一种连续竹纤维成套设备
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及竹纤维加工设备技术领域,特别是涉及一种连续竹纤维成套设备。
背景技术
随着经济的快速发展和人们环保意识的逐步加强,“环保性纤维”已明确成为人们关注和开发的焦点。竹纤维因其来源广泛、生长速度快、成材早、再生能力强、一次种植可持续利用、速生高产的特点,备受关注。利用竹纤维纵向拉伸强度高、柔韧性好等优势,制备得率高、长径比大及强度高的柔性短竹纤维,并突破柔性竹纤维连续接长技术,制得可满足缠绕、编织及缝合等织造技术要求的连续柔性竹纤维,形成其成套的加工装备,实现竹材加工模式由平面层积向结构多维异型化的新型转变。
因此,亟需一种连续竹纤维成套设备。
发明内容
为解决以上技术问题,本发明提供一种连续竹纤维成套设备,以实现竹条到绳索的连续加工过程。
为实现上述目的,本发明提供了如下方案:
本发明提供一种连续竹纤维成套设备,包括依次设置的高效网纹竹纤维制备机组、竹纤维质量评价设备、竹纤维搓揉机、纤维分选机、纤维成毡机、纤维束定向拉伸机、加捻收卷机和纤维成绳机。
可选的,所述高效网纹竹纤维制备机组包括机架以及设置于所述机架上的去节辊组件、碾压辊组件、去黄辊组件、去青辊组件和疏解辊组件;
所述机架上从进料端到出料端依次设置有所述去节辊组件、第一所述碾压辊组件、第二所述碾压辊组件、所述去黄辊组件、第三所述碾压辊组件、第一所述去青辊组件、第四所述碾压辊组件、第二所述去青辊组件、第一所述疏解辊组件和第五所述碾压辊组件;
所述去节辊组件包括去节辊和去节驱动轮,所述去节辊设置于所述去节驱动轮正上方,所述去节驱动轮与碾压电机动力连接;
所述碾压辊组件包括碾压辊和碾压驱动轮,所述碾压辊设置于所述碾压驱动轮正上方;
所述去黄辊组件包括去黄辊和去黄驱动轮,所述去黄辊设置于所述去黄驱动轮正上方,所述去黄辊与去黄电机动力连接,所述去黄驱动轮与碾压电机动力连接;
所述去黄辊上沿周向均匀设置有多个刮刀;
所述去青辊组件包括去青辊和去青驱动轮,所述去青辊设置于所述去青驱动轮正下方,所述去青辊与碾压电机动力连接,所述去青驱动轮与去青电机动力连接;
所述去青辊上沿周向均匀设置有多个刮刀;
所述疏解辊组件包括疏解辊和疏解驱动轮;所述疏解辊设置于所述疏解驱动轮正上方,所述疏解驱动轮与疏解电机动力连接。
可选的,所述竹纤维质量评价设备包括主机和分类架;所述主机包括机架,所述机架上设置有进口驱动机构、力学测试机构和出口驱动机构;所述主机的出口侧沿直线设置有多个所述分类架,所述进口驱动机构和所述出口驱动机构均与动力源动力连接;
所述进口驱动机构包括进口支架、进口压紧辊和进口驱动辊;所述进口压紧辊活动设置于所述进口支架上,所述进口驱动辊设置于所述进口压紧辊正下方,所述进口驱动辊与动力源动力连接;
所述进口压紧辊的中心轴两端分别设置有一竖直的螺杆,所述螺杆与所述进口支架可拆卸连接,所述螺杆上位于所述进口支架与所述进口压紧辊的中心轴之间设置有第一弹簧和第一滑块,所述第一滑块位于所述第一弹簧下方,所述第一滑块与所述进口支架滑动连接;
所述进口驱动机构包括两个并列设置的进口压紧辊和两个并列设置的进口驱动辊,所述两个并列设置的进口驱动辊与同一动力源动力连接;
所述出口驱动机构包括出口支架、出口压紧辊和出口驱动辊;所述出口压紧辊活动设置于所述出口支架上,所述出口驱动辊设置于所述出口压紧辊正下方,所述出口驱动辊与动力源动力连接;
所述出口压紧辊的中心轴两端分别设置有一竖直的螺杆,所述螺杆与所述出口支架可拆卸连接,所述螺杆上位于所述出口支架与所述出口压紧辊的中心轴之间设置有第二弹簧和第二滑块,所述第二滑块位于所述第二弹簧下方,所述第二滑块与所述出口支架滑动连接;
所述力学测试机构包括所述机架中部并列设置的两个立柱,所述两个立柱顶部设置有一支撑板,所述支撑板上设置有压力传感器;所述两个立柱之间滑动设置有一横梁;所述横梁上设置有两个测试压紧轮;所述测试压紧轮下方设置有导向组件;
所述导向组件包括固定导向轮和活动导向轮,所述固定导向轮可转动的设置于所述两个测试压紧轮下方朝向所述两个立柱的一侧,所述活动导向轮可转动的设置于调节平台上,所述调节平台设置于所述机架上;
所述分类架包括支架上设置的多个输送辊,所述输送辊与驱动机构动力连接,所述支架一侧设置有一斜板,所述输送辊之间设置有光学探头和拨片,所述拨片与气动夹具相连接,所述光学探头与所述气动夹具电连接。
可选的,所述竹纤维搓揉机包括主机支架,所述主机支架上固定安装有主机箱,所述主机箱内设置有揉搓箱,所述揉搓箱内转动安装有主动辊组件和从动辊组件;所述主动辊组件包括主动辊,所述从动辊组件包括从动辊,所述主动辊的第一端连接有驱动装置,第二端与所述从动辊传动连接;所述揉搓箱的顶部设置有进料口,底部设置有出料口;
所述驱动装置包括驱动电机,所述驱动电机的输出轴通过联轴器与所述主动辊的第一端连接;
所述驱动电机通过电机座安装于所述主机支架上;
所述主动辊的第二端设置有主动轮,所述从动辊的第一端与第二端均通过一个从动辊支撑架安装于所述主机箱上,所述从动辊的第二端设置有从动轮,所述主动轮与所述从动轮啮合连接;
所述主动轮和所述从动轮的外侧设置有防护罩,所述防护罩固定于所述主机箱上;
所述从动辊支撑架的中部设置有轴承,用于与所述从动辊转动连接;所述从动辊支撑架的上下两侧均设置有滑槽,所述主机箱与所述从动辊支撑架的连接处对应设置有滑轨,所述从动辊支撑架与所述主机箱滑动连接,所述从动辊支撑架远离所述主动辊的一端连接有调节组件;
所述调节组件包括调节螺杆,所述从动辊支撑架靠近所述调节组件的一侧设置有螺杆孔,所述调节螺杆的第一端穿过所述螺杆孔并通过调节螺母固定;还包括有固定板,所述固定板上开设有螺杆孔,所述调节螺杆的第二端穿过所述固定板上的螺杆孔,并通过螺母固定,所述固定板固定于所述主机箱的侧面;
还包括加热调湿单元,所述加热调湿单元安装于所述进料口处;
所述主动辊和所述从动辊的外表面为光滑的表面;
所述主动辊和所述从动辊的外表面均布有多个凸起,所述凸起为圆柱状或者长方体状凸起,所述主动辊和所述从动辊上的所述凸起交错设置;
可选的,所述纤维分选机包括安装在主机架上的进料输送组件、进料齿辊组件和解纤刺辊组件,所述主机架上的进料侧设置有所述进料输送组件,所述进料输送组件的出料端安装有所述进料齿辊组件,所述进料齿辊组件的出料侧设置有收集栏,所述解纤刺辊组件设置于所述收集栏的顶部;电机一与所述进料输送组件和进料齿辊组件的输入端传动连接,电机二与所述解纤刺辊组件传动连接;
