一种全自动证书填写打印机
文献发布时间:2023-06-19 11:09:54
技术领域
本发明一种全自动证书填写打印机属于打印机领域,具体涉及一种证书的填写打印和自动翻页连续打印的全自动打印机。
背景技术
在现今社会生活中,为了证明人们所具有的身份、资质、权利,存在着大量的各种类型的证书,例如护照、不动产证书、毕业证书和职业资格证书等。证书为事先印刷制作好的,领证人的身份信息和资质、权利内容是事后填写的。随着我国国内建设高速发展,对外开放持续深化,高等教育规模不断扩大,出国旅游的人越来越多,高校毕业生迅速增加。同时在城市化进程中,每年有大量的人口进入城市购房置业。使得旅游护照、毕业证书、不动产等证书发证量激增,传统的打印方式已经不能满足日常办公需求。以前,发证部门在办证过程中,证书打印由手工操作,一人一机,打印一本证书需要经过多次翻页打印后才能完成,工作量大,使用人员多,效率低下,领证的人需要长时间排队等待。
发明内容
本发明目的是针对上述不足之处提供一种全自动证书填写打印机,自动填写打印证书,解决了发证部门的工作量大,人员不足的问题,办证效率高,领证的人不需要长时间排队等待。
全自动证书填写打印机工作时,由发证部门工作人员,预先放入一定数量的证书,一键打印。一个工作人员可以管理多台全自动证书填写打印机。减少了用人数量,提高了工作效率,解决了领证人长时间排队等待的问题。
一种全自动证书填写打印机采用以下技术方案实现:
一种全自动证书填写打印机由壳体、机身、证书存放送料机构、证书转送打印机构、证书翻页卸料机构、证书收储盒等组成。开始打印前,由工作人员手工将一定批量的证书放入证书存放送料机构中的存料抽屉盒里,启动打印机。证书存放送料机构中的送料机构将证书向上推送到送料出口板边沿。证书转送打印机构将证书取出,转送到证书填写打印位置上(证书翻页卸料机构承料板上)进行填写打印。填写打印完一页,证书翻页机构翻页,继续打印下一页。证书打印完成后,翻页卸料机构承料板向下打开,填写打印完成的证书落入证书收储盒中,翻页卸料机构承料板关闭,打印机进入下一个打印循环。存放在存料抽屉盒里的证书全部打印完成后,证书存放送料机构里的物料感应传感器A发出缺料信息,打印机停机发出声光报警。工作人员取出打印完成的证书,放入需要打印的证书后,重新启动打印。
所述壳体为打印机罩壳,壳体顶上设有一翻盖,便于故障处理和更换打印墨盒。壳体两侧分别设有检修门,其中一侧门上设有电器箱,方便安装维护。在壳体外部上方倾斜面的右侧设有触摸屏电脑,用于系统控制和打印机指令输入。
所述机身为框架结构体,是各功能部件安装固定基础,将各功能部件集成为一个设备整体。
所述证书存放送料机构设置在机身中间左侧,是证书存放和送料部件。
所述证书转送打印机构设置在机身上部,具有能沿X、Y、Z三轴方向移动,并且兼具取放证书和打印功能的证书转送打印部件。
所述证书翻页卸料机构设置在机身中间右侧上部,是具有证书翻页、压平证书和卸除证书功能的部件。
所述证书收储盒设置在机身中间右侧,翻页卸料部件下方,为一可沿滑轨抽出壳体外的抽屉盒。
所述证书存放送料机构为打印机的证书存放和送料部件,该机构由存放证书机构、升降送料机构构成。一部分为存放证书机构,由送料出口板、固定挡板、抽屉挡板、抽屉底板、滑轨、支撑板、基板、物料感应传感器A、存料抽屉盒位置传感器等构成。抽屉挡板和抽屉底板构成存料抽屉盒。存料抽屉盒可沿滑轨拉出壳体外,方便证书放入。另一部分为升降送料机构,由步进电机、步进电机支架、弹性联轴器、滚珠丝杠支架、丝杠滑块、滚珠丝杠、支架固定底板、送料托板、L形连接件、零位传感器、送料到位信号传感器等构成。送料出口板与基板、支撑板构成一个框架结构。将存料抽屉盒和送料机构组成一个存放送料部件。送料机构竖直固定在框架结构中间的两根支撑板上。抽屉底板通过滑轨固定在送料托板上。L形连接件将送料托板与丝杠滑块连为一体。步进电机通过弹性连轴器转动滚珠丝杠,滚珠丝杠推动丝杠滑块,与丝杠滑块连为一体的送料托板通过固定在抽屉底板下方的滑轨带动抽屉底板一起上下移动。
