航空用小型连接长螺栓镦制工艺
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及螺栓的镦制工艺技术领域,具体涉及一种航空用小型连接长螺栓镦制工艺,尤其是一种总长度110mm~280mm长螺栓的镦制工艺。
背景技术
小型螺栓,作为连接件是飞机零部件连接和航空发动机零部件连接不可缺少的产品,螺栓头部与杆部的需要承受力,所以不能用大的棒料直接加工,如果直接加工,一不能保证力学,二流线方向没有沿受力方向,三浪费材料。目前小型螺栓是采用小型镦制设备镦制,能镦制精度较高的螺栓,可以满足总长度110以内的大批量生产的螺栓,但小型镦制设备的结构过于复杂,且行程有限,总长度110mm~280mm的螺栓无法在该小型镦制设备上镦制。
发明内容
本发明针对现有技术的不足,提供一种可以调整模具进而实现镦制出不同长度的长螺栓的工艺。
本发明的航空用小型连接长螺栓镦制工艺,使用成型模具对长螺栓进行镦制,所述成型模具的中部设置有与长螺栓外形适配的通孔,所述成型模具包括同轴设置的上模座、下模座和两者之间的调节模体,所述调节模体与上模座和下模座可拆卸连接,所述调节模体设置有多组且高度逐渐增加;
加工时,A、备好杆件,所述杆件的直径与所述长螺栓的直径相同,所述杆件的长度等于所述长螺栓的长度,选择相应长度的调节模体,将上模座、调节模体和下模座依次固定;
B、将杆件的用料部分加热;
C、将杆件置入所述通孔内,开启设备,镦制杆件,得到光杆螺栓;
D、加工螺纹,得到成品螺栓。
本发明的工作原理:本发明的成型模具包括同轴设置的上模座、下模座和位于中部的调节模体,调节模体与上模座和下模座可拆卸连接,调节模体设置有多组且高度逐渐增加,具体的,上模座和下模座的高度为35mm,调节模体的高度为110-70~280-70之间,这样在加工的时候,可以根据需要加工的长螺栓的长度,选择相应的调节模体,再将三者固定,之后即可进行镦制。
本发明的有益效果,只需要更换调节模体的尺寸,即可加工相应尺寸的长螺栓,解决总长度110mm~280mm的长螺栓,精度不高,批量不大,长度长,不能用传统镦制方法镦制的螺栓的缺陷。
进一步,所述调节模体的环面设有一手柄。通过手柄,便于成型模具的取放操作。
进一步,所述上模座的环面设有1~3个排气孔,所述排气孔朝向通孔设置。通过设置排气孔,以使通孔内的空气迅速排出。
进一步,所述上模座与调节模体和/或调节模体与下模座之间通过固定螺栓连接。此为可拆卸连接的方式之一,通过插入固定螺栓来进行固定。
进一步,所述固定螺栓的数量为4个。固定螺栓数量优选为4个,且环设在通孔的外周上。