所述进料输送组件包括进料皮带,所述进料皮带的两端分别安装有皮带辊,所述皮带辊通过轴承座安装在所述主机架上;两个皮带辊伸出所述轴承座的部分通过链条传动连接,靠近所述进料齿辊组件一侧的皮带辊还通过链条与所述电机一的输出轴传动连接;
所述进料输送组件还包括进料挡板,所述进料挡板设置在所述进料皮带的左右两侧,且所述进料挡板的底端固定在所述主机架上;两块进料挡板的两端避开所述皮带辊的端部设置;
所述进料齿辊组件包括上下并排设置的一对齿辊,齿辊为圆柱形辊,两个齿辊的两端通过轴承安装在所述主机架上的安装板内;位于下方的齿辊一端连接齿辊主动轮,另一端连接齿辊齿轮,电机一通过链条与所述齿辊主动轮传动连接;两个平行的上下齿辊通过所述齿辊齿轮啮合传动;
所述进料齿辊组件的两个齿辊的外表面设置有不同齿形和不同长度的齿刺;
所述安装板上开设有矩形空腔,所述矩形空腔的两侧设置用于配合安装上部齿辊轴承的导轨,上部齿辊两端的轴承可沿该导轨上下移动;所述安装板的顶部设置有齿辊螺栓,所述齿辊螺栓的底部穿过所述安装板后固定有齿辊弹簧,所述齿辊弹簧的末端与上部齿辊的轴承相抵触;
所述解纤刺辊组件包括解纤刺辊,所述解纤刺辊的两端通过轴承座安装在所述主机架上,解纤刺辊伸出轴承座的部分通过链条与所述电机二的输出轴传动连接;所述解纤刺辊的底部与所述收集栏之间留有间隙;
所述解纤刺辊为圆柱形辊,所述解纤刺辊的外表面设置有不同齿形和不同长度的齿刺;
所述解纤刺辊组件还包括解纤室盖,弧形的所述解纤室盖将所述解纤刺辊覆盖于其内侧,且所述解纤室盖的一端延伸至所述进料齿辊组件的顶部;所述解纤室盖的另一端为出料口。
可选的,所述纤维成毡机包括机架、入料输送装置、出料输送装置、进料齿辊组件、梳理刺辊组件、沉笼组件和压辊组件,所述入料输送装置、所述进料齿辊组件、所述梳理刺辊组件、所述沉笼组件、所述压辊组件和所述出料输送装置沿所述机架的第一端到第二端方向依次固定于所述机架上;
所述入料输送装置和所述出料输送装置均包括传送带、主动辊、从动辊和输送电机,所述输送电机的输出轴与所述主动辊固定连接,所述传送带套设于所述主动辊和所述从动辊上;
所述进料齿辊组件包括齿辊支架、上齿辊和下齿辊,所述齿辊支架固定于所述机架上,所述上齿辊和所述下齿辊均转动连接于所述齿辊支架上,所述上齿辊和所述下齿辊的轴线相平行,所述上齿辊位于所述下齿辊的正上方;
所述梳理刺辊组件包括梳理电机和刺辊,所述刺辊转动连接于所述机架上,所述梳理电机与所述刺辊传动连接,所述刺辊的表面固定有多个尖齿;
所述沉笼组件包括沉笼辊筒、负压管、负压装置和沉笼电机,所述沉笼辊筒为一圆筒,所述沉笼辊筒的侧壁具有多个负压孔,所述负压管的第一端位于所述沉笼辊筒内,所述负压管的第二端与所述负压装置固定连接,所述沉笼电机用于带动所述沉笼辊筒转动;
所述压辊组件包括下压辊和压辊电机,所述下压辊转动连接于所述机架上,所述下压辊位于所述沉笼辊筒上方,所述下压辊与所述沉笼辊筒之间存在间隙,所述压辊电机的输出轴与所述下压辊固定连接;
还包括调节螺栓、弹簧和调节板,所述调节板的下表面与所述上齿辊固定连接,所述调节板的上表面固定于所述调节螺栓的下端,所述齿辊支架的上端具有通孔,所述调节螺栓穿过所述通孔,所述调节螺栓穿过所述弹簧,所述弹簧位于所述通孔下方;
所述进料齿辊组件为两组,两组所述进料齿辊组件相互平行;
还包括齿轮,所述沉笼辊筒的内壁具有多个内齿,所述齿轮的内圈与所述沉笼电机的输出轴固定连接,所述齿轮的外齿与所述内齿相啮合;
所述负压管的第一端为锥形开口;
所述沉笼辊筒的表面设有凹槽,所述凹槽为V型槽、U型槽或W型槽,或者表面不设置所述凹槽;
所述负压装置为负压泵;
还包括加湿器,所述加湿器位于所述入料输送装置上方;
还包括喷雾机,所述喷雾机位于所述入料输送装置上方。
可选的,所述纤维束定向拉伸机包括机架组件、罗拉组件、出料输送组件和纤维束收拢机构;所述机架组件支撑于所述罗拉组件和所述出料输送组件的底部,所述罗拉组件在所述机架组件顶部排列设置有若干组,每组所述罗拉组件包括相对设置的一个上罗拉和一个下罗拉,所述上罗拉和所述下罗拉分别由一罗拉驱动电机驱动旋转,所述出料输送组件设置于所述罗拉组件的尾端,所述出料输送组件包括第一皮带辊、第二皮带辊和皮带,所述第一皮带辊衔接于所述罗拉组件的尾端,所述第二皮带辊设置于纤维束出料口处,所述第一皮带辊和所述第二皮带辊通过所述皮带进行同步转动,尾端的一组所述罗拉组件的下罗拉通过所述皮带带动所述第一皮带辊转动;所述纤维束收拢机构设置于所述出料输送组件的顶部,包括两个由进料向出料方向横向距离逐渐变小的收拢板;
还包括拍料组件,所述拍料组件包括拍料机架组件、拍料驱动电机,拍料支架、偏心轮、传动连杆、导向管、直线导轨副组件、行程连杆、拍料针盘、拍料针、导轨和滑块,所述拍料机架组件设置于所述机架组件的顶部,所述拍料支架设置于所述拍料机架组件的顶部,所述拍料驱动电机通过一支撑板固定于所述拍料支架的顶部,所述拍料驱动电机的输出轴上固定有所述偏心轮,所述偏心轮通过偏心轴连接所述传动连杆,所述传动连杆底部固定连接有所述导向管,所述导向管固定连接一个横向的所述行程连杆,所述行程连杆的两侧分别铰接连接一个斜45度的斜置的行程连杆,斜置的所述行程连杆的端部分别连接一个所述拍料针盘,两个所述拍料针盘的顶部两侧均固定一所述滑块,两个所述拍料针盘顶部的所述滑块两两相对,两个所述拍料针盘上同侧的两个所述滑块共用同一横向设置的所述导轨,所述导轨上固定连接有所述直线导轨副组件,所述直线导轨副组件与所述拍料机架组件固定连接;两个所述拍料针盘的底部均纵向设置有一列拍料针,且两列所述拍料针由进料向出料方向横向距离逐渐变小;
两列所述拍料针横向两两相对,且每组横向相对的两个所述拍料针伸入相邻两组所述罗拉组件的间隙中;
斜置的两个所述行程连杆对称设置;
所述收拢板固定于所述机架组件上;
所述第二皮带辊的顶部设置有一压辊;
所述上罗拉为表面光滑的长轴,所述下罗拉为表面设置有沟槽的长轴;
还包括加湿器,所述加湿器设置于所述出料输送组件的底部;
还包括喷雾机,所述喷雾机悬挂于所述出料输送组件的顶部。
