一种螺旋纹微导丝头端结构
文献发布时间:2023-06-19 11:09:54
技术领域
本发明涉及医疗器械技术领域,尤其涉及一种螺旋纹微导丝头端结构。
背景技术
微导丝是一种插入微导管内,提供导引和支撑的介入诊疗用器材。目前市场上微导丝主要以不锈钢或镍钛为主,为了提高导丝的支撑性和推送性,会选用抗拉系数大、刚性较强的不锈钢作为原材料。但是磨削该材料至直径0.1mm以下时,会出现柔软性不足、弯折和蛇形等状况,导致成品率较低。
发明内容
本发明的目的在于针对已有的技术现状,提供一种提高微导丝头端柔软性并且能够保证导丝的支撑性和推送反馈的螺旋纹微导丝头端结构。
为达到上述目的,本发明采用如下技术方案:一种螺旋纹微导丝头端结构,包括导丝头部和芯丝本体,其特征在于:所述导丝头部位于芯丝本体的前端,导丝头部与芯丝本体之间设有磨削段,磨削段的直径小于芯丝本体的直径,磨削段的外表面加工有螺旋纹凹槽,所述螺旋纹凹槽向导丝头部方向左旋推进,芯丝本体的外部套设有弹簧圈护套,所述弹簧圈护套的一端顶抵在导丝头部的侧端面上,另一端固定在芯丝本体上。
作为优选的,所述导丝头部为半圆球状,并且与磨削段相连接的侧端面为垂直设置的侧平面。
作为优选的,所述磨削段呈柱形,磨削段与芯丝本体的端部形成过度圆台。
作为优选的,所述弹簧圈护套由紧密卷绕在芯丝本体上的后端紧密卷绕部以及卷绕在过度圆台和磨削段外部的前端稀疏卷绕部组成。
作为优选的,所述后端紧密卷绕部与前端稀疏卷绕部的旋转方向一致。
作为优选的,所述前端稀疏卷绕部的材料为铂钨合金,后端紧密卷绕部的材质为不锈钢。
作为优选的,所述磨削段的直径D为0.14-0.16mm,所述螺旋纹凹槽上的槽脊宽度W为1.4-1.6mm,螺旋纹凹槽的内径d为0.06-0.08mm。
进一步的,所述螺旋纹凹槽的横截面为矩形。
本发明的有益效果在于:通过设置的磨削段并且磨削段上加工螺旋纹凹槽,使其轴截面积减少,提高柔软性,设置的弹簧圈护套保证导丝的支撑性和推送手感。
附图说明
图1为本发明实施例的主视图。
图2为图1中A-A处的剖视图。
图3为图2中A处的放大图。
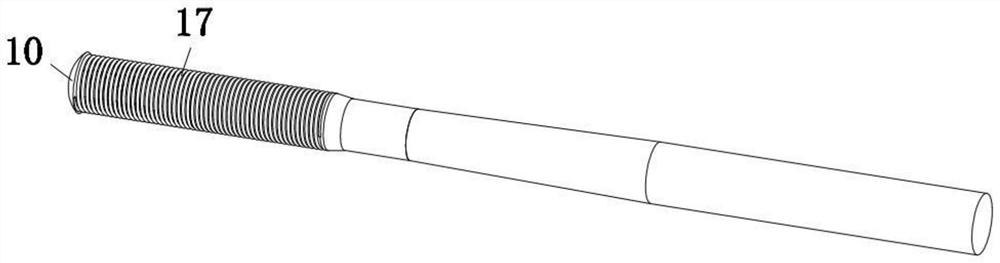
图4为本发明实施例的立体图。
图5为本发明实施例中磨削段、螺旋纹凹槽的局部放大图。
图6为本发明实施例中弹簧圈护套的主视图。
图中:10、导丝头部,11、侧平面,12、磨削段,13、螺旋纹凹槽,14、槽脊,15、过度圆台,16、芯丝本体,17、弹簧圈护套,171、后端紧密卷绕部,172、前端稀疏卷绕部。
具体实施方式
下面结合附图及实施例对本发明作进一步说明:
请参阅图1-图6所示,本发明公开一种螺旋纹微导丝头端结构,包括导丝头部10和芯丝本体16,导丝头部10位于芯丝本体16的前端,导丝头部10与芯丝本体16之间设有磨削段12,磨削段12的直径小于芯丝本体16的直径,磨削段12的外表面加工有螺旋纹凹槽13,螺旋纹凹槽13向导丝头部10方向左旋推进,芯丝本体16的外部套设有弹簧圈护套17,弹簧圈护套17的一端顶抵在导丝头部10的侧端面上,另一端固定在芯丝本体16上。
通过设置的磨削段12并且磨削段12上加工螺旋纹凹槽13,使其轴截面积减少,提高柔软性,设置的弹簧圈护套17保证导丝的支撑性和推送手感。
作为优选的实施例,导丝头部10为半圆球状,并且与磨削段12相连接的侧端面为垂直设置的侧平面11。