打印证书前,工作人员将存料抽屉盒抽出壳体外,放入一定数量的证书后,将存料抽屉盒推进壳体关闭。启动打印,存料抽屉盒位置传感器检测存料抽屉盒关闭是否到位,不到位,系统发出声光警示信号,工作人员再重新关闭一次。存料抽屉盒位置传感器检测存料抽屉盒关闭到位后,控制系统启动升降送料机构的步进电机转动。步进电机通过弹性连轴器转动滚珠丝杠,滚珠丝杠推动丝杠滑块,丝杠滑块推动送料托板,送料托板带动抽屉底板一起向上移动,将存料抽屉盒里的证书推至送料出口板边沿。送料到位信号传感器固定在送料出口板边沿处。送料到位信号传感器感应到证书到位后,停止升降送料机构步进电机转动,发出送料到位信号。控制系统启动证书转送打印机构工作。存料抽屉盒里的证书打印完时,安装在存料抽屉盒下方的物料感应传感器A发出缺料信号,控制系统启动升降送料机构的步进电机反向转动。滚珠丝杠带动抽屉底板降回底部原点零位,升降送料机构的步进电机停止转动,升降送料机构的零位传感器发出到位信号。控制系统并发出声光报警信号,提示证书打印完成。
所述证书转送打印机构是将证书拿取转送至打印位置,进行打印的部件。该部件具有X、Y、Z三个方向的移动功能。由X轴直线模组、Y轴直线模组、Z轴直线模组实现X、Y、Z三个方向的直线移动。X轴直线模组、Y轴直线模组和Z轴直线模组均包括步进电机、直线导轨、移动滑台、零位信号传感器和终点信号传感器等。两个X轴直线模组分别固定在机身上部两根横置X轴方向的框架梁上,Y轴直线模组纵向固定在两个X轴移动滑台上,Z轴直线模组固定在Y轴移动滑台上,Z轴移动滑台移动方向垂直向下。
所述证书转送打印机构设有两个功能部件——证书拿取部件和打印部件。两个功能部件共用X轴方向直线模组,各自拥有Z轴方向直线模组。证书拿取部件由真空吸盘、吸盘支架、Z轴A直线模组、真空泵、气压传感器、两位三通电磁阀等组成。真空吸盘固定在吸盘支架上,吸盘支架固定在Z轴A移动滑台上,吸盘口朝向证书页面。4个真空吸盘分成前后两组,两个两位三通电磁阀分别控制两组真空吸盘不同的工作状态。Z轴A直线模组固定在Y轴直线模组本体中间位置,Z轴A移动滑台的移动方向垂直向下。证书拿取部件具有X、Z两个方向的移动功能,Y轴方向固定不动。打印部件为打印头,打印头固定于Z轴移动滑台上,具有X、Y、Z三个方向的移动功能。在收到送料到位信号后,控制系统启动真空泵和Z轴A步进电机转动,将两个两位三通电磁阀置于接通状态。Z轴A步进电机驱动Z轴A移动滑台移动,Z轴A移动滑台带动吸盘支架一起向下移动设定步距,到达设定步距(吸盘接触到证书页面)后Z轴A步进电机停止转动。真空吸盘接触到证书页面后形成负压真空,气压传感器达到真空状态设定值后,控制系统启动Z轴A步进电机反向转动。Z轴A移动滑台带动吸盘支架一起向上移动,向上提起吸住的证书。Z轴A移动滑台回到原点后Z轴A步进电机停止转动,Z轴A零位信号传感器发出到位信号。控制系统启动X轴步进电机转动。X轴步进电机驱动X轴移动滑台移动,X轴移动滑台带动Y轴直线模组沿X轴方向平移。Z轴A直线模组连同吸盘支架和真空吸盘吸住的证书一起随Y轴直线模组向前移动。X轴移动滑台按控制系统设定的步距将证书移动到打印证书位置上方后,X轴步进电机停止转动。控制系统启动Z轴A步进电机转动,Z轴A步进电机驱动Z轴A移动滑台向下移动。Z轴A移动滑台带动真空吸盘支架一起向下移动,将吸盘吸住的证书送入打印证书位置的承料板上。Z轴A步进电机转动设定步距后停止转动,控制系统停止真空泵工作,将两个两位三通电磁阀置于关闭状态。同时启动证书翻页卸料机构开始工作。