可选的,所述加捻收卷机包括驱动单元、转子单元、传动单元、收卷机构、排线单元和两个转子支座;两个所述转子支座分别位于所述转子单元两端,所述转子单元两端分别与第一主轴和第二主轴固定连接,所述第一主轴与所述第二主轴同轴设置,所述第一主轴和所述第二主轴分别与两个所述转子支座形成转动连接,所述驱动单元与所述第二主轴固定连接,用于驱动所述第二主轴转动并使所述转子单元围绕所述第一主轴轴线和所述第二主轴轴线所在直线转动,所述第一主轴轴向方向上贯通设置有纤维束通孔,所述驱动单元能够驱动所述传动单元运转,所述传动单元能够驱动所述排线单元和所述收卷机构运转,所述排线单元用于将所述纤维束通孔中通过的连续定向的纤维束进行排线,使纤维束在所述收卷机构轴向方向上均匀排布,所述收卷机构用于对经过所述排线单元排线后的纤维束进行收卷;
所述传动单元包括调节传动装置、第一传动装置和第二传动装置,所述调节传动装置的输入部件与所述驱动单元的一个输出部件固定连接,所述调节传动装置的输出部件通过所述第一传动装置驱动所述收卷机构转动,所述收卷机构的输出部件通过第二传动装置驱动所述排线单元转动;
所述驱动单元包括电机和传动皮带轮,所述电机驱动所述传动皮带轮转动,所述传动皮带轮中心位置固定设置有所述第二主轴;
所述调节传动装置包括第一传动轴和第二传动轴,所述第一传动轴和所述第二传动轴并排排列在所述转子单元内,所述第一传动轴和所述第二传动轴能够围绕各自轴线转动,所述第一传动轴上固定安装有第二锥齿轮,所述第二主轴上固定设置有第一锥齿轮,所述第二锥齿轮伸出所述转子单元外壁与所述第一锥齿轮啮合,所述第一传动轴的一端和所述第二传动轴的一端通过皮带连接传动,所述第二传动轴的另一端与所述第一传动装置的输入端固定连接,所述第一传动装置的输出端与所述收卷机构输入端固定连接运转,从而驱动收卷机构运转;
所述排线单元为往复排线装置,所述往复排线装置包括排线器、滑轨和丝杠,所述滑轨两端固定在所述转子单元中,所述排线器能够在滑轨上滑动,所述丝杠与所述转子单元转动连接中,并且一端伸出,该伸出端与所述收卷机构的输出端通过第二传动装置固定连接,所述丝杠穿过所述排线器,所述排线器螺纹连接在所述丝杠上;
所述收卷机构包括收卷筒和收卷主动辊,所述收卷筒和所述收卷主动辊并排排列在所述转子单元内部,所述收卷筒和所述收卷主动辊两端穿过所述转子单元外壁,并且能够围绕各自自身轴线转动,所述收卷主动辊与所述收卷筒挤压接触,所述收卷主动辊能够带动所述收卷筒转动,所述收卷主动辊的输入端与所述第二传动轴的输出端通过第一传动装置连接传动,所述收卷主动辊的输出端与所述排线单元的输入端通过所述第二传动装置连接传动;
所述转子单元两侧外壁对称设置有收卷筒移动槽,所述收卷筒两端分别穿过并滑动连接于所述收卷筒移动槽,所述两个所述收卷筒移动槽远离所述收卷筒的一端的边缘部位分别设置有两个固定块,两个弹簧固定器一端分别与两个所述固定块固定连接,两个所述弹簧固定器另一端分别与所述收卷筒两个伸出端固定连接;
两个所述转子支座底端固定在底座上;
所述转子单元外侧设置有防护罩,所述防护罩固定在所述底座上。
本发明相对于现有技术取得了以下技术效果:
本发明中的连续竹纤维成套设备能够将竹片高效连续的制成绳索,实现竹材加工模式由平面层积向结构多维异型化的新型转变。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
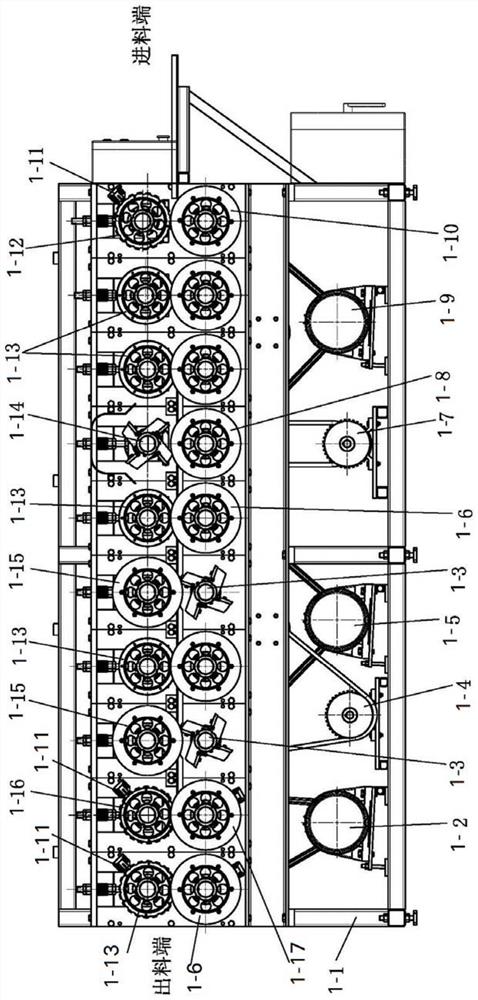
图1为网纹竹纤维制备机组的结构示意图;
图2为网纹竹纤维制备机组的俯视结构示意图;
图3为网纹竹纤维制备机组的后视结构示意图;
图4为网纹竹纤维制备机组的侧向结构示意图;
图5为竹质单元质量评价设备的结构示意图;
图6为竹质单元质量评价设备中导向组件的结构示意图;
图7为竹质单元质量评价设备中测试压紧轮的结构示意图;
图8为竹质单元质量评价设备中压力传感器的结构示意图;
图9为竹质单元质量评价设备中分类架的结构示意图;
图10为竹质单元质量评价设备中分类架的俯视结构示意图;
图11为竹纤维揉搓机的结构示意图;
图12为竹纤维揉搓机的后侧示意图;
图13为竹纤维揉搓机的前侧示意图;
图14为从动辊支撑架的结构示意图;
图15为调节组件的结构示意图;
图16为竹纤维分选机整体结构图;
图17为竹纤维分选机内部结构示意图;
图18为解纤刺辊与收集栏的布置方式示意图;
图19为竹纤维分选机传动部分示意图;
图20为进料皮带组件结构示意图;
图21为皮带辊设置位置示意图;
图22为进料齿辊组件结构示意图;
图23为齿辊间距调节结构;
图24为竹纤维成毡机结构示意图;
图25为竹纤维束定向拉伸机的立体结构示意图;
图26为除去排料组件的竹纤维束定向拉伸机的立体结构示意图;
图27为出料输送组件的立体结构示意图;
图28为排料组件的立体结构示意图;
图29为除去拍料机架组件的排料组件的立体结构示意图;
图30为纤维加捻收卷装置轴测图;
图31为纤维加捻收卷装置俯视图;
图32为加装外壳的纤维加捻收卷装置外壳示意图。
附图标记说明:1-1、机架;1-2、疏解电机;1-3、去青辊;1-4、去青电机;1-5、第二碾压电机;1-6、碾压驱动轮;1-7、去黄电机;1-8、去黄驱动轮;1-9、第一碾压电机;1-10、去节驱动轮;1-11、毛刷;1-12、去节辊;1-13、碾压辊;1-14、去黄辊;1-15、去青驱动轮;1-16、疏解辊;1-17、疏解驱动轮;
2-1、机架;2-2、进口驱动辊;2-3、进口压紧辊;2-4、第一弹簧;2-5、横梁;2-6、标尺;2-7、信号收集器;2-8、光学探头;2-9、立柱;2-10、第二弹簧;2-11、出口压紧辊;2-12、测试压紧轮;2-13、出口驱动辊;2-14、活动导向轮;2-15、手轮;2-16、调整平台;2-17、固定导向轮;2-18、手柄;2-19、斜板;2-20、输送辊;2-21、拨片;
3-1为驱动电机,3-2为联轴器,3-3为主动辊组件,3-4为主机箱,3-5为揉搓箱,3-6为防护罩,3-7为从动辊组件,3-8为主机支架,3-9为主动轮,3-10为从动轮,3-11为从动辊支撑架,3-12为调节组件,3-13为滑槽,3-14为螺杆孔,3-15为调节螺杆,3-16为调节螺母;
4-1主机架;4-2解纤室盖;4-3进料皮带组件;4-4进料齿辊组件;4-5解纤刺辊;4-6收集栏;4-7电机一;4-8电机二;4-9进料皮带;4-10进料挡板;4-11皮带辊;4-12齿辊主动轮;4-13齿辊齿轮;4-14齿辊弹簧;4-15齿辊螺栓;4-16螺母;
5-5-机架;5-2-入料输送装置;5-3-出料输送装置;5-4-进料齿辊组件;5-5-梳理刺辊组件;5-6-沉笼组件;5-7-压辊组件;
