一种可弯曲变管径与变弯径的管件弯曲成形装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于管件弯曲成形领域,具体涉及一种可弯曲变管径与变弯径的管件弯曲成形装置。
背景技术
管件经弯曲成形所得的弯管构件,广泛应用于各个工业制造领域。根据在使用过程中不同功能、不同结构等不同需求,需要各种不同外径、不同弯曲角度、不同弯曲半径的弯管。基于回转弯曲原理的弯管设备是目前弯管生产使用最多的弯曲成形设备,弯模装置作为主要的组成部分之一,决定了弯管的弯曲半径,同时不同外径的管件也会影响弯模的选用。
目前已有的弯模装置大多只能满足单一外径管件的某一弯曲半径的弯曲成形。由于管件外径对弯模等装置的要求,当前的弯模装置大多只能适用于单一外径的管件,在不同外径管件的弯曲成形时,需要更换不同的弯模乃至整个设备来完成不同外径管件的加工过程。在不同弯曲半径要求的弯曲成形过程中需要更换不同弯曲半径的弯模,人工更换弯模的方式效率极低,同时也会导致操作不当使管件报废,现在的一些数控弯管机通过设置1~3组不同弯曲半径的弯模满足管件不同弯曲半径的要求,但是只能用于相应的1~3种弯曲半径的弯曲成形,在加工其他弯曲半径弯管时需要更换设备或更换弯模,适用性较差。
发明内容
为了解决背景技术中的问题,本发明公开了一种可弯曲变管径与变弯径的管件弯曲成形装置,有效的解决现有弯模装置只能用于某一外径管件某一弯曲半径弯曲的问题,实现一个弯模装置能够用于多种外径管件不同弯曲半径要求的弯曲成形,降低加工成本、提高生产效率。
本发明采用的技术方案如下:
一、一种可弯曲变管径与变弯径的管件弯曲成形装置
包括弯管机机架、弯模机构和夹紧块机构,弯模机构通过弯径调节导轨安装于弯管机机架上,夹紧块机构与弯模机构通过花键联接;所述弯管机机架包括底座、弯径调节电机、弯径调节丝杠、轴承座Ⅰ和弯径调节导轨;底座上表面两端分别安装有弯径调节电机和轴承座Ⅰ,弯径调节电机和轴承座Ⅰ之间连接有弯径调节丝杠;底座上表面两侧设置有两条平行于弯径调节丝杠布置的弯径调节导轨;所述弯模机构包括弯模支架、弯模调节电机、调节丝杠、弯模驱动电机、花键轴、调节拨叉、弯模;弯模机构通过弯模支架底部开有的T形槽和螺纹孔分别与弯径调节导轨和弯径调节丝杠配合连接;弯模支架的上下两块底板之间通过调节丝杠和花键轴上下安装有两个调节拨叉;所述夹紧块机构包括夹紧块底板、夹紧块横向调节电机、夹紧块横向调节丝杠、夹紧块横向调节导轨、夹紧块横向调节滑块、夹紧块纵向调节导轨、夹紧块纵向调节电机、夹紧块纵向调节丝杠和夹紧块;夹紧块底板通过一端开有的花键槽连接于弯模支架的下底板和弯模驱动电机之间的花键轴上,使得夹紧块机构整体与弯模支架的弯模同步转动;夹紧块底板上方通过夹紧块横向调节丝杠滑动安装有夹紧块横向调节滑块;夹紧块横向调节滑块上方设置有用于固定夹紧块纵向调节电机的承接块,夹紧块横向调节滑块和承接块之间通过夹紧块纵向调节丝杠和夹紧块纵向调节导轨上下安装有两个夹紧块。
调节丝杠和花键轴的上下两端与弯模支架的上下两块底板均通过轴承Ⅰ连接,调节丝杠的下端从弯模支架的下底板伸出后与弯模调节电机固接,花键轴的下端从弯模支架的下底板伸出后与弯模驱动电机固接。