所述证书翻页卸料机构为具有证书翻页部件、压平证书部件和卸除证书部件。此部件由翻页卸料机构固定板和证书翻页、压平证书、卸除证书三个功能部件构成。翻页卸料机构固定板是证书翻页部件、压平证书部件和卸除证书部件固定安装基础。翻页卸料机构固定板中间有一个长方形孔,为放置证书打印位置。
证书翻页部件由舵机A、翻页拨杆、舵机A支架、翻页拨杆零位传感器、翻页拨杆终点传感器等组成。证书翻页部件通过舵机A支架固定在翻页卸料机构固定板下方,长方形孔横边(X轴方向)一侧,靠近中间的位置上。翻页拨杆固定在舵机A转轴上,当舵机A转动,翻页拨杆横扫翻动书页。
压平证书部件由舵机B、压片、压片转轴、连轴器、舵机B支架、压片转轴支架、压片转轴零位传感器、压片转轴终点传感器等组成。两组压平证书部件由舵机B支架和压片转轴支架固定在翻页卸料机构固定板下方,长方形孔横边(X轴方向)两侧的位置上。压片固定在压片转轴上,在舵机B驱动下,压片转轴带动压片压住证书,防止证书中间拱起和两边上翘,影响打印质量。
卸下证书部件由舵机C、承料板、承料板转轴、联轴器、舵机C支架、承料板转轴支架、承料板转轴零位传感器、承料板转轴终点传感器、物料感应传感器B等组成。两组卸下证书部件由舵机C支架和承料板转轴支架固定在翻页卸料机构固定板下方,长方形孔纵边(Y轴方向)两侧的位置上。承料板一端固定在承料板转轴上,在舵机C驱动下,承料板随承料板转轴向下转动,卸下打印好的证书,为下一本证书空出打印位置。
一种全自动证书填写打印机配套有控制系统,控制系统由工业控制计算机与STM32F103VCT6单片机嵌入式系统构成,工业控制计算机与STM32F103VCT6单片机嵌入式系统通过通信接口形成联通,控制系统中设置有全自动证书填写打印机控制程序,控制过程中,工业控制计算机下发任务指令,STM32F103VCT6单片机嵌入式系统控制执行机构完成目标任务。
一种全自动证书填写打印机的工作方法,如下:
新的一本证书进入打印位置后,控制系统启动舵机B转动。在舵机B驱动下,压片转轴带动压片压住证书,压片转轴到达终点后,舵机B停止转动,压片转轴终点传感器发出到位信号。控制系统启动Z轴A步进电机反向转动,Z轴A移动滑台带动真空吸盘支架回到零位原点位置,Z轴A步进电机停止转动。Z轴A零位传感器发出到位信号。控制系统启动打印程序,打印头开始打印工作。打印完一页后,Z轴步进电机驱动打印头回到Z轴零位原点。Z轴零位传感器发出到位信号。控制系统启动舵机B反向转动,使压片松开被压住的证书,压片随压片转轴到达原点零位后舵机B停止转动,压片转轴零位传感器发出压片转轴返回到位信号。控制系统启动X轴步进电机反向转动,X轴移动滑台按照系统设定的步距带动Y轴直线模组上的真空吸盘到达证书页面内侧边沿上方后X轴步进电机停止转动。控制系统启动真空泵工作,将用于翻页的一组吸盘的两位三通电磁阀置于接通状态,另一组真空吸盘的两位三通电磁阀置于关闭状态,同时控制系统启动Z轴A步进电机转动,Z轴A步进电机驱动Z轴A移动滑台移动,Z轴A移动滑台带动吸盘支架一起向下移动到设定的步距后Z轴A步进电机停止转动。真空吸盘接触到证书页面后,用于翻页的一组形成负压真空,气压传感器达到真空状态设定值后。控制系统启动X轴步进电机转动。X轴步进电机驱动X轴移动滑台向翻页方向移动设定的步距后,启动Z轴A步进电机反向转动,Z轴A移动滑台带动吸盘支架一起向上移动,并与X轴移动滑台一同沿X轴方向移动。这时吸住的证书页面被向前上方掀起。在X轴移动滑台和Z轴A移动滑台移动到设定的步距后,X轴步进电机和Z轴A步进电机转动,控制系统停止真空泵工作,将用于翻页组吸盘的两位三通电磁阀置于关闭状态,同时启动舵机A转动。舵机A带动拨杆转动,翻页拨杆
