一种石墨膜导热增强复合材料的制备方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及一种石墨导热增强复合材料的制备方法,属于复合材料制备技术领域。
背景技术
随着电子技术进步,现有电子单机载荷上集成的电子学器件越来越密集,单机的功耗也越来越高,集成度和功率密度不断增大,芯片工作时产生的热量越来越多,严重影响最终电子元件的使用性能、可靠性和寿命。仅通过热管理设计,难以实现热量的快速散除,新型的高导热材料具有非常高的市场需求。同时,在光伏、冶炼、航空、航天等领域,对高导热材料均有高的需求。
炭及石墨材料最为主要的高导热材料具有众多的优点,如密度低(石墨的理论密度为2.2g/cm
相比高定向纤维类材料、高温热解石墨,以有机物前驱体制备的石墨薄膜或块体材料主要的前驱体为聚酰亚胺,具有易石墨化、成本低,近些年在市场得到快速发展,广泛应用于电子导热领域。同时,随着石墨烯产业的快速发展,石墨烯为原料的薄膜,现在在电子热管理领域也有很快的发展。
但是石墨的表面的为完整的平面结构,具有化学惰性,与其他材料复合有较大的难度。一种高导热复合纤维及其制造方法(CN201010610324.9)涉及一种石墨膜导热增强的方法,但是其采用的石墨膜片进行了切片并拉丝处理。一种石墨层压结构及其制备方法(CN201610659160.6),将石墨膜与铜箔和聚酰亚胺进行了复合,该方法制备复合结构的块体材料难以实现。一种高导热C/C复合材料的制备(CN201710926532.1)以石墨为原料加工成1mm宽的炭丝,制备C/C复合材料,但做成炭丝之后石墨膜表面积增大,不利于复合材料的成型。一种高导热石墨膜-碳纤维树脂基复合材料的制备方法(CN202010735057.1)将石墨膜利用聚酰亚胺粘结起来并于碳纤维预浸料复合,聚酰亚胺低的热导性能及石墨膜低的垂直面向导热率,该结构限制复合材料的导热性能。
发明内容
针对现有技术中存在的问题,本发明将石墨薄膜涂覆基体,添加碳纤维,卷绕、工装成导热增强单元,利用这种导热单元制备复合材料。本发明旨在以石墨薄膜制备导热增强单元制备高导热复合材料。
本发明所用的技术方案:一种石墨膜导热增强复合材料的制备方法,具体步骤如下:
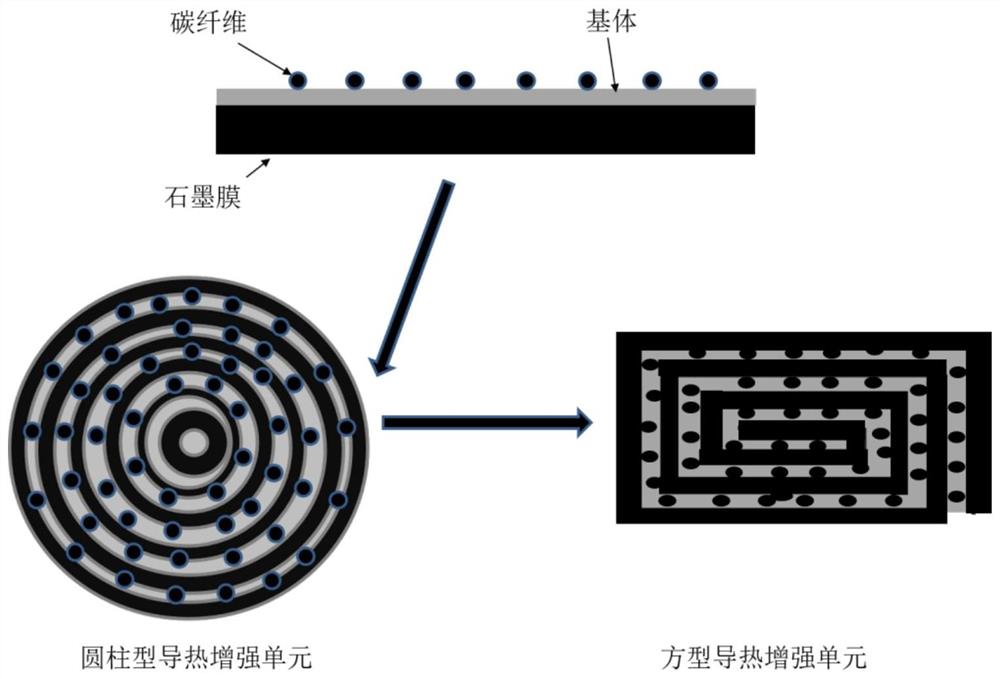
1、对石墨膜表面涂覆基体材料,按照合适的距离间隔排放碳纤维丝束,然后紧紧卷绕,在合适的工装模具中压制成设计尺寸,固化得到导热增强单元;
2、将导热单元连续并排排列在碳纤维编织体中间,添加基体材料,固化制备得到石墨膜导热增强复合材料。
步骤1所述的石墨薄膜包含厚度不大于100μm的PI基体制备的石墨膜、石墨烯薄膜。
步骤1所述的丝束为PAN基碳纤维,起到强度增强的作用,对牌号及丝束大小无特定要求。
步骤1所述的涂覆基体材料,基体材料为环氧树脂、沥青、聚酰亚胺树脂、双马来酰亚胺树脂等材料的一种,可以加热涂覆或溶剂溶解为溶液进行涂覆。
步骤1所述的设计尺寸为一种条状,其截面可以为六边形、矩形或圆形,便于导热增强单元紧密排布。
步骤2所述的碳纤维编织体可以为单向排布也可以为双向编织,若为单向排布的碳纤维需垂直于等热增强单元。