调节拨叉一端与调节丝杠通过螺纹连接,调节拨叉另一端开有竖直通孔与花键轴外径形成间隙配合;调节拨叉另一端设有水平向的开口槽,开口槽的上下两块底板之间安装有弯模;弯模通过中心孔开设的花键槽与花键轴通过花键联接,弯模的上下两端与开口槽的上下两块底板通过平面轴承连接。
调节拨叉包括上调节拨叉和下调节拨叉,弯模调节丝杠为上下两部分螺旋旋向相反的双向丝杠,上调节拨叉和下调节拨叉分别布置于弯模调节丝杠的上部分和下部分;所述弯模为圆台结构,上调节拨叉和下调节拨叉的弯模呈上下对称布置,上下两个弯模的锥面形成为弯曲管材提供支撑的V形接触面。
夹紧块底板上表面固定有轴承座Ⅱ、夹紧块横向调节电机和夹紧块横向调节导轨,位于夹紧块底板两侧的轴承座Ⅱ和夹紧块横向调节电机之间连接有夹紧块横向调节丝杠,夹紧块横向调节导轨平行于夹紧块横向调节丝杠布置;夹紧块横向调节滑块通过底部开有的T形槽和螺纹孔分别与夹紧块横向调节导轨和夹紧块横向调节丝杠配合连接。
夹紧块横向调节滑块上方设置有用于固定夹紧块纵向调节电机的承接块,夹紧块横向调节滑块和承接块之间连接有夹紧块纵向调节丝杠和夹紧块纵向调节导轨;夹紧块纵向调节丝杠上端与夹紧块纵向调节电机的输出轴连接,夹紧块纵向调节丝杠的下端通过轴承Ⅱ与夹紧块横向调节滑块连接;夹紧块纵向调节导轨上下两端分别固定于承接块和夹紧块横向调节滑块上;夹紧块横向调节滑块和承接块之间通过夹紧块纵向调节丝杠和夹紧块纵向调节导轨上下安装有两个夹紧块,夹紧块与夹紧块纵向调节丝杠通过螺纹连接,夹紧块与夹紧块纵向调节导轨通过间隙配合。
夹紧块包括上夹紧块和下夹紧块,夹紧块纵向调节丝杠为上下两部分螺旋旋向相反的双向丝杠,上夹紧块和下夹紧块分别布置于夹紧块纵向调节丝杠的上部分和下部分;所述夹紧块靠近弯模的一端为楔形,上下两个夹紧块的侧面形成用于夹紧弯曲管材的V形。
所述弯径调节丝杠一端与弯径调节电机的转轴固接,另一端通过轴承座Ⅰ连接。
所述弯径调节导轨和夹紧块横向调节导轨均为T形导轨。
所述弯径调节电机、弯模调节电机、弯模驱动电机夹紧块横向调节电机、夹紧块纵向调节电机均选用伺服电机。
二、一种可弯曲变管径与变弯径的管件弯曲成形装置的工作方法,其特征在于,包括以下步骤:
步骤1)根据加工要求确定待弯曲管材的弯曲半径,待弯曲管材一端固定,一端从弯模和夹紧块之间穿过,弯径调节电机通过带动弯径调节丝杠转动带动弯模机构沿弯径调节导轨移动,直至弯模中间的花键轴到待弯曲管材中心轴线的距离等于弯曲半径时,弯径调节电机停止转动;
步骤2)弯模调节电机转动带动弯模调节丝杠转动,使得两调节拨叉在弯模调节丝杠的转动下以相对或相反的方向移动,两个弯模在两个调节拨叉的推动下改变轴向距离,完成合或开的动作,直至两个弯模锥形面与待弯曲管材接触时,弯模调节电机停止转动,两个弯模为管材提供支撑;
步骤3)夹紧块横向调节电机通过带动夹紧块横向调节丝杠转动带动夹紧块横向调节滑块沿夹紧块横向调节导轨水平移动;同时,夹紧块纵向调节电机转动带动夹紧块纵向调节丝杠转动,使得两夹紧块在夹紧块纵向调节导轨上以相对或相反的方向移动,夹紧块在垂直方向上可完成合和开的动作;当夹紧块与待弯曲管材接触时夹紧管材,夹紧块横向调节电机和夹紧块纵向调节电机停止转动;