全自动证书填写打印机为一种专用打印机,具有自动化程度高,操作简单,没有需要经常更换的易损件,工作可靠,维护方便,工作效率高等优点。全自动证书填写打印机的发明,为证书发放部门降低工作强度,减少工作人员,节约办公成本提供了新型有效的办公设备。
附图说明
以下将结合附图对本发明作进一步说明:
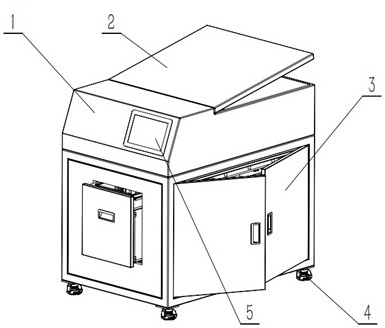
图1是一种全自动证书填写打印机示意图。
图2是一种全自动证书填写打印机结构示意图。
图3是一种全自动证书填写打印机的证书存放送料机构结构示意图。
图4是一种全自动证书填写打印机的证书转送打印机构结构示意图。
图5是一种全自动证书填写打印机的证书翻页卸料机构结构示意图。
图中:1.壳体、2.翻盖、3.检修门、4.脚轮、5.触摸屏电脑、6.机身、7.证书存放送料机构、8.证书翻页卸料机构、9.证书转送打印机构、10.证书收储盒、11.送料出口板、12.固定挡板、13.抽屉挡板、14.抽屉底板、15.滑轨、16.支撑板、17.基板、18.物料感应传感器A、19.存料抽屉盒位置传感器、20.步进电机、21.步进电机支架、22.弹性联轴器、23.滚珠丝杠支架、24.丝杠滑块、25.滚珠丝杠、26.支架固定底板、27.送料托板、28.L形连接件、29.零位传感器、30.送料到位信号传感器、31.X轴直线模组、32.X轴移动滑台、33.X轴步进电机、34.X轴零位传感器、35.X终点传感器、36.Y轴直线模组、37.Y轴步进电机、38.Y轴移动滑台、39.Y轴零位传感器、40.Y终点传感器、41.Z轴直线模组、42.Z轴移动滑台、43.Z轴步进电机、44.打印头、45.Z轴零位传感器、46.Z轴A直线模组、47.Z轴A步进电机、48.Z轴A移动滑台、49.吸盘支架、50.真空吸盘、51.Z轴A零位传感器、52.Z轴A终点传感器、53.气压传感器、54.真空泵、55.两位三通电磁阀、56.翻页卸料机构固定板、57.舵机B支架、58.舵机B、59.连轴器、60压片转轴支架、61.压片转轴、62.压片、63.压片转轴零位传感器、64.压片转轴终点传感器、65.舵机A支架、66.舵机A、67.翻页拨杆、68.翻页拨杆零位传感器、69.翻页拨杆终点传感器、70.舵机C、71.舵机C支架、72.承料板转轴、73.承料板、74.承料板转轴支架、75.承料板转轴零位传感器、76.承料板转轴终点传感器、77.物料感应传感器B。
具体实施方式
参照附图1-5,一种全自动证书填写打印机由壳体1、机身6、证书存放送料机构7、证书转送打印机构9、证书翻页卸料机构8、证书收储盒10等组成。打印开始前,由工作人员手工将一定批量的证书放入证书存放送料机构7中的存料抽屉盒里,启动打印机。证书存放送料机构7中的送料机构将证书向上推送到送料出口板11边沿。证书转送打印机构9将证书取出,转送到证书填写打印位置上(证书翻页卸料机构8的承料板上)开始填写打印。填写打印完一页,证书翻页机构翻页,继续打印下一页。证书打印完成后,翻页卸料机构承料板向下打开,填写打印完成的证书落入证书收储盒10中,翻页卸料机构承料板关闭,打印机进入下一个打印循环。存放在存料抽屉盒里的证书全部打印完成后,证书存放送料机构7里的物料感应传感器A 18发出缺料信息,打印机停机发出声光报警。工作人员取出打印完成的证书,放入需要打印的证书后,重新启动打印。
所述壳体1为打印机罩壳,壳体顶上设有一翻盖2,便于故障处理和更换打印墨盒。壳体1两侧分别设有检修门3,其中一侧门上设有电器箱,方便安装维护。在壳体1外部上方倾斜面的右侧设有触摸屏电脑5,用于系统控制和打印机指令输入。