6-101-机架组件、6-102-罗拉组件、6-103-出料输送组件、6-104-拍料组件、6-105-纤维束收拢机构;
6-1-上罗拉、6-2-下罗拉、6-3-罗拉驱动电机、6-4-第一皮带辊、6-5-皮带、6-6-第二皮带辊、6-7-压辊、6-8-收拢板、6-9-拍料机架组件、6-10拍料驱动电机、6-11-拍料支架、6-12-偏心轮、6-13-传动连杆、6-14-导向管、6-15-直线导轨副组件、6-16行程连杆、6-17-拍料针盘、6-18-拍料针、6-19-导轨、6-20-滑块;
7-1-驱动单元、7-11-传动皮带轮、7-12-电机、7-2-转子单元、7-21-收卷筒移动槽、7-3-传动单元、31-调节传动装置、311-第一传动轴、312-第二传动轴、32-第二锥齿轮、33-第一传动装置、34-第二传动装置、7-4-收卷机构、41-收卷筒、42-收卷主动辊、7-5-排线单元、7-6-转子支座、7-第一主轴、71-纤维束通孔、7-8-第二主轴、7-9、第一锥齿轮、7-10-弹簧固定器、7-13-底座、7-14-防护罩。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本实施例提供一种连续竹纤维成套设备,包括依次设置的高效网纹竹纤维制备机组、竹纤维质量评价设备、竹纤维搓揉机、纤维分选机、纤维成毡机、纤维束定向拉伸机、加捻收卷机和纤维成绳机。
本实施例提供一种网纹竹纤维制备机组,包括机架1-1以及设置于所述机架1-1上的去节辊组件、碾压辊组件、去黄辊组件、去青辊组件和疏解辊组件。
所述机架1-1上从进料端到出料端依次设置有所述去节辊组件、第一所述碾压辊组件、第二所述碾压辊组件、所述去黄辊组件、第三所述碾压辊组件、第一所述去青辊组件、第四所述碾压辊组件、第二所述去青辊组件、第一所述疏解辊组件和第五所述碾压辊组件。
所述去节辊组件包括去节辊1-12和去节驱动轮1-10,所述去节辊1-12设置于所述去节驱动轮1-10正上方,所述去节驱动轮1-10与第一碾压电机1-9通过滚子链连接。
所述碾压辊组件包括碾压辊1-13和碾压驱动轮1-6,所述碾压辊1-13设置于所述碾压驱动轮1-6正上方,所述碾压驱动轮1-6与所述碾压电机通过滚子链连接。
本实施例中共设置有五个碾压辊组件,其中,第一、第二碾压辊组件的碾压驱动轮1-6与第一碾压电机1-9通过滚子链传动连接,第三、第四碾压辊组件的碾压驱动轮1-6与第二碾压电机1-5通过滚子链传动连接,第五碾压辊组件的碾压驱动轮1-6与疏解电机1-2通过滚子链连接。
所述去黄辊组件包括去黄辊1-14和去黄驱动轮1-8,所述去黄辊1-14设置于所述去黄驱动轮1-8正上方,所述去黄辊1-14与去黄电机1-7动力连接,所述去黄驱动轮1-8与第一碾压电机1-9通过滚子链传动连接。
所述去黄辊1-14上沿周向均匀设置有四个刮刀。
所述去青辊组件包括去青辊1-3和去青驱动轮1-15,所述去青辊1-3设置于所述去青驱动轮1-15正下方,所述去青辊1-3与第二碾压电机1-5动力连接,所述去青驱动轮1-15与去青电机1-4通过三角带传动连接。
所述去青辊1-3上沿周向均匀设置有四个刮刀。
所述疏解辊组件包括疏解辊1-16和疏解驱动轮1-17;所述疏解辊1-16设置于所述疏解驱动轮1-17正上方,所述疏解驱动轮1-17与疏解电机1-2滚子链传动连接。
去节辊1-12、疏解辊1-16和第五个碾压辊1-13的斜上方分别设置有一毛刷1-11,通过毛刷1-11对去节辊1-12、疏解辊1-16和第五个碾压辊1-13进行清理以去除竹屑。
去节辊1-12、五个碾压辊1-13、去黄辊1-14和两个去青驱动轮1-15的高度均可调节,具体的,去节辊1-12、五个碾压辊1-13、去黄辊1-14和两个去青驱动轮1-15分别通过一高度调节机构设置于机架1-1上,高度调节机构包括螺杆、弹簧、上螺母和下螺母,螺杆的底部与去节辊1-12、五个碾压辊1-13、去黄辊1-14和两个去青驱动轮1-15的中心轴相连接,弹簧套设在螺杆上,弹簧下部设置有下螺母,螺杆上部与机架1-1之间设置有上螺母,通过调整上螺母和下螺母在螺杆上的位置,以调整螺杆相对于机架1-1的高度,进而改变去节辊1-12、五个碾压辊1-13、去黄辊1-14和两个去青驱动轮1-15的高度。
使用时,将原竹片内侧朝上从进口端送入,由去节辊1-12对原竹片内侧的竹节进行去除,再经过第一次碾压和第二次碾压,使原竹片结构更加密实,以便于后续加工,碾压后的原竹片经过去黄辊组件时,去黄辊1-14上的四个刮刀对原竹片内表面的竹黄进行刮除,之后原竹片经过第三次碾压,进入第一组去青组件,由原竹片下方的第一个去青辊1-3上的四个刮刀对原竹片外侧的竹青进行刮除,原竹片经过第四次碾压后进入第二组去青组件,由原竹片下方的第二个去青辊1-3上的四个刮刀对原竹片外侧的残余竹青进行刮除,之后原竹片经过疏解辊1-16疏解后经过第五次碾压后得到网状竹纤维带由出料端排出。
竹质单元质量评价设备,包括主机和分类架;所述主机包括机架2-1,所述机架2-1上设置有进口驱动机构、力学测试机构和出口驱动机构;所述主机的出口侧沿直线设置有多个所述分类架,所述进口驱动机构和所述出口驱动机构均与动力源动力连接。
所述进口驱动机构包括进口支架、进口压紧辊2-3和进口驱动辊2-2;所述进口压紧辊2-3活动设置于所述进口支架上,所述进口驱动辊2-2设置于所述进口压紧辊2-3正下方,所述进口驱动辊2-2与动力源动力连接。
所述进口压紧辊2-3的中心轴两端分别设置有一竖直的螺杆,所述螺杆与所述进口支架可拆卸连接,所述螺杆上位于所述进口支架与所述进口压紧辊2-3的中心轴之间设置有第一弹簧2-4和第一滑块,所述第一滑块位于所述第一弹簧2-4下方,所述第一滑块与所述进口支架滑动连接。竹片从进口压紧辊2-3和进口驱动辊2-2指间插入,在进口驱动辊2-2的驱动下向前移动,进口压紧辊2-3在第一弹簧2-4的作用下对竹片施加压力,以保证竹片能够得到充足的驱动力。
所述进口驱动机构包括两个并列设置的进口压紧辊2-3和两个并列设置的进口驱动辊2-2,所述两个并列设置的进口驱动辊2-2与同一动力源动力连接。
所述出口驱动机构包括出口支架、出口压紧辊2-11和出口驱动辊2-13;所述出口压紧辊2-11活动设置于所述出口支架上,所述出口驱动辊2-13设置于所述出口压紧辊2-11正下方,所述出口驱动辊2-13与动力源动力连接。
