100mm后即完成起模,起模后的砂箱继续由机械手完成吊移、翻转、浇注等工序。
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
- 一种起模翻转浇注机械手
- 一种起模翻转浇注机械手