步骤4)弯模驱动电机转动带动花键轴转动,花键轴带动两个弯模转动,同时花键轴带动夹紧块机构与两个弯模同步转动,待弯曲管材在弯模和夹紧块的作用下,随弯模和夹紧块同步旋转实现管材的弯曲成形。
装置在初始状态时,保持弯模机构的底座和夹紧块机构的夹紧块底板位置相平行;通过调节弯径调节电机和夹紧块横向调节电机使弯模机构和夹紧块机构分别移动至两侧;通过调节弯模调节电机和夹紧块纵向调节电机分别使两个弯模和两个夹紧块张开至最大程度。
本发明的有益效果:
1)本发明可通过调节两弯模之间的距离和夹紧块位置,可以实现不同外径管件的回转弯曲加工过程,增强了弯模对不同管径管件的适应性。
2)本发明通过调节弯模回转中心的位置,实现弯曲半径的改变,能够完成不同弯曲半径加工要求的弯管成形,增强了弯模对不同弯径加工要求的适应性,同时也能完成对多弯径弯管的分段式加工,提升加工效率。
3)本发明可满足不同管径不同弯径管件的加工要求,不需要更换弯管设备或弯管模具,实现了一套弯模可满足不同管件的多种加工要求,降低生产成本,简化操作过程,提高生产效率。
附图说明
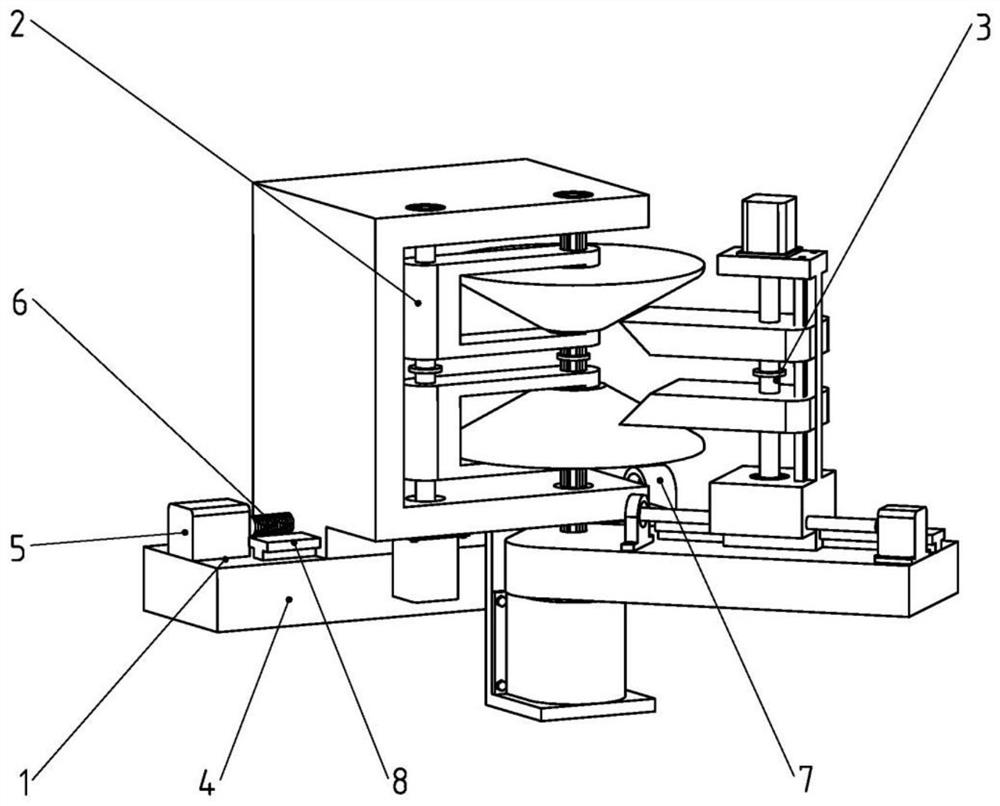
图1为本发明的整体结构示意图;
图2为本发明弯模机构的结构示意图;
图3为本发明的弯模部分轴系剖视图;
图4为本发明的夹紧块部分结构示意图;
图5为本发明的夹紧块部分轴系剖视图;
图6为本发明对大外径管件进行大弯曲半径弯曲的过程示意图,(a)(b)分别为弯曲过程中的两个状态图,(c)为已成形管件示意图;
图7为本发明对大外径管件进行小弯曲半径弯曲的过程示意图,(a)(b)分别为弯曲过程中的两个状态图,(c)为已成形管件示意图;
图8为本发明对小外径管件进行小弯曲半径弯曲的过程示意图,(a)(b)分别为弯曲过程中的两个状态图,(c)为已成形管件示意图。
图中:1、弯管机机架,2、弯模机构,3、夹紧块机构,4、底座,5、弯径调节电机,6、弯径调节丝杠,7、轴承座Ⅰ,8、弯径调节导轨,9、弯模支架,10、弯模调节电机,11、轴承Ⅰ,12、弯模调节丝杠,13、弯模驱动电机,14、花键轴,15、调节拨叉,16、平面轴承,17、弯模,18、夹紧块底板,19、夹紧块横向调节电机,20、夹紧块横向调节丝杠,21、轴承座Ⅱ,22、夹紧块横向调节导轨,23、夹紧块横向调节滑块,24、夹紧块纵向调节导轨,25、夹紧块纵向调节电机,26、夹紧块纵向调节丝杠,27、轴承Ⅱ,28、夹紧块。
具体实施方式
下面结合附图及具体实施例对本发明作进一步详细说明。
如图1所示,本发明包括弯管机机架1、弯模机构2和夹紧块机构3。弯模机构2通过弯径调节导轨8安装在弯管机机架1上,夹紧块机构3通过花键联接安装在弯模机构2。
如图1所示,弯管机机架1包括底座4、弯径调节电机5、弯径调节丝杠6、轴承座Ⅰ7和弯径调节导轨8,弯径调节电机5安装在底座4上,弯径调节电机5优先选用伺服电机,弯径调节丝杠6一端与弯径调节电机5转轴固接,另一端通过轴承座Ⅰ7固定在底座4上,弯径调节导轨8为T形导轨,平行于弯径调节丝杠6安装在底座4上。