所述出口压紧辊2-11的中心轴两端分别设置有一竖直的螺杆,所述螺杆与所述出口支架可拆卸连接,所述螺杆上位于所述出口支架与所述出口压紧辊2-11的中心轴之间设置有第二弹簧2-10和第二滑块,所述第二滑块位于所述第二弹簧2-10下方,所述第二滑块与所述出口支架滑动连接。
动力源采用电机,电机的动力输出轴通过链条与进口驱动辊2-2和出口驱动辊2-13分别连接,从而使进口驱动辊2-2和出口驱动辊2-13的转速相同。
通过调整电机的转速,可以实现筛选速率在0-2-10m/s内的调节。
所述力学测试机构包括所述机架2-1中部并列设置的两个立柱2-9,所述两个立柱2-9顶部设置有一支撑板,所述支撑板上设置有压力传感器;所述两个立柱2-9之间滑动设置有一横梁2-5;所述横梁2-5上设置有两个测试压紧轮2-12;所述测试压紧轮2-12下方设置有导向组件。
横梁2-5通过滑块滑动设置于两个立柱2-9上,横梁2-5与一丝杆螺母相连接,丝杆螺母套设在一丝杆上,丝杆顶部为手柄2-18,手柄2-18位于支撑板的上方;通过转动手柄2-18使丝杆螺母带动横梁2-5在立柱2-9上移动,从而改变测试压紧轮2-12的高度。
丝杆螺母与支撑板之间设置有第三弹簧,当竹片经过测试压紧轮2-12下方时,竹片使测试压紧轮2-12抬升,通过第三弹簧对竹片施加压力,由于竹片的厚度是一定的,第三弹簧的压力即为竹片的力学抗弯模量的测试压力,压力传感器将第三弹簧的压力数据传输到信号收集器2-7。
所述导向组件包括固定导向轮2-17和活动导向轮2-14,所述固定导向轮2-17可转动的设置于所述两个测试压紧轮2-12下方朝向所述两个立柱2-9的一侧,所述活动导向轮2-14可转动的设置于调节平台上,所述调节平台设置于所述机架2-1上。调节平台为常规的丝杆和丝杆螺母驱动的平台,具体结构不再赘述。通过调整平台2-16可以调整活动导向轮2-14与固定导向轮2-17之间的间距,从而适应不同宽度的竹片。
调节平台上设置有一标尺2-6,光学探头2-8上设置有一指针,指针固定套设在光学探头外部,指针一端设置有一长圆孔,标尺2-6活动套设在长圆孔内,通过标尺2-6上的刻度,可以预先设定测试压紧轮2-12的高度,即设定第三弹簧对竹片的压力。
所述分类架包括支架上设置的多个输送辊2-20,所述输送辊2-20与驱动机构动力连接,所述支架一侧设置有一斜板2-19,所述输送辊2-20之间设置有光学探头2-8和拨片2-21,所述拨片2-21与气动夹具相连接,所述光学探头2-8与所述气动夹具电连接。
多个分类架上的光学探头2-8设定不同的色差信号,当竹片经过光学探头2-8时,如果竹片的颜色符合光学探头2-8的设定,则光学探头2-8发送信号,使气动夹具启动以驱动拨片2-21沿输送辊2-20的轴向移动,从而将竹片推到斜板2-19上,使竹片从斜板2-19上掉落,以实现将不同色差的竹片进行筛分。
力学分级是为了满足市场上的结构材和重组材的分级优化,色差分级是为了满足市场上的装饰、家具以及地板等对色差敏感的材料需求;对于不符合力学分级的材料会在指定的分类架处进行收集。
本实施例提供一种竹纤维揉搓机,包括主机支架3-8,所述主机支架3-8上固定安装有主机箱3-4,所述主机箱3-4内设置有揉搓箱3-5,所述揉搓箱3-5内转动安装有主动辊组件3-3和从动辊组件3-7;所述主动辊组件3-3包括主动辊,所述从动辊组件3-7包括从动辊,所述主动辊的第一端连接有驱动装置,用于动力输入,第二端与所述从动辊传动连接;所述揉搓箱3-5的顶部设置有进料口,底部设置有出料口。
具体地,在揉搓箱3-5的顶部设置有顶盖,顶盖的一端与揉搓箱3-5的顶部铰接,另一端与揉搓箱3-5的顶部通过卡扣或者锁具进行可开合连接,而进料口设置于顶盖上;在揉搓箱3-5的底部以及主机箱3-4的底部均设置有出料口,而在主机支架3-8的底部设置有出料平台,能够承接出料。
在本实施例中,所述驱动装置包括驱动电机3-1,所述驱动电机3-1的输出轴通过联轴器3-2与所述主动辊的第一端连接,所述驱动电机3-1通过电机座安装于所述主机支架3-8上,电机座通过螺栓与主机支架3-8固定连接。
在本实施例中,所述主动辊的第二端设置有主动轮3-9,所述从动辊的第一端与第二端均通过一个从动辊支撑架3-11安装于所述主机箱3-4上,所述从动辊的第二端设置有从动轮3-10,所述主动轮3-9与所述从动轮3-10啮合连接。
在本实施例中,从动辊和主动辊的两端均设置有转轴,主动辊两端的转轴的端部分别连接联轴器3-2和主动轮3-9,且两个转轴与主机箱3-4的前后两个侧壁转动连接;而从动辊两端的转轴分别与一个从动辊支撑架3-11转动连接,第二端的转轴的端部连接有从动轮3-10。
在本实施例中,所述主动轮3-9和所述从动轮3-10的外侧设置有防护罩3-6,所述防护罩3-6固定于所述主机箱3-4上。
在本实施例中,所述从动辊支撑架3-11的中部设置有轴承,用于与所述从动辊转动连接;所述从动辊支撑架3-11的上下两侧均设置有滑槽3-13,所述主机箱3-4与所述从动辊支撑架3-11的连接处对应设置有滑轨,所述从动辊支撑架3-11与所述主机箱3-4通过滑槽3-13和滑轨滑动连接,所述从动辊支撑架3-11远离所述主动辊的一端连接有调节组件3-12。
在本实施例中,所述调节组件3-12包括调节螺杆3-15,所述从动辊支撑架3-11靠近所述调节组件3-12的一侧设置有螺杆孔3-14,所述调节螺杆3-15的第一端穿过所述螺杆孔3-14并通过调节螺母3-16固定;还包括有固定板,所述固定板上开设有螺杆孔3-14,所述调节螺杆3-15的第二端穿过所述固定板上的螺杆孔3-14,并通过螺母固定,所述固定板通过螺栓固定于所述主机箱3-4的侧面;具体地,共设置一个调节螺杆3-15和三个调节螺母3-16,调节螺杆3-15穿过从动轮3-10支撑架和固定板上的螺杆孔3-14,调节螺杆3-15上拧有调节螺母3-16,通过调整调节螺母3-16与调节螺杆3-15上的距离,来调节主动辊与从动辊之间的距离,从而得到不同厚度的物料。
具体地,在本实施例中,其中两个调节螺母3-16可以位于从动辊支撑架3-11上螺杆孔3-14的两侧,通过两个调节螺母3-16将调节螺杆3-15和从动辊支撑架3-11固定;另一个调节螺母3-16则位于固定板的外侧,通过拧动该调节螺母3-16,可以控制从动辊支撑架3-11沿主机箱3-4移动,从而实现主动辊与从动辊之间的距离的调节。