所述机身6为框架结构体,是各功能部件安装固定基础,将各功能部件集成为一个设备整体。
所述证书存放送料机构7设置在机身6中间左侧,是证书存放和送料部件。
所述证书转送打印机构9设置在机身上部,具有能沿X、Y、Z三轴方向移动,并且兼具取放证书和打印功能的证书转送打印部件。
所述证书翻页卸料机构8设置在机身6中间右侧上部,是具有证书翻页、压平证书和卸下证书功能的部件。
所述证书收储盒10设置在机身6中间右侧,翻页卸料部件下方,为一可沿滑轨15抽出壳体1外的抽屉盒。
所述证书存放送料机构7为打印机的证书存放和送料部件,该机构由存放证书机构、升降送料机构两部分构成。一部分为存放证书机构,由送料出口板11、固定挡板12、抽屉挡板13、抽屉底板14、滑轨15、支撑板16、基板17、物料感应传感器A 18、存料抽屉盒位置传感器19等构成。抽屉挡板13和抽屉底板14构成存料抽屉盒。存料抽屉盒可沿滑轨15拉出壳体1外,方便证书放入。另一部分为升降送料机构,由步进电机20、步进电机支架21、弹性联轴器22、滚珠丝杠支架23、丝杠滑块24、滚珠丝杠25、支架固定底板26、送料托板27、L形连接件28、零位传感器29、送料到位信号传感器30等构成。送料出口板11与基板17、支撑板16构成一个框架结构。将存料抽屉盒和送料机构组成一个存放送料部件。送料机构竖直固定在框架结构中间的两根支撑板16上。抽屉底板14通过滑轨15固定在送料托板27上。L形连接件28将送料托板27与丝杠滑块24连为一体。步进电机20通过弹性连轴器22转动滚珠丝杠25,滚珠丝杠25推动丝杠滑块24,与丝杠滑块24连为一体的送料托板27通过固定在抽屉底板14下方的滑轨15带动抽屉底板14一起上下移动。
打印证书前,工作人员将存料抽屉盒抽出壳体外,放入一定数量的证书后,将存料抽屉盒推进壳体1关闭。启动打印,存料抽屉盒位置传感器19检测存料抽屉盒关闭是否到位,不到位,控制系统发出声光警示信号,工作人员再重新关闭一次。存料抽屉盒位置传感器19检测存料抽屉盒关闭到位后,控制系统启动升降送料机构的步进电机20转动。步进电机20通过弹性连轴器22转动滚珠丝杠25,滚珠丝杠25推动丝杠滑块24,丝杠滑块24推动送料托板27,送料托板27带动抽屉底板14一起向上移动,将存料抽屉盒里的证书推至送料出口板11边沿。送料到位信号传感器30固定在送料出口板11边沿处。送料到位信号传感器30感应到证书到位后,停止升降送料机构的步进电机20转动,发出送料到位信号。控制系统启动证书转送打印机构9工作。存料抽屉盒里的证书打印完时,安装在存料抽屉盒下方的物料感应传感器A 18发出缺料信号,控制系统启动升降送料机构的步进电机20反向转动。滚珠丝杠25带动抽屉底板14降回底部原点零位,升降送料机构的步进电机20停止转动,升降送料机构的零位传感器29发出到位信号。控制系统并发出声光报警信号,提示证书打印完成。
所述证书转送打印机构9是将证书拿取转送至打印位置,进行打印的部件。该部件具有X、Y、Z三个方向的移动功能。由X轴直线模组31、Y轴直线模组36、Z轴直线模组41实现X、Y、Z三个方向的直线移动。X轴直线模组31、Y轴直线模组36和Z轴直线模组41均包括步进电机、直线导轨、移动滑台、零位信号传感器和终点信号传感器等。两个X轴直线模组31分别固定在机身6上部两根横置(X轴方向)的框架梁上,Y轴直线模组36纵向固定在两个X轴移动滑台32上,Z轴直线模组41固定在Y轴移动滑台38上,Z轴移动滑台42移动方向垂直向下。