如图2和图3所示,弯模机构2包括弯模支架9、弯模调节电机10、轴承Ⅰ11、弯模调节丝杠12、弯模驱动电机13、花键轴14、调节拨叉15、平面轴承16、弯模17。弯模支架9上开有T形槽和螺纹孔,分别与弯径调节导轨8和弯径调节丝杠6配合,由弯径调节丝杠6的转动带动弯模支架9在弯径调节导轨8上的移动,弯模调节电机10安装在弯模支架9下方,弯模调节电机10优先选用伺服电机,弯模调节丝杠12为有左旋螺纹部分和右旋螺纹部分的双向丝杠,两端均通过轴承Ⅰ11安装在弯模支架9上,弯模调节丝杠12的下端与弯模调节电机10固接,弯模驱动电机13安装在弯模支架9下方,弯模驱动电机13优先选用伺服电机,花键轴14两端通过轴承Ⅰ11安装在弯模支架9上,花键轴14的下端与弯模驱动电机13固接;开有螺纹孔的两个调节拨叉15分别连接于弯模调节丝杠12的左旋螺纹部分和右旋螺纹部分,调节拨叉15另一端开有通孔与花键轴14外径形成间隙配合,可在花键轴14上滑动,花键轴14的转动不影响调节拨叉15,弯模17横截面为梯形,两个弯模17均通过所开的花键槽安装在花键轴14上,每个弯模17的上下两端通过两个平面轴承16固定在调节拨叉15开口槽的上下两块底板上,两弯模17构成V形弯模,为待弯曲管材提供支撑。
如图4和图5所示,夹紧块机构3包括夹紧块支架18、夹紧块横向调节电机19、夹紧块横向调节丝杠20、轴承座Ⅱ21、夹紧块横向调节导轨22、夹紧块横向调节滑块23、夹紧块纵向调节导轨24、夹紧块纵向调节电机25、夹紧块纵向调节丝杠26、轴承Ⅱ27、夹紧块28。夹紧块支架18通过花键槽安装在弯模机构2中的花键轴14与弯模驱动电机13固接的一端,使得夹紧块机构3整体与V形弯模同步转动,夹紧块横向调节电机19安装在夹紧块支架18上,夹紧块横向调节电机19优先选用伺服电机,夹紧块横向调节丝杠20一端与夹紧块横向调节电机19转轴固接,另一端由轴承座Ⅱ21固定在夹紧块支架18上,夹紧块横向调节导轨22为T形导轨,平行于夹紧块横向调节丝杠20安装在夹紧块支架18上,夹紧块横向调节电机19带动夹紧块横向调节丝杠20转动,使得开有T形槽和螺纹孔的夹紧块横向调节滑块23可在夹紧块横向调节导轨22移动,夹紧块纵向调节导轨24纵向安装在夹紧块横向调节滑块23上,夹紧块纵向调节导轨24的上端通过承接块固定有夹紧块纵向调节电机25;夹紧块纵向调节丝杠26为有左旋螺纹部分和右旋螺纹部分的双向丝杠,夹紧块纵向调节丝杠26一端通过轴承Ⅱ27平行于夹紧块纵向调节导轨24安装在夹紧块横向调节滑块23上,另一端与夹紧块纵向调节电机25转轴固接,夹紧块28一端为楔形,另一端开有T形槽和螺纹孔,两个夹紧块28分别连接于夹紧块纵向调节丝杠26的左旋螺纹部分和右旋螺纹部分,两夹紧块28构成V形。
如图6和图7所示,管件外径同为D弯曲半径分别为R和r的弯曲成形,弯径调节电机5带动弯径调节丝杠6转动,使得弯模机构2中的弯模支架9作为滑块在弯径调节导轨8上移动,带动弯模机构2和夹紧块机构3的移动,以此调整弯模回转中心相对于待弯曲管材固定端轴线的位置,通过调节弯模回转中心到待弯曲管材固定端轴线的距离改变弯曲半径来完成不同弯曲半径要求的管材的弯曲成形。