在本实施例中,还包括加热调湿单元,加热调湿单元为外置设置,可设置在进料口端,本实施例中加热调湿单元优选采用喷雾机或者加湿器,利用电加热/蒸汽加热软化竹纤维带,喷雾机或者加湿器连接水/柔顺剂箱,使其雾化,调节湿度,得到不同温湿度规格的网纹状竹纤维带。或者,还可以根据需要从市场上选择其它现有的加热调湿装置。
在本实施例中,所述主动辊和所述从动辊的外表面为光滑的表面;于其他实施例中,也可以是所述主动辊和所述从动辊的外表面均布有多个凸起,所述凸起为圆柱状、长方体状或者其它形状的凸起,所述主动辊和所述从动辊上的所述凸起交错设置;在从动辊和主动辊的表面设置多个凸起,以形成不同形状的竹纤维带。
竹纤维分选机,包括安装在主机架4-1上的进料输送组件4-3、进料齿辊组件4-4和解纤刺辊组件,主机架4-1上的进料侧设置有进料输送组件4-3,进料输送组件4-3的出料端安装有进料齿辊组件4-4,进料齿辊组件4-4的出料侧设置有收集栏4-6,解纤刺辊组件设置于收集栏4-6的顶部;电机一4-7与进料输送组件4-3和进料齿辊组件4-4的输入端传动连接,电机二4-8与解纤刺辊组件传动连接。
竹板条或其他竹类原材料放置到进料输送组件4-3上,进料输送组件4-3将原材料传送至进料齿辊组件4-4进行疏解,疏解之后掉落在收集栏4-6上,堆积一定高度后,竹纤维与解纤刺辊组件接触,通过解纤刺辊4-5的旋转动力对竹片进行解纤,形成松絮状竹纤维,利用解纤刺辊4-5的旋转动力,长竹纤维和短纤维从收集栏4-6的出口抛出去的距离不同,来进行长纤维和短纤维的分选。
具体地,本实施例中的进料输送组件4-3包括进料皮带4-9,进料皮带4-9的两端分别安装有皮带辊4-11,皮带辊4-11通过轴承座安装在主机架4-1上,皮带辊4-11支撑进料皮带4-9进行输送竹纤维;两个皮带辊4-11伸出轴承座的部分通过链条传动连接,靠近进料齿辊组件4-4一侧的皮带辊4-11还通过链条与电机一4-7的输出轴传动连接。
为了防止竹纤维在输送过程中掉落到进料皮带4-9外侧,本实施例中的进料输送组件4-3还包括进料挡板4-10,进料挡板4-10设置在进料皮带4-9的左右两侧,且进料挡板4-10的底端固定在主机架4-1上;两块进料挡板4-10的两端避开皮带辊4-11的端部设置。
于本实施例中,完成进料后的竹纤维在进料皮带4-9的带动下,到达进料齿辊组件4-4处,进料齿辊组件4-4包括上下并排设置的一对齿辊,竹纤维原材料穿过两个齿辊之间,外表面设置有不同齿形和不同长度的齿刺的两个齿辊齿辊对竹纤维进行疏解。其中两个齿辊均为圆柱形辊,两个齿辊的两端通过轴承安装在主机架4-1上的安装板内;位于下方的齿辊一端连接齿辊主动轮4-12,另一端连接齿辊齿轮4-13,电机一4-7通过链条与齿辊主动轮4-12传动连接;上下齿辊通过一端的齿辊齿轮4-13啮合实现主动、从动转动关系。
为了保证分选机能够对不同厚度的竹纤维原材料进行疏解,本实施例中,安装板上开设有矩形空腔,矩形空腔的两侧设置用于配合安装上部齿辊轴承的导轨,上部齿辊两端的轴承可沿该导轨上下移动;安装板的顶部设置有齿辊螺栓4-15,齿辊螺栓4-15通过螺母4-16固定在主机架4-1上,齿辊螺栓4-15的底部穿过安装板后固定有齿辊弹簧4-14,齿辊弹簧4-14的末端与上部齿辊的轴承相抵触。此处结构主要用于调节两进料齿辊之间的距离,通过挤压和放松齿辊弹簧4-14来调节两齿辊之间的距离,实现不同厚度竹片的疏解。
于本实施例中,解纤刺辊组件包括解纤刺辊4-5,解纤刺辊4-5的两端通过轴承座安装在主机架4-1上,解纤刺辊4-5伸出轴承座的部分通过链条与电机二4-8的输出轴传动连接;解纤刺辊4-5的底部与收集栏4-6之间留有间隙。解纤刺辊4-5为圆柱形辊,解纤刺辊4-5的外表面设置有不同齿形和不同长度的齿刺。解纤刺辊4-5为圆柱形辊,表面设置有不同齿形和不同长度的齿刺,通过齿刺来将竹纤维进行解纤,形成松絮状竹纤维。
进一步地,为了防止操作人员误伤,解纤刺辊组件还包括解纤室盖4-2,弧形的解纤室盖4-2将解纤刺辊4-5覆盖于其内侧,且解纤室盖4-2的一端延伸至进料齿辊组件4-4的顶部,另一端为出料口。
本发明中的竹纤维分选机是纤维产品生产线中对0.4-1~4-1.4-5mm厚的密实纤维带原料经解纤刺辊组件进行解纤,并筛选去除杂质和碎料,纤维密实化的纤维带分离成长细比不同规格的松絮状竹纤维专用设备。竹片通过进料皮带4-9进入到进料齿辊组件4-4进行疏解,疏解之后掉落在收集栏4-6上,堆积一定高度后,与解纤刺辊4-5接触,通过解纤刺辊4-5的旋转动力和表面的齿刺对竹片进行解纤,形成松絮状竹纤维,利用解纤刺辊4-5的旋转动力,长竹纤维和短纤维从收集栏4-6的出口抛出去的距离不同,来进行长纤维和短纤维的分选。
本发明中的竹纤维分选机还可以是中间平行排列有几组辊组件(具体的数量不作限定,根据实际的需求可以随时做出数量调节),疏解辊组件设置为上下两个刺辊对竹片进行疏解处理。出料口筛选装置实现自动筛选长度、细度相对均匀地纤维束。
竹纤维成毡机,包括机架5-1、入料输送装置5-2、出料输送装置5-3、进料齿辊组件5-4、梳理刺辊组件5-5、沉笼组件5-6和压辊组件5-7。入料输送装置5-2、进料齿辊组件5-4、梳理刺辊组件5-5、沉笼组件5-6、压辊组件5-7和出料输送装置5-3从左到右依次固定在机架5-1上。
入料输送装置5-2和出料输送装置5-3的作用是输送物料的作用,本实施例中采用的带传送。具体的,入料输送装置5-2和出料输送装置5-3均包括传送带、主动辊、从动辊和输送电机,输送电机的输出轴与主动辊固定连接,传送带套设于主动辊和从动辊上。通过输送电机带动主动辊转动,主动辊再带动传送带移动,传送带带动从动辊转动,从而运输物料。
进料齿辊组件5-4为竹纤维均匀输送提供动力,进料齿辊组件5-4包括齿辊支架、上齿辊和下齿辊,齿辊支架固定于机架5-1上,上齿辊和下齿辊均转动连接于齿辊支架上,上齿辊和下齿辊的轴线相平行,上齿辊位于下齿辊的正上方,竹纤维从上齿辊和下齿辊之间传输。
梳理刺辊组件5-5包括梳理电机和刺辊,刺辊转动连接于机架5-1上,梳理电机与刺辊通过带传动连接,刺辊的表面固定有多个尖齿,竹纤维从尖齿和机架5-1上的壳体之间通过,刺辊上的尖齿将输送进来的竹纤维均匀打散、疏解成密度细小的竹纤维并抛出。本领域技术人员可以根据实际需要设置尖齿的形状、数量以及密度。
