一种高频D板的调平找正装置
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于加速器高频系统技术领域,尤其涉及一种高频D板的调平找正装置。
背景技术
BNCT(硼中子俘获)癌症治疗是近年来发展起来的新型癌症治疗方式,是目前国际最前沿的抗癌治疗技术之一,其原理是利用非放射性硼同位素 (boron-10)作为肿瘤定位药物和中子俘获剂,将药物注射到人体后,等到药物在肿瘤达到一定浓度,利用加速器打靶产生的中子束对肿瘤进行照射,中子束与硼同位素(boron-10)发生核反应产生放射性粒子,在癌细胞内精确摧毁癌细胞,不误伤正常组织。是目前国际正在发展的新型癌症治疗技术。
基于强流回旋加速器的BNCT癌症治疗装置是中国原子能科学研究院创新研制的最新一代癌症治疗装置,其采用了14MeV强流回旋加速器引出1mA以上的强流质子束,实现1mA以上流强引出的难点在于:束流功率达到了14kW,束流负载功率高,对高频腔体水冷、高频腔体本身稳定性提出了更高要求。以往14MeV小型回旋加速器,束流流强300uA,束流4.2kW,腔体Q值4000,腔体本身损耗达到13kW,需要高频机功率20kW。BNCT加速器束流功率14kW 比以往提高了3倍以上,高频机功率需要30kW以上,因此,需要进一步提高高频腔体Q值,降低高频腔体本身功率损耗,以减少水冷负载,提高高频腔体的稳定性。
在加速器高频系统中,影响高频机Q值提高的因素主要是高频系统的接地问题和高频系统的对称问题。在对称性上,上下D板与腔体翻边的相对位置对高频Q值影响较大。如图2a、图2h的2-1为D板的位置,2-3为腔体翻边的位置,二者之间有一个相对位置,这个相对位置决定了加速电场的方向,直接影响粒子加速时在加速间隙的受力情况,也直接影响高频腔整体Q值是否能达到理论设计的要求。在实际工作中,往往出现当D板以及相关零部件加工安装完成后,由于尺寸链上各零部件公差以及安装精度的限制,上下D 板之间的平行度和相对磁极的位置不能完全满足物理设计的要求,从而造成高频腔整体Q值偏低。并且,这种高频腔整体Q值偏低的状况不可改变,因为高频D板一旦安装以后,其位置固定不可调。
总之,现有技术对于因为D板位置不可调造成Q值偏低的情况一直没有很好的解决方案,Q值上不去已经成为实现1mA强流引出的瓶颈。