作为优选的,磨削段12呈柱形,磨削段12与芯丝本体16的端部形成过度圆台15。设置的过度圆台15,一方面有利于磨削段12与芯丝本体16的连接,另一方面,由于磨削段12的直径小于芯丝本体16的直径,使得过度圆台15的横截面向芯丝本体16方向逐渐递增,保证导丝的支撑性,同时过度圆台15的横截面向磨削段12方向逐渐递减,提高导丝头部10的柔软性。
作为优选的,弹簧圈护套17由紧密卷绕在芯丝本体16上的后端紧密卷绕部171以及卷绕在过度圆台15和磨削段12外部的前端稀疏卷绕部172组成。
作为优选的,后端紧密卷绕部171与前端稀疏卷绕部172的旋转方向一致。在实际加工中,弹簧圈护套17的旋转方向为左旋或者右旋。
作为优选的,前端稀疏卷绕部172的材料为铂钨合金,采用铂钨合金材料制成前端稀疏卷绕部172,使其具有良好的显影性,确保术中透视下清晰显影。后端紧密卷绕部171的材质为不锈钢,具体为SUS304。
前端稀疏卷绕部172位于过度圆台15和磨削段12的外部,前端稀疏卷绕部172的螺距为0.11-0.13mm,导丝推进时,设置的前端稀疏卷绕部172使导丝头端更加容易弯曲,满足操作时对导丝迂曲通过性的要求,顺畅地通过迂曲血管。
后端紧密卷绕部171紧密的缠绕在芯丝本体16上,即位于过度圆台15远离导丝头部10的一侧,有利于对导丝头端的支撑,导丝推进时,反馈更加好。
作为优选的实施例,磨削段12的直径D为0.14-0.16mm,螺旋纹凹槽13上的槽脊14宽度W为1.4-1.6mm,螺旋纹凹槽13的内径d为0.06-0.08mm。
进一步的,螺旋纹凹槽13的横截面为矩形。
针对本申请的技术方案,发明人进行多次的试验,作为插入微导管内的微导丝,导丝头端柔软性以及便于通过迂曲血管,是极其重要的指标。导丝头端柔软性的测试,目的是表征导丝头端硬度,硬度单位为GF(克力),指1G质量的物质所受到的重力的大小的单位。测试过程为:根据标准:YY/T1554-2017《输卵管导管》,使用夹具夹持导丝头端长度10mm,并安装在万能试验机的正上方保持垂直状态,且以3mm/min的速度匀速下降,观察导丝的变化,当导丝触碰到底部发生弯曲时,停止试验,记录电子天平的读数。
导丝迂曲通过能力测试,用于表征导丝通过迂曲弯道的能力,单位为牛顿,符号为N,测试过程为:(1)将迂回测试工装的弯曲通道(本试验采用的是4个弯曲通道)全部套上导管,并流出一节;(2)将迂回测试工装安装在拉力机的下方,并注入纯化水;(3)将需要测试部分60mm长度夹持在万能拉力机的夹具上;(4)开始试验前将导丝穿入迂回测试工装的最开始位置,万能拉力机开始运行,进行试验,使导丝在迂回测试工装的弯曲通道内通过,并记录迂曲通过力值(N)以及迂曲通过时间(s)。
以下为测试记录表:
以上数据表明,本发明提供的微导丝头端的柔软性为1.0-1.6GF,迂曲通过力值为0.13-0.17N,迂曲通过时间为15-22s,而同期,发明人将本发明提供的微导丝头端与本领域内公知的,品牌为朝日的导丝进行了相同条件下柔软性测试和迂曲通过能力测试,朝日导丝的柔软性为1.7-2.3GF,迂曲通过力值为0.16-0.19N,迂曲通过时间为19-23s,由此可见,本申请的微导丝柔软性更佳,同时能够保证导丝的支撑性和推送手感。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、同等替换和改进等,均应落在本发明的保护范围之内。
- 一种螺旋纹微导丝头端结构
- 一种柔软性佳的微导丝头端结构