沉笼组件5-6包括沉笼辊筒、负压管、负压装置和沉笼电机,沉笼辊筒为一圆筒,沉笼辊筒的侧壁具有多个负压孔,负压管的第一端位于沉笼辊筒内,负压管的第二端与负压装置固定连接,负压装置用于通过负压管来抽出沉笼辊筒内的气体,从而造成沉笼辊筒内的负压环境,从而使得竹纤维可以吸附在沉笼辊筒的外表面上,沉笼电机用于带动沉笼辊筒转动。
压辊组件5-7包括下压辊和压辊电机,下压辊转动连接于机架5-1上,下压辊位于沉笼辊筒上方,下压辊与沉笼辊筒之间存在间隙,压辊电机的输出轴与下压辊固定连接。下压辊用于对沉笼辊筒上的竹纤维进行挤压的作用,下压辊与沉笼辊筒之间的距离可以根据实际需要进行调节。
使用时,现将竹纤维放在入料输送装置5-2上,竹纤维在传送带上被输送到进料齿辊组件5-4内,竹纤维从上齿辊和下齿辊之间穿过,同时上齿辊和下齿辊为竹纤维提供输送动力。竹纤维从尖齿和机架5-1上的壳体之间通过,刺辊上的尖齿将输送进来的竹纤维均匀打散、疏解成密度细小的竹纤维并抛出,被抛出的竹纤维掉落到沉笼辊筒上,通过负压装置抽出沉笼辊筒中的气体,使得沉笼辊筒内处于负压状态,从而将竹纤维吸附在沉笼辊筒的外表面上,然后经过压辊组件5-7中的下压辊挤压作用,最后由出料输送装置5-3输出即可。
为了适应不同厚度的竹纤维,本实施例中还包括调节螺栓、弹簧和调节板,调节板的下表面与上齿辊固定连接,调节板的上表面固定于调节螺栓的下端,齿辊支架的上端具有通孔,调节螺栓穿过通孔,调节螺栓能够在通孔内上下移动,通孔对螺栓起到限位作用,调节螺栓穿过弹簧,弹簧位于通孔下方。当经过的竹纤维过厚时,上齿辊能够向上移动一端距离,从而让竹纤维通过。
进一步的,本实施例中进料齿辊组件5-4为两组,两组进料齿辊组件5-4相互平行。两组进料齿辊组件5-4并排设置能够进一步的增加竹纤维的动力。
为了实现沉笼电机带动沉笼辊筒转动,本实施例中还包括齿轮,沉笼辊筒的内壁具有多个内齿,齿轮的内圈与沉笼电机的输出轴固定连接,齿轮的外齿与内齿相啮合。运行时,沉笼电机带动齿轮转动,齿轮再带动沉笼辊筒转动。
本实施例中,负压管的第一端为锥形开口。本领域技术人员可以根据实际调整负压管第一端的开口大小。
对于沉笼辊筒结构,本实施例中,沉笼辊筒的表面具有V型槽、U型槽或W型槽。本领域技术人员可以根据实际需要选择合适的沉笼辊筒表面形状。或者沉笼辊筒的表面不设置任何凹槽。
对于负压装置,本实施例中,负压装置为负压泵。负压泵结构简单,方便购买,价格低廉。
本实施例中,还包括加湿器,加湿器设置于传送带上方。利用加湿器加热软化竹纤维带,增加水,使其雾化,调节湿度,得到不同温湿度规格的纤维毡。
本实施例中,还包括喷雾机,所述喷雾机位于所述入料输送装置上方。喷雾机的作用是植物油、阻燃剂、防霉剂、抗光变色剂等溶剂的添加,从而起到增强力学性能以及其他的功能性效果的提高。
竹纤维束定向拉伸机,包括机架组件6-101、罗拉组件6-102、出料输送组件6-103和纤维束收拢机构6-105;机架组件6-101支撑于罗拉组件6-102和出料输送组件6-103的底部,罗拉组件6-102在机架组件6-101顶部排列设置有若干组,每组罗拉组件6-102包括相对设置的一个上罗拉6-1和一个下罗拉6-2,上罗拉6-1和下罗拉6-2分别由一罗拉驱动电机6-3驱动旋转,出料输送组件6-103设置于罗拉组件6-102的尾端,出料输送组件6-103包括第一皮带辊6-4、第二皮带辊6-6和皮带6-5,第一皮带辊6-4衔接于罗拉组件6-102的尾端,第二皮带辊6-6设置于纤维束出料口处,第一皮带辊6-4和第二皮带辊6-6通过皮带6-5进行同步转动,尾端的一组罗拉组件6-102的下罗拉6-2通过皮带6-5带动第一皮带辊6-4转动;纤维束收拢机构6-105设置于出料输送组件6-103的顶部,包括两个由进料向出料方向横向距离逐渐变小的收拢板6-8,收拢板6-8固定于机架组件6-101上;第二皮带辊6-6的顶部设置有一压辊6-7;具体地,上罗拉6-1为表面光滑的长轴,下罗拉6-2为表面设置有沟槽的长轴;通过罗拉自身的纹理以及每一级间的速度差,实现连续纤维毡的定向牵伸。
本实施例还包括拍料组件6-104,拍料组件6-104包括拍料机架组件6-9、拍料驱动电机6-10,拍料支架6-11、偏心轮6-12、传动连杆6-13、导向管6-14、直线导轨副组件6-15、行程连杆6-166、拍料针盘6-17、拍料针6-18、导轨6-19和滑块6-20,拍料机架组件6-9设置于机架组件6-101的顶部,拍料支架6-11设置于拍料机架组件6-9的顶部,拍料驱动电机6-103通过一支撑板固定于拍料支架6-11的顶部,拍料驱动电机6-10的输出轴上固定有偏心轮6-12,偏心轮6-12通过偏心轴连接传动连杆6-13,传动连杆6-13底部固定连接有导向管6-14,导向管6-14固定连接一个横向的行程连杆6-166,行程连杆6-166的两侧分别铰接连接一个斜45度的斜置的行程连杆6-166,斜置的两个行程连杆6-166对称设置;斜置的行程连杆6-166的端部分别连接一个拍料针盘6-17,并与拍料针盘6-17的顶部铰接连接,两个拍料针盘6-17的顶部两侧均固定一滑块6-20,两个拍料针盘6-17顶部的滑块6-20两两相对,两个拍料针盘6-17上同侧的两个滑块6-20共用同一横向设置的导轨6-19,滑块6-20上设置滑槽能够导轨6-19滑动连接,导轨6-19上固定连接有直线导轨副组件6-15,直线导轨副组件6-15与拍料机架组件6-9固定连接;两个拍料针盘6-17的底部均纵向设置有一列拍料针6-18,且两列拍料针6-18由进料向出料方向横向距离逐渐变小;两列拍料针6-18横向两两相对,且每组横向相对的两个拍料针6-18伸入相邻两组罗拉组件6-102的间隙中,实现收拢拍料。
本实施例中,还包括加湿器或喷雾机(图中未示出),使用加湿器时,加湿器设置于出料输送组件6-103的底部,对皮带6-5顶部的纤维束进行加湿;使用喷雾机时,喷雾机悬挂于所述出料输送组件6-103的顶部,对皮带6-5顶部的纤维束进行喷雾加湿;设置加湿器或喷雾机调节湿度,得到不同温湿度规格的纤维束。
本发明提供的竹纤维束定向拉伸机的工作原理为:成型后的竹纤维毡由进料口进入罗拉组件6-102进行定向拉伸,拉伸过程中,拍料组件6-104由电机驱动,带动偏心轮6-12转动,偏心轮6-12带动传动连杆6-13做上下往复运动,与此同时,带动行程连杆6-166实现左右移动的往复运动,行程连杆6-166带动滑块6-20沿着导轨6-19滑动,从而带动两个拍料针盘6-17相对的左右往复运动,通过拍料针6-18喇叭口布置的形状,拉伸的同时进行进行定向收缩,通过罗拉组件6-102后再运输到皮带6-5上,通过纤维束收拢机构6-105进一步实现连续纤维毡的水平定向。