步骤2所述的基体材料与步骤1的基体材料为同一种。
步骤2所述的固化过程与基体材料的工艺相同。
本发明制备复合材料采用石墨膜制作导热增强单元,在轴向保持了石墨膜的完整热传导通道,并在垂直轴向发现叠加,多方向形成热传导通道,具有非常高的导热性能。其轴向导热最高达到1000W/(m·K)。相比中间相沥青基碳纤维具有很高的成本优势。
附图说明
图1导热单元制备原理图
图2本发明与传统导热复合材料热量传递方向对比,由图可以发现相比传统复合材料的制备方法,本发明具有更好的热量传输通道。
具体实施示例
下面以实施的方式对本发明做进一步的说明,但不构成对本发明的限制。
实施例1
将表面处理干净的石墨膜(180mm*100mm)铺设在涂膜机的平台上,将丙酮稀释后的环氧树脂涂敷在石墨膜表面,涂层厚度设定15μm。在涂层表面间隔平行排布T300碳纤维丝束,然后将石墨膜紧密卷绕起来。将石墨膜卷放入5mm宽工装模具中,压制成5mm*10mm*100mm的导热增强单元,同时除去多余的环氧树脂。在复合材料成型模具(150mm*100mm*1.4mm)中铺设碳纤维编制布,并在表面排布装满一层导热增强单元,加入环氧树脂,再铺一层碳纤维布,将模具合模,加压在树脂固化温度保温4h,自然冷却到室温,开模得到石墨膜导热增强复合材料。
依据此方法可以根据模具尺寸,设计制造不同规格的石墨膜导热增强的复合材料。
实施例2
将表面处理干净的石墨膜(90mm*100mm)铺设在涂膜机的平台上,将丙酮稀释后的环氧树脂涂敷在石墨膜表面,涂层厚度设定15μm。在涂层表面间隔平行排布T300碳纤维丝束,然后将石墨膜紧密卷绕起来,成为Φ2mm*10mm的导热增强单元。在复合材料成型模具(150mm*100mm*1.4mm)中铺设碳纤维编制布,并在表面排布装满一层导热增强单元,加入环氧树脂,再铺一层碳纤维布,将模具合模,加压在树脂固化温度保温4h,自然冷却到室温,开模得到石墨膜导热增强复合材料。
依据此方法可以根据模具尺寸,设计制造不同规格的石墨膜导热增强的复合材料。
实施例3
将表面处理干净的石墨膜(90mm*100mm)铺设在涂膜机的平台上,将甲苯溶解的浸渍沥青涂敷在石墨膜表面,涂层厚度设定15μm。在涂层表面间隔平行排布T300碳纤维丝束,然后将石墨膜紧密卷绕起来,成为Φ2mm*10mm的导热增强单元。在复合材料成型模具(150mm*100mm*1.4mm)中铺设碳纤维编制布,在表面均匀洒满150目的浸渍沥青粉末,然后表面排布装满一层导热增强单元,再次撒入沥青粉末,再铺一层碳纤维布,将模具合模,加热至沥青溶解流出模具,然后恒温加压3h。随后,将模具置于隔绝氧气的环境中,加热到800℃,碳化2h,待模具冷却,开模即可得到石墨膜导热增强的C/C复合材料。
依据此方法可以根据模具尺寸,设计制造不同规格的石墨膜导热增强的复合材料。也可以,对得到的C/C复合材料进行多次浸渍/碳化,得到更高密度、强度的C/C复合材料。
实施例4
方法同实施例3,将石墨膜制备为Φ2mm*10mm导热增强单元,制备得到C/C复合材料。
- 一种石墨膜导热增强复合材料的制备方法
- 石墨烯增强导热聚合物复合材料及其制备方法、导热产品