如图7与图8所示,管件弯曲半径同为r外径分别为D和d的弯曲成形,弯模调节电机10转动带动弯模调节丝杠12转动,使得两个调节拨叉15在弯模调节丝杠12的转动下完成相对或相反方向的移动,两个弯模17在两个调节拨叉15的推动下改变两弯模17的轴向距离完成开或合的过程,通过调节使锥形面与管材接触,实现对不同外径管材的支撑,在为管材提供支持力的同时提供切向摩擦力,弯模驱动电机13带动花键轴14转动,花键轴14带动两个弯模17同步转动。
如图7与图8所示,管件弯曲半径为r外径分别为D和d的弯曲成形,夹紧块纵向调节电机25转动带动夹紧块纵向调节丝杠26转动,使得两夹紧块28在夹紧块纵向调节导轨24上完成相对或相反方向的移动,完成夹紧块28开或合的过程,通过调节使两个夹紧块28的楔形面与不同外径的管材接触实现夹紧功能,带动管材在夹紧块28径向压力和切向摩擦力的作用下与弯模一起旋转实现弯曲成形。
具体实施例:
1)将装置回归至初始状态:保持弯模机构2的底座4和夹紧块机构3的夹紧块底板18位置相平行;弯模机构2和夹紧块机构3分别移动至左右两侧;两个弯模17和两个夹紧块28张开至最大程度。
2)根据加工要求确定待弯曲管材的弯曲半径,弯径调节电机5带动弯径调节丝杠6转动,使得弯模机构2和夹紧块机构3在弯径调节导轨8上移动,调节弯模17的回转中心(即花键轴)到待弯曲管材固定端轴线的距离等于所要求弯曲半径时,弯径调节电机5停止转动。
3)确定管材外径,弯模调节电机10转动带动弯模调节丝杠12转动,使得两调节拨叉15在弯模调节丝杠12的转动下以相对或相反的方向移动,两个弯模17在两个调节拨叉15的推动下改变轴向距离,完成开或合的动作,根据待弯曲管材管径,调节弯模17使锥形面与待弯曲管材外径接触,为管材提供支撑,调节弯模17至目标位置后,弯模调节电机10停止转动。
4)夹紧块横向调节电机19带动夹紧块横向调节丝杠20转动,使得夹紧块纵向调节导轨24上的夹紧块28在夹紧块横向调节滑块23的带动下在夹紧块横向调节导轨22上水平移动,夹紧块纵向调节电机25转动带动夹紧块纵向调节丝杠26转动,使得两夹紧块28在夹紧块纵向调节导轨24上以相对或相反的方向移动,夹紧块28在垂直方向上可完成开或合的动作,根据待弯曲管材管径,通过夹紧块横向调节电机19和夹紧块纵向调节电机25两个电机的转动使两个夹紧块28的楔形面与管材接触实现夹紧功能,调节夹紧块至目标位置后,夹紧块横向调节电机19和夹紧块纵向调节电机25停止转动。
5)弯模17和夹紧块28调节完成后,弯模驱动电机13转动,带动花键轴14转动,花键轴14带动两个开有花键槽的弯模17转动,同时花键轴14带动夹紧块机构3与两个弯模17实现同步转动,待弯曲管材在弯模17和夹紧块28径向压力和切向摩擦力的作用下,随弯模17和夹紧块28同步旋转实现弯曲成形。
- 一种可弯曲变管径与变弯径的管件弯曲成形装置
- 一种可弯曲变管径与变弯径的管件弯曲成形装置