所述证书转送打印机构9是将证书拿取转送至打印位置,进行打印的部件。该部件具有X、Y、Z三个方向的移动功能。由X轴直线模组31、Y轴直线模组36、Z轴直线模组41实现X、Y、Z三个方向的直线移动。直线模组包括步进电机、直线导轨、移动滑台、零位信号传感器和终点信号传感器等。两个X轴直线模组31分别固定在机身6上部两根横置(X轴方向)的框架梁上,Y轴直线模组36纵向固定在两个X轴移动滑台32上,Z轴直线模组41固定在Y轴移动滑台38上,Z轴移动滑台42移动方向垂直向下。
所述证书转送打印机构9设有两个功能部件——证书拿取部件和打印部件。两个功能部件共用X轴方向直线模组,各自拥有Z轴方向直线模组。证书拿取部件由真空吸盘50、吸盘支架49、Z轴A直线模组46、真空泵54、气压传感器53、两位三通电磁阀55等组成。真空吸盘50固定在吸盘支架49上,吸盘支架49固定在Z轴A移动滑台48上,吸盘口朝向证书页面。4个真空吸盘50分成前后两组,两个两位三通电磁阀55分别控制两组真空吸盘50不同的工作状态。Z轴A直线模组46固定在Y轴直线模组36本体中间位置,Z轴A移动滑台48的移动方向垂直向下。证书拿取部件具有X、Z两个方向的移动功能,Y轴方向固定不动。打印部件为打印头44,打印头44固定于Z轴移动滑台42上,具有X、Y、Z三个方向的移动功能。在收到送料到位信号后,控制系统启动真空泵54和Z轴A步进电机47转动,将两个两位三通电磁阀55置于接通状态。Z轴A步进电机47驱动Z轴A移动滑台48移动,Z轴A移动滑台48带动吸盘支架49一起向下移动设定步距,到达设定步距(吸盘接触到证书页面)后Z轴A步进电机43停止转动。真空吸盘50接触到证书页面后形成负压真空,气压传感器53达到真空状态设定值后,控制系统启动Z轴A步进电机47反向转动。Z轴A移动滑台48带动吸盘支架49一起向上移动,向上提起吸住的证书。Z轴A移动滑台48回到原点后Z轴A步进电机47停止转动,Z轴A零位信号传感器51发出到位信号。控制系统启动X轴步进电机33转动。X轴步进电机33驱动X轴移动滑台32移动,X轴移动滑台32带动Y轴直线模组36沿X轴方向平移。Z轴A直线模组46连同吸盘支架49和真空吸盘50吸住的证书一起随Y轴直线模组36向前移动。X轴移动滑台32按控制系统设定的步距将证书移动到打印证书位置上方后,X轴步进电机33停止转动。
控制系统启动Z轴A步进电机47转动,Z轴A步进电机47驱动Z轴A移动滑台48向下移动。Z轴A移动滑台48带动真空吸盘支架49一起向下移动,将真空吸盘50吸住的证书送入打印证书位置的承料板73上。Z轴A步进电机47转动设定步距后停止转动,控制系统停止真空泵54工作,将两个两位三通电磁阀55置于关闭状态。同时启动证书翻页卸料机构8开始工作。
所述证书翻页卸料机构8为具有证书翻页部件、压平证书部件和卸下证书部件。此部件由翻页卸料机构固定板56和证书翻页、压平证书、卸除证书三个功能部件构成。翻页卸料机构固定板56是证书翻页部件、压平证书部件和卸除证书部件固定安装基础。翻页卸料机构固定板56中间有一个长方形孔,为放置证书打印位置。
证书翻页部件由舵机A 66、翻页拨杆67、舵机A支架65、翻页拨杆零位传感器68、翻页拨杆终点传感器69组成。证书翻页部件通过舵机A支架65固定在翻页卸料机构固定板56下方,长方形孔横边(X轴方向)一侧,靠近中间的位置上。翻页拨杆67固定在舵机A 66转轴上,当舵机A66转动,翻页拨杆67横扫翻动书页。
压平证书部件由舵机B58、压片62、压片转轴61、连轴器59、舵机B支架57、压片转轴支架60、压片转轴零位传感器63、压片转轴终点传感器64组成。两组压平证书部件由舵机B支架7和压片转轴支架60固定在翻页卸料机构固定板56下方,长方形孔横边(X轴方向)两侧的位置上。压片62固定在压片转轴61上,在舵机B58驱动下,压片转轴61带动压片62压住证书,防止证书中间拱起和两边上翘,影响打印质量。
