自动折线装置
文献发布时间:2023-06-19 11:17:41
技术领域
本申请涉及机械加工领域,特别是涉及一种自动折线装置。
背景技术
焊接是在开关等常见零部件的生产中常见的工艺,特别是线缆和弹片等导电体的焊接。为了保证焊接后不易脱落,同时保证线缆和弹片的充分接触,通常会在弹片上打一个小孔,线缆剥去外壳后,裸露的导体(如铜线或铜丝)穿过小孔,再折弯,这样,弹片相当于勾在线缆上。这样再进行焊接时,能够保证导体与弹片的充分接触,同时也可以基本避免焊接后的脱落问题。
传统方法是通过手动的方式来进行折线,这样,在产品的加工过程中就需要两个人完成折线及焊接的工艺,效率较低,同时,由于铜丝较为锋利,容易损伤手指。
发明内容
基于此,有必要针对手工折线效率低且容易损伤手指的问题,提供一种自动折线装置。
一种自动折线装置,用于线缆和弹片的折线,包括第一驱动件、第一传导件、折线杆、第二驱动件、第二传导件和置物座,其中,
所述第一传导件传动连接于所述第一驱动件,并能够在所述第一驱动件的驱动下,进行移动,所述折线杆固定于所述第一传导件上;
所述第二传导件的一端传动连接于所述第二驱动件,另一端为自由端,在所述第二驱动件的驱动下,所述第二传导件向靠近所述置物座的方向移动,将所述置物座顶起或放下,弹片放置于所述置物座上;
当所述置物座顶起或放下时,带动弹片移动,调整弹片和线缆的空间位置,弹片和线缆在预设区域内被定位时,所述第一传导件在所述第一驱动件的驱动下移动,带动所述折线杆移动,所述折线杆移动完成折线。
在其中一个实施例中,所述第一传导件滑动连接于所述置物座,所述第一传导件以所述置物座为基准进行移动。
在其中一个实施例中,还包括第一滑动件和第二滑动件,所述第一滑动件包括第一滑轨和第一滑块,所述第一滑块固定连接于所述第一传导件,所述第一滑块滑动连接于所述第一滑轨;
所述第二滑动件包括第二滑轨和第二滑块,所述第二滑块滑动连接于所述第二滑轨,所述第二滑块固定连接于所述第一滑轨,所述第二滑轨固定于所述置物座上;
所述第一滑块在所述第一滑轨上的移动方向与所述第二滑块在所述第二滑轨上的移动方向存在预设夹角。
在其中一个实施例中,所述第一滑块在所述第一滑轨上的移动方向与所述第二滑块在所述第二滑轨上的移动方向相互垂直。
在其中一个实施例中,还包括校正件,所述校正件用于对所述第一传导件的移动起到校准作用;
所述第一滑轨和所述第二滑块分别位于所述校正件的两侧,并从两侧固定连接于所述校正件。
在其中一个实施例中,所述第一传导件包括连接板和滑移板,所述滑移板固定连接于所述连接板,所述第一驱动件传动连接于所述连接板,所述折线杆固定连接于所述滑移板,所述第一滑块固定于所述滑移板上;
所述校正件上设置有至少一个穿孔,所述第一传导件还包括第一导引杆,所述第一导引杆的一端固定连接于所述连接板,另一端穿过所述校正件上的穿孔,且在所述第一传导件移动的过程中,所述第一导引杆至少有部分位于所述穿孔内。
在其中一个实施例中,所述置物座上对应所述第二传导件设置有凸台,所述第二传导件通过所述凸台推动所述置物座进行移动。
在其中一个实施例中,还包括底座,所述置物座上设置有导引孔,所述底座上设置有第二导引杆,所述第二导引杆至少部分伸入到所述导引孔内,所述置物座在移动过程中,所述第二导引杆至少有部分收容于所述导引孔内。
在其中一个实施例中,所述折线杆上设置有若干折线槽,沿着折线方向,所述折线槽的至少一侧完全贯穿所述折线杆。
在其中一个实施例中,所述折线槽包括第一槽段和第二槽段,所述第一槽段连通于所述第二槽段,且所述第一槽段的深度低于所述第二槽段的深度,在所述第一槽段和所述第二槽段之间形成肩台。
上述自动折线装置,实现了折线过程的自动化,只需要人工安装弹片,将线缆插入弹片的通孔内即可,不会损伤手指,可以一次性实现多根线缆的折线,有利于提高折线效率。
附图说明