进一步,所述上模座和下模座设有螺纹槽,所述调节模体上相对设有与螺纹槽螺纹连接的螺纹套。此为可拆卸连接的方式之二,通过拧紧来实现固定。
进一步,所述成型模具的材料为5CrNiMo或H13。上述材料的强度满足模具的使用和加工要求。
本发明的目的之二还在于提供一种成型模具,包含上述任一实施方案。
附图说明
图1为本发明成型模具实施例1的结构示意图;
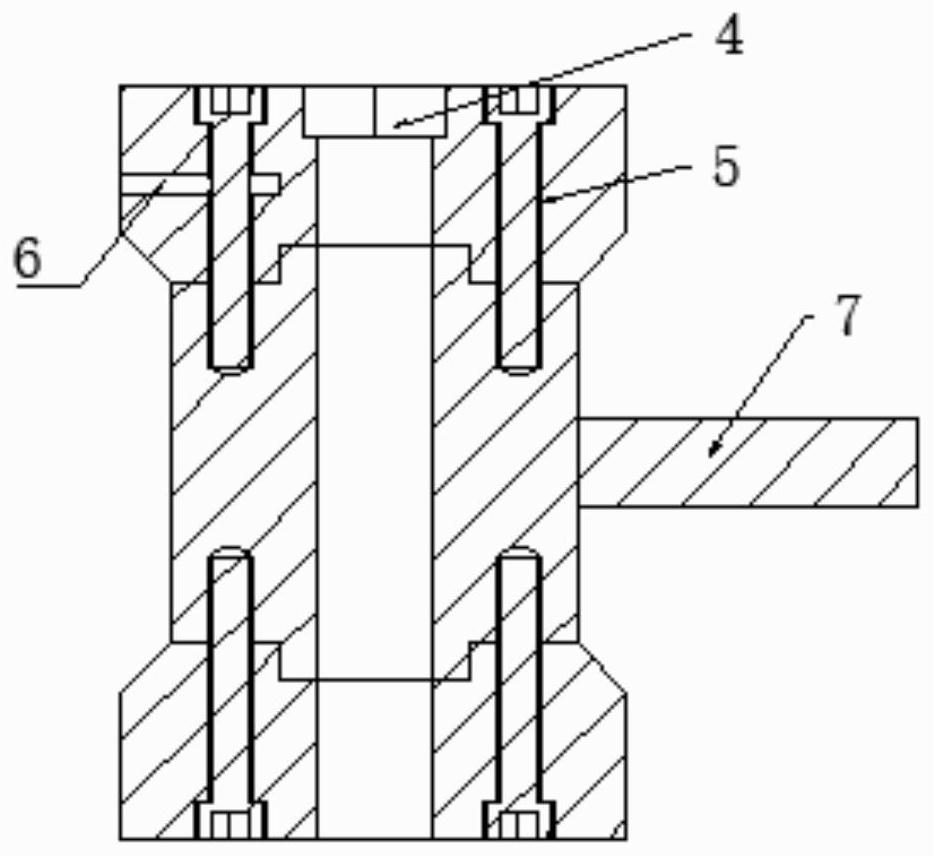
图2为图1的剖视图;
图3为本发明成型模具实施例2的结构示意图;
图4为图3的剖视图。
具体实施方式
下面通过具体实施方式进一步详细说明:
说明书附图中的附图标记包括:上模座1、调节模体2、下模座3、通孔4、固定螺栓5、排气孔6、手柄7、螺纹套8。
本发明的成型模具实施例1如图1~2,成型模具的材料为5CrNiMo或H13,成型模具的中部设置有与长螺栓外形适配的通孔4,成型模具包括同轴设置的上模座1、下模座3和位于中部的调节模体2,调节模体2设置有多组且高度逐渐增加,调节模体2的环面设有一手柄7,上模座1的环面设有1个排气孔6,排气孔6朝向通孔4设置,上模座1与调节模体2和/或调节模体2与下模座3之间通过四个固定螺栓5连接。
本发明的成型模具实施例2如图3~4,成型模具的材料为5CrNiMo或H13,成型模具的中部设置有与长螺栓外形适配的通孔4,成型模具包括同轴设置的上模座1、下模座3和位于中部的调节模体2,调节模体2设置有多组且高度逐渐增加,调节模体2的环面设有一手柄7,上模座1的环面设有2个排气孔6,排气孔6朝向通孔4设置;上模座1和下模座3设有螺纹槽,调节模体2上相对设有与螺纹槽螺纹连接的螺纹套8。
实施例1和实施例2,上模座1和下模座3的高度为35mm,调节模体2的高度为40~210mm,并设置有多组,具体为40mm、50mm、60mm、70mm、80mm、90mm、100mm、110mm、130、mm、150mm、170mm、190mm和210mm。
以实施例1为例,航空用小型连接长螺栓镦制工艺,使用成型模具对长螺栓进行镦制,
加工时,A、准备:备好杆件,杆件的直径与长螺栓的直径相同,杆件的长度等于长螺栓的长度,选择相应长度的调节模体2,将上模座1、调节模体2和下模座3依次固定;
B、将杆件的用料部分加热;
C、将杆件置入通孔4内,开启设备,镦制杆件,得到光杆螺栓;
D、加工螺纹,得到成品螺栓。
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
- 航空用小型连接长螺栓镦制工艺
- 镦制高强度螺栓用具备热镦功能的冷镦机