一种自动纵横分条机构
文献发布时间:2023-06-19 11:16:08
技术领域
本发明涉及布料加工技术领域,更具体的说是涉及一种自动纵横分条机构。
背景技术
布料在被制作成毛巾、浴巾等纺织品时,布料经过几道工序的加工,其中一道工序就是对布料进行切割,将布料按不同种类所需要的尺寸进行切割,通过传送辊对布料进行输送,输送的布料为整块的布料;
切割机构对布料进行切割,切割过程中,对布料进行竖直方向和横向的切割,使得布料形成块状物,设置上下多排的横向切割方式,使得被切割后的每层块状布料存在上下位置高度差,难以对其直接进行后续的自动化加工,一般切割后的块状布料下落至地面,经操作人员收集后再进行后续加工,这样的方式工作效率较低。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种自动纵横分条机构,用于提高工作效率,能直接对切割后的块状布料进行后续自动化加工。
为实现上述目的,本发明提供了如下技术方案:一种自动纵横分条机构,包括支架,所述支架上设置有输送机构,所述输送机构用以对布料进行输送,所述支架上还设置有裁剪机构和夹紧机构,所述夹紧机构用以夹紧布料,所述裁剪机构包括横切组件和竖切组件,所述横切组件位于所述竖切组件下方,所述竖切组件用以对布料进行竖向切割,所述横切组件用以对竖向切割后的布料进行横向切割,所述横切组件包括若干个切割部,所述切割部并排水平设置,并且每相邻的两个所述切割部之间的距离相等。
作为本发明的进一步改进,所述输送机构包括若干个传送辊,若干个所述传送辊之间相互平行,其中一个所述传送辊上设置有热转印机构,所述热转印机构用以对布料进行热转印。
作为本发明的进一步改进,所述夹紧机构包括上夹紧组件和下夹紧组件,所述上夹紧组件位于所述横切组件与所述竖切组件之间,所述下夹紧组件位于所述横切组件下方。
作为本发明的进一步改进,所述上夹紧组件包括第一动力部、定位辊和夹紧辊,所述定位辊与所述夹紧辊相对设置,并均与所述传送辊平行设置,所述第一动力部用以带动所述夹紧辊靠近或远离所述上定位辊。
作为本发明的进一步改进,所述下夹紧组件包括第二动力部、导向板和夹紧块,所述导向板固定连接在所述支架上,所述夹紧块与所述传送辊平行设置,所述第二动力部用以带动所述夹紧块靠近或远离所述导向板。
作为本发明的进一步改进,所述夹紧块至所述导向板的距离与所述夹紧辊至所述定位辊之间的距离相等,并且夹紧辊与所述夹紧块之间的连线与竖直面平行。
作为本发明的进一步改进,所述夹紧块朝向所述导向板的一侧固定连接有弧形板。
作为本发明的进一步改进,所述导向板底部设置有弧板部,所述弧板部用以改变布料的输送方向。
作为本发明的进一步改进,所述竖切组件包括若干个竖切部,每相邻的两个所述竖切部之间的距离相等。
作为本发明的进一步改进,所述横切组件包括移动部,所述移动部用以带动所述切割部沿横向移动。