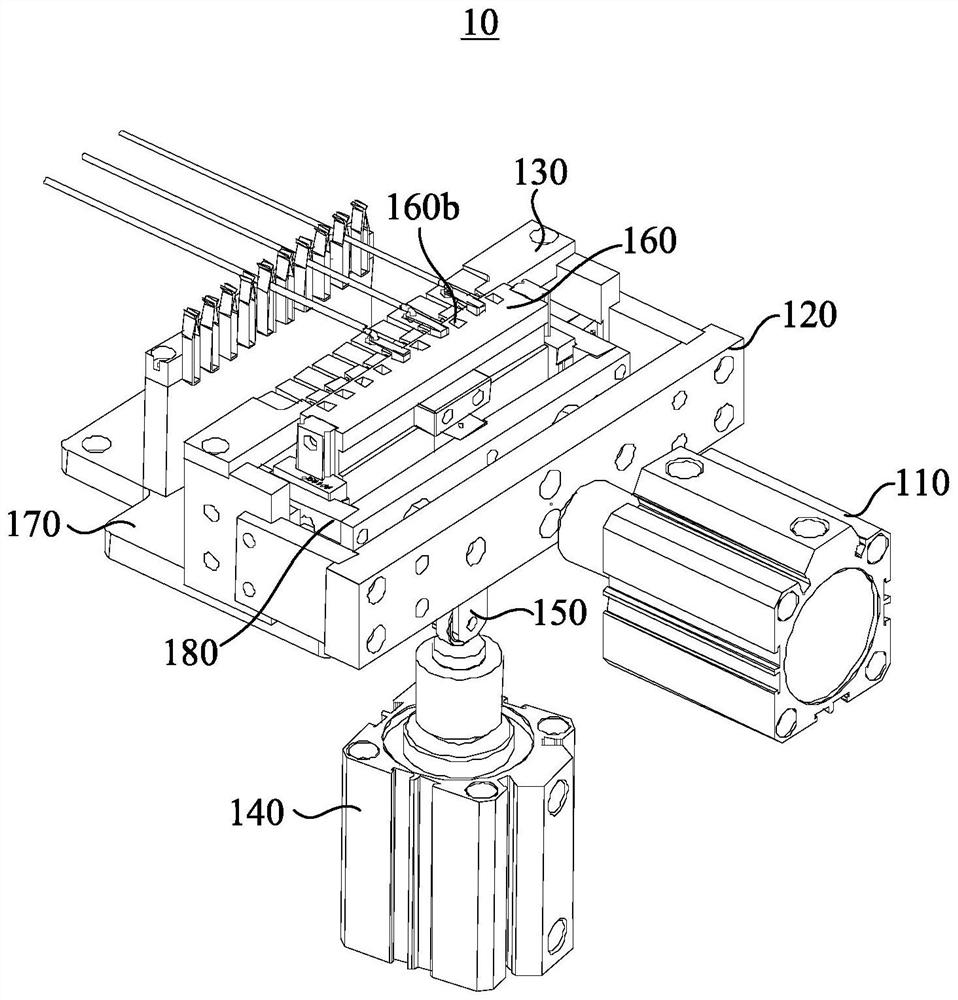
图1为本申请一实施例的自动折线装置的结构示意图;
图2为本申请一实施例的自动折线装置的爆炸结构示意图;
图3为本申请一实施例的自动折线装置的局部结构爆炸图;
图4为本申请一实施例的自动折线装置的另一局部结构爆炸图;
图5为本申请一实施例的自动折线装置的折线杆的结构示意图;
图6为本申请一实施例的自动折线装置的局部剖面图。
具体实施方式
为了便于理解本申请,下面将参照相关附图对本申请进行更全面的描述。附图中给出了本申请的较佳实施方式。但是,本申请可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本申请的公开内容理解的更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本文所使用的所有的技术和科学术语与属于本申请的技术领域的技术人员通常理解的含义相同。本文中在本申请的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本申请。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1和图2,示例性的示出了本申请一实施例的自动折线装置10的结构示意图,如图1和图2所示,自动折线装置10包括第一驱动件110、第一传导件120、折线杆130、第二驱动件140、第二传导件150和置物座160,第一驱动件110传动连接于第一传导件120,折线杆130固定于第一传导件120上;第二驱动件140传动连接于第二传导件150,置物座160对应对应第二传导件150设置,用于放置弹片。第一驱动件110驱动折线杆130移动完成折线,第二驱动件140驱动第二传导件150移动,进而推动置物座160移动,带动弹片移动,以配合折线前后的定位。
在一个或多个实施例中,第一驱动件110和第二驱动件140为气缸。可以理解,第一驱动件110和第二驱动件140不限于为气缸,还可以是电机、舵机等其他驱动器,只要能够提供驱动力即可。
请参阅图2,第一传导件120传动连接于第一驱动件110,并能够在在第一驱动件110的驱动下,进行移动。第一传导件120在移动的过程中,带动折线杆130移动,当弹片和线缆在预设区域内被定位时,折线杆130移动完成折线。
请参阅图2和图3,在一个或多个实施例中,自动折线装置10还可以包括底座170,第一传导件120至少部分放置于底座170上,由此,底座170可以为第一传导件120的移动提供导向,使得第一传导件120沿着预设的方向移动。例如,底座170包括底板171,第一传导件120在第一驱动件110的驱动下,在底板171上沿着预设的轨迹滑动。
如图2所示,第一传导件120可以包括连接板121和滑移板123,滑移板123固定连接于连接板121,第一驱动件110传动连接于连接板121,折线杆130固定连接于滑移板123。第一驱动件110工作时,提供的驱动力直接作用于连接板121,具有推动连接板121移动的趋势,滑移板123固定于连接板121上,折线杆130又固定于滑移板123上,因而,最终,第一驱动件110推动连接板121、滑移板123、折线杆130共同移动。例如,在图2所示的实施例中,滑移板123设置有两个,两个滑移板123之间具有预设的间距,且滑移板123的一端固定连接于连接板121,另一端固定连接于折线杆130,使得折线杆130架在两个滑移板123之间。设置两个滑移板123,有利于推动折线杆130平稳移动,避免在折线过程中,折线杆130受到抵抗力产生移位,影响折线效果。