卸下证书部件由舵机C70、承料板73、承料板转轴72、联轴器59、舵机C支架71、承料板转轴支架74、承料板转轴零位传感器75、承料板转轴终点传感器76、物料感应传感器B77组成。两组卸下证书部件由舵机C支架71和承料板转轴支架74固定在翻页卸料机构固定板56下方,长方形孔纵边(Y轴方向)两侧的位置上。承料板75一端固定在承料板转轴72上,在舵机C70驱动下,承料板73随承料板转轴72向下转动,卸下打印好的证书,为下一本证书空出打印位置。
所述的物料感应传感器A18和物料感应传感器B77采用市售物料感应传感器。
所述的存料抽屉盒位置传感器19、零位传感器29、送料到位信号传感器30、X轴零位传感器34、终点传感器35、Y轴零位传感器39、Y终点传感器40、Z轴零位传感器45、Z轴A零位传感器51、Z轴A终点传感器52、压片转轴零位传感器63、压片转轴终点传感器64、翻页拨杆零位传感器68、翻页拨杆终点传感器69、承料板转轴零位传感器75和承料板转轴终点传感器76均采用市售位置传感器。
所述的气压传感器53采用市售气压传感器。
一种全自动证书填写打印机的工作方法,如下:
新的一本证书进入打印位置后,控制系统启动舵机B58转动。在舵机B58驱动下,压片转轴61带动压片62压住证书,压片转轴61到达终点后,舵机B58停止转动,压片转轴终点传感器64发出到位信号。控制系统启动Z轴A步进电机43反向转动,Z轴A移动滑台48带动真空吸盘支架49回到零位原点位置,Z轴A步进电机43停止转动。Z轴A零位传感器51发出到位信号。控制系统启动打印程序,打印头开始打印工作。打印完一页后,Z轴步进电机43驱动打印头回到Z轴零位原点。Z轴零位传感器45发出到位信号。控制系统启动舵机B58反向转动,使压片62松开被压住的证书,压片62随压片转轴61到达原点零位后舵机B58停止转动,压片转轴零位传感器63发出压片转轴61返回到位信号。控制系统启动X轴步进电机33反向转动,X轴移动滑台32按照系统设定的步距带动Y轴直线模组36上的真空吸盘50到达证书页面内侧边沿上方后X轴步进电机33停止转动。控制系统启动真空泵54工作,将用于翻页的一组真空吸盘的两位三通电磁阀55置于接通状态,另一组真空吸盘的两位三通电磁阀55置于关闭状态,同时控制系统启动Z轴A步进电机47转动,Z轴A步进电机47驱动Z轴A移动滑台48移动,Z轴A移动滑台48带动吸盘支架49一起向下移动到设定的步距后Z轴A步进电机47停止转动。真空吸盘接触到证书页面后,用于翻页的一组形成负压真空,气压传感器53达到真空状态设定值后。控制系统启动X轴步进电机33转动。X轴步进电机33驱动X轴移动滑台32向翻页方向移动设定的步距后,启动Z轴A步进电机43反向转动,Z轴A移动滑台48带动吸盘支架49一起向上移动,并与X轴移动滑台32一同沿X轴方向移动。这时吸住的证书页面被向前上方掀起。在X轴移动滑台32和Z轴A移动滑台48移动到设定的步距后,X轴步进电机33和Z轴A步进电机47转动,控制系统停止真空泵54工作,将用于翻页组吸盘的两位三通电磁阀55置于关闭状态,同时启动舵机A66转动。舵机A66带动翻页拨杆67转动,翻页拨杆67
一种全自动证书填写打印机配套有控制系统,控制系统由工业控制计算机与STM32F103VCT6单片机嵌入式系统构成,工业控制计算机与STM32F103VCT6单片机嵌入式系统通过通信接口形成联通,控制系统中设置有全自动证书填写打印机控制程序,控制过程中,工业控制计算机下发任务指令,STM32F103VCT6单片机嵌入式系统控制执行机构完成目标任务。
- 一种全自动证书填写打印机
- 一种全自动证书填写打印机