本发明的有益效果:本发明中通过输送机构对布料进行输送,设置有竖切组件和横切组件,横切组件包括若干个切割部,切割部并排水平设置,只设置一层切割组件,若干个切割部同时并沿同一个方向进行切割,减短每个切割部移动切割的距离,提高了切割效率,并且切割部每次切割完成后,被切割完成的块状布料的位置高度一致,便于对其进行后续的自动化加工。
附图说明
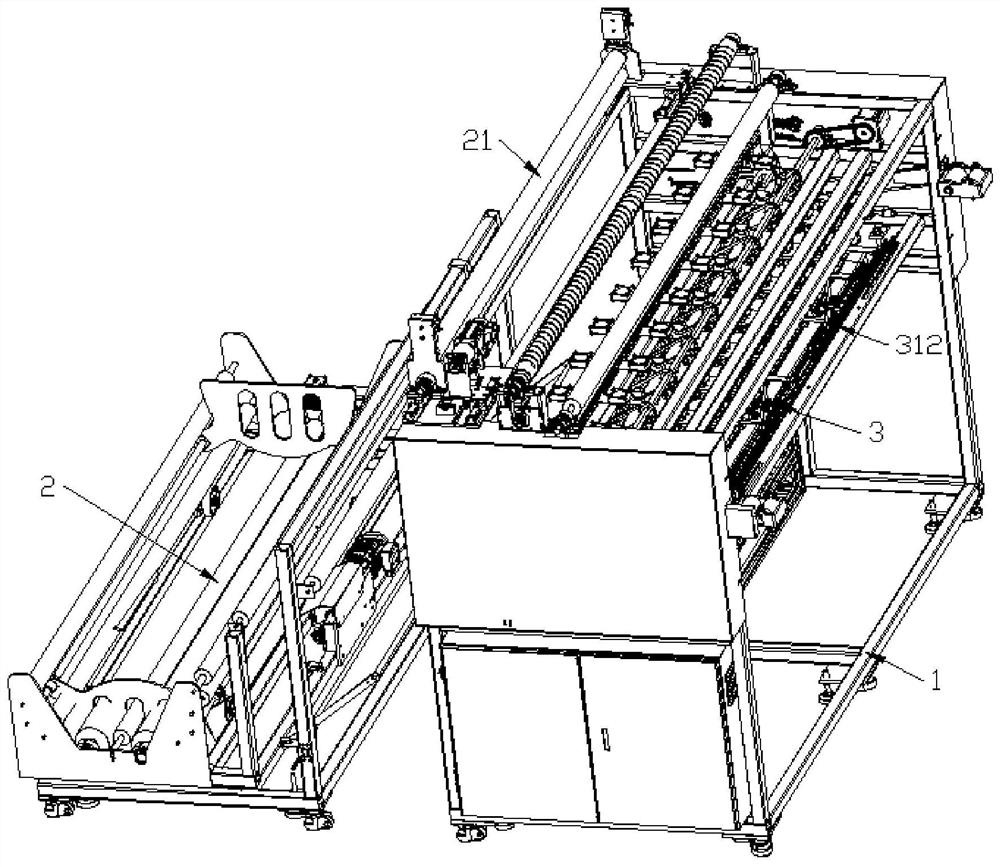
图1是本发明的立体结构示意图;
图2是本发明内部结构示意图;
图3是本发明另一个角度的内部结构示意图;
图4是本发明图2中A处的放大示意图;
图5是本发明图3中B处的放大示意图。
附图标记:1、支架;2、输送机构;21、传送辊;3、裁剪机构;31、横切组件;311、切割部;312、移动部;32、竖切组件;321、竖切部;4、夹紧机构;41、上夹紧组件;411、第一动力部;412、定位辊;413、夹紧辊;42、下夹紧组件;421、第二动力部;422、导向板;423、夹紧块;5、弧形板;6、弧形部。
具体实施方式
下面结合附图和实施例,对本发明进一步详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
参照图1至图5所示,本实施例的一种自动纵横分条机构,包括支架1,支架1上设置有输送机构2,输送机构2用以对布料进行输送,输送机构2包括若干个传送辊21,若干个传送辊21之间相互平行,布料依次通过传送辊21进行输送,传送辊21之间通过传送皮带连接,动力由电机提供,其中一个传送辊21上设置有热转印机构,热转印机构用以对布料进行热转印,通过热转印技术在布料上做上标记,便于识别不同的布料,支架1上还设置有裁剪机构3和夹紧机构4,夹紧机构4用以夹紧布料,裁剪机构3包括横切组件31和竖切组件32,横切组件31位于竖切组件32下方,竖切组件32用以对布料进行竖向切割,竖切组件32包括若干个竖切部321,每相邻的两个竖切部321之间的距离相等,竖切部321也设置为超声波切割装置,竖切部321设置为9个,可以将布料切割成8条形状相同的条状物,因布料的宽度大于头部与尾部两个竖切部321之间的距离,切割后会有余料。横切组件31用以对竖向切割后的布料进行横向切割,横切组件31包括若干个切割部311,切割部311并排水平设置,并且每相邻的两个切割部311之间的距离相等,横切组件31包括移动部312,移动部312用以带动切割部311沿横向移动,移动部312包括电机和传动组件,传动组件为若干个齿轮和若干个齿条组成,切割部311设置为超声波切割装置,在同一位置高度上,设置多个超声波切割装置,可以减短超声波切割装置移动的距离,提高切割效率,并且在同一时间内,对于横向的切割,只切割一次,若切割部311设置为3个,3个切割部311的设置,对余料亦进行切割,确保布料被切割完全,使得8条竖切后的布料被切割成8块成品布料,并且8块成品布料位于同一高度,便于后续对这8块成品布料的输送,相比于切割部311上下设置,上下设置的切割部311单次切割的行程远,并且切割后的成品布料具有上下高度位置差,难以直接对其进行后续自动化的控制,需落在地面上,降低了工作效率。