请参阅图2和图3,在一个或多个实施例中,还包括校正件180,校正件180用于对第一传导件120的移动起到校准作用。校正件180固定于预设位置,例如,固定于底座170上。校正件180上设置有至少一个穿孔180a,第一传导件120还包括第一导引杆125,第一导引杆125的一端固定连接于连接板121,另一端穿过校正件180上的穿孔180a,且在第一传导件120移动的过程中,第一导引杆125至少有部分位于穿孔180a内。也就是说,第一导引杆125自始至终都没有脱离穿孔180a。由于校正件180固定,因而穿孔180a的位置固定,从而穿孔180a可以对第一导引杆125进行限位,使第一导引杆125始终沿着穿孔180a的轴线方向移动,由于第一导引杆125固定于第一传导件120,因而,校正件180可以对第一传导件120的移动进行路径校准。在图3所示的实施例中,第一导引杆125设置有两个,第一导引杆125的一端固定连接于连接板121的远离第一驱动件110的一侧,另一端穿过穿孔180a。
请参阅图4,第二传导件150的一端传动连接于第二驱动件140,另一端为自由端,在第二驱动件140的驱动下,第二传导件150向靠近置物座160的方向移动,将置物座160顶起或放下,弹片放置于置物座160上,当置物座160顶起或放下时,带动弹片移动。由于剥皮后的线缆至少部分穿过弹片上的通孔,因而,置物座160被顶起或放下时,会调整弹片、线缆的空间位置,待移动到合适的位置后,折线杆130从弹片下方滑过,将线缆位于弹片下方的部分折弯,这样,线缆就勾在了弹片上,就可以将弹片、线缆一起输送到下一个工序进行焊接。
在一个或多个实施例中,置物座160上对应第二传导件150设置有凸台161,第二传导件150通过凸台161推动置物座160进行移动。
在一个或多个实施例中,底座170上对应第二传导件150设置有避让孔170a,第二传导件150至少部分位于避让孔170a内。通过设置避让孔170a,一方面,可以使第二传导件150顺利推动置物座160移动,另一方面,也可以通过避让孔170a对第二传导件150进行限位,使得第二传导件150沿着预定的轨迹移动。
请参阅图4,在一个或多个实施例中,置物座160滑动连接于底座170。例如,置物座160上设置有导引孔160a,底座170上设置有第二导引杆(图未示),第二导引杆至少部分伸入到导引孔160a内,置物座160在移动过程中,第二导引杆至少有部分收容于导引孔160a内。这样,可以保证置物座160沿着第二导引杆的轴线进行规则移动,有利于定位,同时提高折线的精度。例如,置物座160设置于底板171上,导引孔160a设置于置物座160的靠近底板171的一侧,导引孔160a设置有两个,第二导引杆设置有两根,自然状态下,第二导引杆收容于导引孔160a内而使得第二导引杆对外不可见。当然,第二导引杆也可以设置一根、三根或更多跟,导引孔160a的数量和第二导引杆相适应。
请继续参阅图2,置物座160上设置有收容槽160b,收容槽160b用于收容弹片,弹片放置于收容槽160b内时,被固定,从而可以通过移动置物座160带动弹片的移动。
请参阅图5,折线杆130上设置有若干折线槽131,沿着折线方向,折线槽131的至少一侧完全贯穿折线杆130。折线槽131包括第一槽段131a和第二槽段131b,第一槽段131a连通于第二槽段131b,且第一槽段131a的深度低于第二槽段131b的深度,在第一槽段131a和第二槽段131b之间形成肩台1311。
请继续参阅图6,在未折线时,线缆至少部分穿过弹片的通孔,并对应第一槽段131a,第二驱动件140驱动置物座160移动,使得线缆穿过通孔的部分进入第一槽段131a,并抵接于第一槽段131a的底部,此时,即完成折线的定位。然后,第一驱动件110驱动折线杆130移动,从而线缆在第一槽段131a内移动,移动一定距离后,抵接于第一槽段131a和第二槽段131b之间的肩台1311,随着第一驱动件110的继续驱动,肩台1311挤压线缆,从而完成折线,最终,折线后的线缆收容于第二槽段131b内,并在第二槽段131b内滑动,在滑动的过程中,进一步增强折弯,由此,完成折线的过程。