纤维加捻收卷装置,包括驱动单元7-1、转子单元7-2、传动单元7-3、收卷机构7-4、排线单元7-5和两个转子支座7-6;两个转子支座7-6分别位于转子单元7-2两端,转子单元7-2两端分别与第一主轴7-7和第二主轴7-8固定连接,第一主轴7-7与第二主轴7-8同轴设置,第一主轴7-7和第二主轴7-8分别与两个转子支座7-6形成转动连接,驱动单元7-1与第二主轴7-8固定连接,用于驱动第二主轴7-8转动并使转子单元7-2围绕第一主轴7-7轴线和第二主轴7-8轴线所在直线转动,第一主轴7-7轴向方向上贯通设置有纤维束通孔71,驱动单元7-1能够驱动传动单元7-3运转,传动单元7-3能够驱动排线单元7-5和收卷机构7-4运转,排线单元7-5用于将纤维束通孔71中通过的连续定向的纤维束进行排线,使纤维束在收卷机构7-4轴向方向上均匀排布,收卷机构7-4用于对经过排线单元7-5后的纤维束进行收卷;第一主轴7-7和第二主轴7-8分别与两个转子支座7-6形成转动连接,驱动单元7-1能够通过驱动第二主轴7-8来带动与第一主轴7-7和第二主轴7-8固定连接的转子单元7-2转动完成加捻过程,同时驱动单元7-1能够驱动传动单元7-2转动,传动单元7-3能够驱动收卷机构7-4和往复排线器运转,连续定向的纤维束从纤维束通孔71中通过然后穿过排线单元7-5,排线单元7-5用于将纤维束通孔71中通过的连续定向的纤维束进行排线,使纤维束在收卷机构7-4轴向方向上均匀排布,随后收卷机构7-4对经过排线单元7-5后的纤维束完成收卷,通过驱动单元7-1单一驱动方式能够实现纤维束的排线、收卷和加捻过程,操作方便。
在本实施例中,传动单元7-3包括调节传动装置31、第一传动装置33和第二传动装置34,调节传动装置31的输入部件与驱动单元7-1的一个输出部件固定连接,调节传动装置31的输出部件通过第一传动装置33驱动收卷机构7-4转动,收卷机构7-4的输出部件通过第二传动装置34驱动排线单元7-5转动;从而驱动单元7-1能够控制实现摆线与收卷的过程。
在本实施例中,驱动单元7-1包括电机7-12和传动皮带轮7-11,电机7-12驱动传动皮带轮7-11转动,传动皮带轮7-11中心位置固定设置有第二主轴7-8,驱动单元7-1结构简单,方便实用。
在本实施例中,调节传动装置31包括第一传动轴311和第二传动轴312,第一传动轴311和第二传动轴312并排排列在转子单元2内,第一传动轴311和第二传动轴312的轴线垂直于第一主轴轴线,,第一传动轴311和第二传动轴312能够围绕各自轴线转动,第一传动轴311的一个输出端和第二传动轴312的一个输入端之间通过皮带连接传动,第一传动轴311上固定安装有第二锥齿轮32,第二主轴7-8上固定设置有第一锥齿轮7-9,第二锥齿轮32伸出转子单元2外壁与第一锥齿轮7-9啮合,第一传动轴311的一端和第二传动轴312的一端通过皮带连接传动,第二传动轴312的另一端与第一传动装置311的输入端固定连接,第一传动装置33的输出端与收卷机构7-4输入端固定连接运转,从而驱动收卷机构运转;通过更换不同尺寸的第一锥齿轮7-9或第二锥齿轮32能够改变第一锥齿轮7-9与第二锥齿轮32传动比,从而能够调节成型纱线的捻度。
在本实施例中,排线单元7-5为往复排线装置,往复排线装置包括排线器、滑轨和丝杠,滑轨两端固定在转子单元中,排线器能够在滑轨上滑动,丝杠两端与转子单元2转动连接中,并且一端伸出,该伸出端与收卷机构7-4的输出端通过第二传动装置34固定连接,丝杠穿过排线器,排线器螺纹连接在丝杠上;往复排线装置能够使得纤维纱线在收卷机构7-4的轴线方向均匀的缠绕。
在本实施例中,收卷机构7-4包括收卷筒41和收卷主动辊42,收卷筒41和收卷主动辊42并排排列在转子单元2内部,收卷筒41和收卷主动辊42两端穿过转子单元2外壁,并且能够围绕各自自身轴线转动,收卷主动辊42与收卷筒41挤压接触,收卷主动辊42能够带动收卷筒41转动,收卷主动辊42的输入端与第二传动轴312的输出端通过第一传动装置33连接传动,收卷主动辊42的输出端与往复排线装置的输入端通过第二传动装置34连接传动;收卷主动辊42挤压带动收卷筒41转动实现收卷过程,而且能够保证纤维纱线紧密缠绕在收卷筒41中。
在本实施例中,转子单元两侧外壁对称设置有收卷筒移动槽7-21,收卷筒41两端分别穿过并滑动连接于收卷筒移动槽7-21中,两个收卷筒移动槽7-21远离收卷筒41一端的边缘部位分别设置有两个固定块,两个弹簧固定器7-10一端分别与两个固定块固定连接,两个弹簧固定器7-10另一端分别与收卷筒41两个伸出端固定连接;随着收卷筒41上纤维纱线层厚度越来越大,收卷筒41能够在收卷筒移动槽7-21中滑动,弹簧固定器7-10能够保证收卷筒41与收卷主动辊42保持挤压接触的状态从而保证纤维纱线紧密缠绕。
在本实施例中,两个转子支座7-6底端固定在底座7-13上,用于支撑整个装置。
在本实施例中,转子单元7-2外侧设置有防护罩7-14,防护罩7-14固定在底座上,防止转子单元7-2转动过程中内部零件脱落甩出造成人员伤害。
纤维加捻收卷装置制成的竹纤维经过纤维成绳机制成绳索。
纤维成绳机为现有机械,本实施例中不再赘述。
竹材沿着生长方向均分剖成竹片,经高效网纹竹纤维制备机组去节、碾压、去黄、去青和疏解后形成网状竹纤维带;网状竹纤维带经竹质单元质量评价设备筛选出力学和色差合格的网状竹纤维带进入竹纤维搓揉机实现高压扭搓达到竹纤维分纤和改性效果,初步分纤单元经纤维分选机疏解形成长细比不同规格的松絮状竹纤维,竹纤维输送至纤维成毡机制成定形状规律分布、一定密度和宽厚的连续纤维毡,连续纤维毡经纤维束定向拉伸机实现纤维束的细度变化的可控,定向拉伸、延展效果,连续纤维束经加捻机形成强度、细度可控的连续竹纤维,连续竹纤维经纤维成绳机制备成强度梯度分布的单股、多股绳索。整个制备过程,通过PLC编程控制每台设备,自动化完成传送带运输,实现连续化生产。
需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种连续竹纤维成套设备
- 一种竹筒连续螺旋开纤设备及竹纤维获取方法