参照图3和图4所示,夹紧机构4包括上夹紧组件41和下夹紧组件42,上夹紧组件41包括第一动力部411、定位辊412和夹紧辊413,定位辊412与夹紧辊413相对设置,并均与传送辊21平行设置,第一动力部411用以带动夹紧辊413靠近或远离上定位辊412,第一动力部411包括第一伺服电机,第一伺服电机的输出端与夹紧辊413固定连接,通过第一伺服电机来控制夹紧辊413的移动,来调整定位辊412与夹紧辊413之间的距离,来适应不同厚度的面料,定位辊412与传送辊21之间传动连接,同步转动,布料经过定位辊412与夹紧辊413之间后,经过定位辊412的转动对布料进行输送,并且使得布料呈绷紧状态,下夹紧组件42包括第二动力部421、导向板422和夹紧块423,导向板422固定连接在支架1上,夹紧块423与传送辊21平行设置,第二动力部421用以带动夹紧块423靠近或远离导向板422,第二动力部421包括第二伺服电机,第二伺服电机的输出端与夹紧块423固定连接,通过第二伺服电机来控制夹紧块423的移动,使得夹紧块423移动的状态更加的稳定,移动的距离更加的精准,上夹紧组件41位于横切组件31与竖切组件32之间,下夹紧组件42位于横切组件31下方。上夹紧组件41与下夹紧组件42相配合,布料位于上夹紧组件41和下夹紧组件42之间的部分依重力呈自由下垂状态,使得上夹紧组件41与下夹紧组件42之间的布料被夹紧后能够呈绷紧状态,便于切割部311的切割,防止切割部311切割时,出现布料长短不一的情况。
参照图3和图4所示,夹紧块423至导向板422的距离与夹紧辊413至定位辊412之间的距离相等,并且夹紧辊413与夹紧块423之间的连线与竖直面平行,使得位于夹紧块423与夹紧辊413之间的布料能呈竖直状态,与竖直面平行,确保切割部311切割后形成的成品布料的大小形状相同,确保成品率。
参照图4和图5所示,夹紧块423朝向导向板422的一侧固定连接有弧形板5,弧形板5与导向板422相适配,使得当布料被夹紧于弧形板5与导向板422之间时,布料上不会出现压痕。导向板422底部设置有弧板部6,弧板部6用以改变布料的输送方向,通过弧板部6可以使得切割完成后的布料沿一定的方向移动,便于进入后续的自动化程序中。
工作原理:布料通过输送机构2进行输送,在输送的过程中,竖切组件32内的竖切部321对布料进行竖直方向上的切割,通过下夹紧组件42内的伺服电机推动夹紧块423移动,使得布料夹紧与上夹紧组件41和下夹紧组件42之间,通过移动部312带动切割部311移动,对布料进行横线切割,切割部311切割完成后,下夹紧组件42松开,切割完成后的成品布料经过导向板422滑落。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种自动纵横分条机构
- 一种自动纵横分条机构