此外,为了避免折线杆130在回位的过程中,使得折弯的线缆反向折弯,影响折弯效果,第二驱动件140还可以驱动置物座160,将线缆和弹片抬高。因此,第二驱动件140和第二传导件150还用于折线后的产品的姿态调整。
请参阅图2,在一个或多个实施例中,底座170还包括线夹175,线夹175固定连接于底座170,用于在折线前和折线过程中固定线缆。例如,在图示的实施例中,线缆的一端夹持于线夹175内,另一端穿过弹片的通孔,从而使得线缆被固定,同时线夹175阻止线缆滑出线夹175,可以在折线前和折线过程中确保线缆的姿态相对固定,有利于折线前线缆和弹片的姿态调整,同时避免在折线过程中线缆胡乱移动。在图示的实施例中,线夹175通过一夹紧杆177固定在底座170上,通过调整夹紧杆177可以固定线夹175,或取消线夹175的固定。
请参阅图3,在一个或多个实施例中,第一传导件120滑动连接于置物座160,第一传导件120以置物座160为基准进行移动,在第一传导件120驱动的移动和第二传导件150驱动的移动建立连接,可以提高折线的精度。
具体来说,自动折线装置10还包括第一滑动件191和第二滑动件193,第一滑动件191包括第一滑轨1911和第一滑块1913,第一滑块1913固定于滑移板123上,第一滑块1913滑动连接于第一滑轨1911;第二滑动件193包括第二滑轨1931和第二滑块1933,第二滑块1933滑动连接于第一滑轨1911,第二滑块1933固定连接于第二滑轨1931,第二滑轨1931固定于置物座160上,且第一滑块1913在第一滑轨1911上的移动方向与第二滑块1933在第二滑轨1931上的移动方向存在预设夹角。由此,滑移板123的移动和置物座160的移动不会相互干扰。例如,第一滑块1913在第一滑轨1911上的移动方向与第二滑块1933在第二滑轨1931上的移动方向相互垂直。
在一个或多个实施例中,第一滑轨1911和第二滑块1933分别位于校正件180的两侧,并从两侧固定连接于校正件180,由此,通过第一滑动件191和第二滑动件193实现了校正件180的固定。例如,两个滑移板123分别固定于第一滑动件191和第二滑动件193之间。
使用上述自动折线装置10进行折线时,首先将弹片插入到置物座160的收容槽160b内,然后,将线缆剥皮的一端穿过弹片的通孔,另一端夹入线夹175内。然后,第二驱动件140开始工作,通过第二传导件150驱动置物座160移动,置物座160在移动时,第二滑轨1931相对第二滑块1933滑动,不会带动第一滑动件191和滑移板123的移动。置物座160移动一定举例后,线缆的剥皮一端抵接于折线槽131的第一槽段131a的底部,然后继续驱动置物座160移动,使得线缆剥皮后的导体大致均匀的分布于通孔的两侧。然后,是第一驱动件110开始工作,驱动第一传导件120的滑移板123移动,滑移板123在移动时,第一滑块1913相对第一导轨移动,但是第一导轨不移动。滑移板123带动折线槽131移动,是线缆在第一槽段131a内移动,经过肩台1311位置时进行折弯,折弯后的线缆进入第二槽段131b内,进行增强折弯。然后,第二驱动件140驱动第二传导件150再次移动,将置物座160再次顶高,第一驱动件110驱动折线杆130复位,然后,第二驱动件140驱动第二传导件150复位,置物座160复位,及完成线缆折弯,折弯后的线缆勾持在弹片上。
可见,上述自动折线装置10,实现了折线过程的自动化,只需要人工安装弹片,将线缆插入弹片的通孔内即可,不会损伤手指,可以一次性实现多根线缆的折线,有利于提高折线效率。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
- 折线夹持组件、折线机构和多轴扁平线绕线折线装置
- 折线图中的折线分割方法及装置