发明内容
本发明针对现有技术存在的问题,提出一种高频D板的调平找正装置,目的在于解决现有技术D板位置不可调导致Q值上不去,实现高频腔体Q值提高50%、达到6000的水平,为BNCT加速器引出1mA束流打下坚实的基础。
本发明为解决其技术问题提出以下技术方案:
一种高频D板的调平找正装置,包括高频D板调平机构2、高频D板安装工装3,所述高频D板调平机构2用于实现高频D板垂向位置和水平位置的可调整,所述高频D板安装工装3为高频D板调整垂向位置和水平位置提供基准面和基准孔。
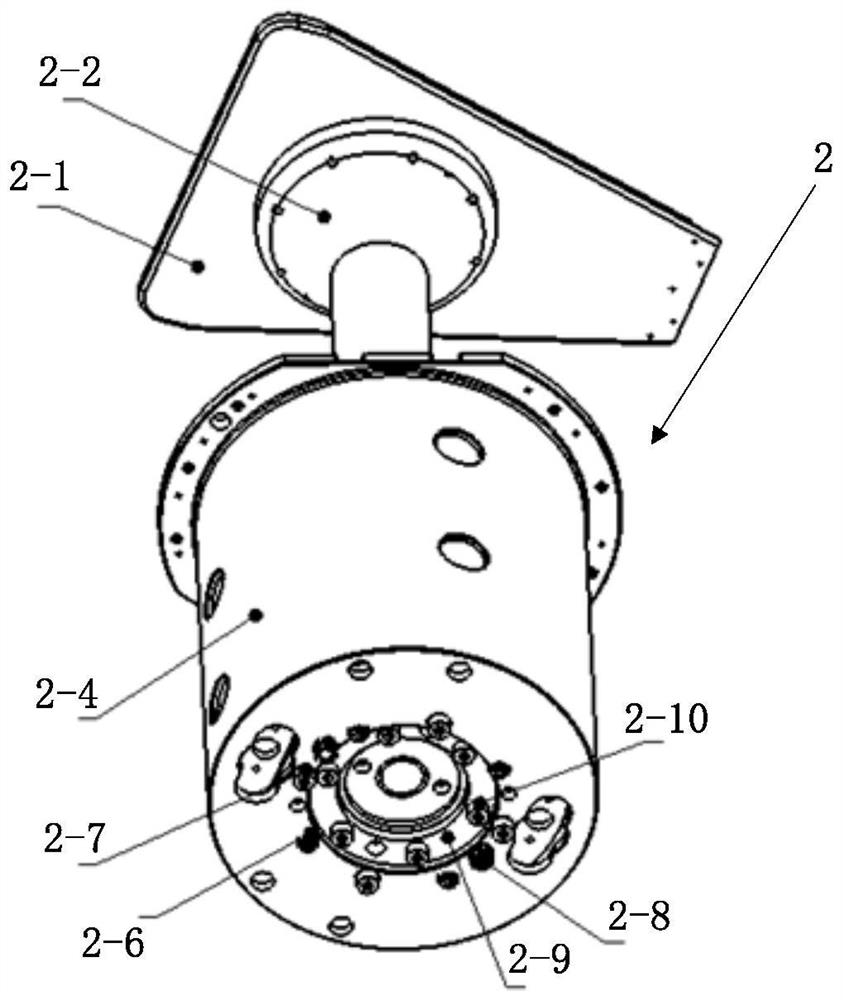
所述高频D板调平机构2包括高频D板2-1、内杆2-2、可调法兰2-9、基准筒2-4、顶丝2-6、拉丝2-7、螺钉2-10、防掉螺母2-8;所述内杆2-2一端固定连接高频D板2-1、另一端固定连接可调法兰2-9,所述可调法兰连2-9 同内杆2-2一起装入基准筒2-4,可调法兰2-9与基准筒2-4的内底面的间隙选择2毫米,基准筒相对于磁极中心平面的位置固定;所述基准筒2-4轴向靠近高频D板2-1的一端为开口、远离高频D板2-1的一端为底板、底板中心设有贯穿内杆2-2的通孔;如图2g所示,底板通孔周边设有用于移动法兰的顶丝安装孔2-14、拉丝安装孔2-6,拉丝安装孔2-16为腰形孔;如图2e所示,所述顶丝2-6安装在相对于磁极位置固定的基准筒2-4的底部,向靠近高频D 板2-1方向顶紧调整法兰2-9;如图2f所示,所述拉丝2-7穿过相对于磁极位置固定的基准筒2-4的底部,连接调整法兰2-9,并将其向远离高频D板方向拉动;通过调整顶丝2-6和拉丝2-7的状态,改变可调法兰2-9相对于磁极中心平面的位置、改变内杆2-2位置,从而实现调整内杆另一端的高频D板相对于磁极中心平面的位置。
所述拉丝安装孔2-16用于水平方向微微调整高频D板的位置,拉丝安装孔2-16为腰形孔,腰宽比拉丝的直径规格大2毫米,腰型孔的调整范围为± 3°;拉丝和顶丝的螺纹规格一般选择M6或M8;拉丝和顶丝的具体数量一般保持一致,并且间隔均匀分布于同一圆周。
所述可调法兰上设有拉丝安装孔2-13、防掉螺母2-11、防掉螺杆2-12,该拉丝安装孔2-13为内螺纹孔,该内螺纹孔与带有外螺纹的拉丝相配合,从而拉动可调法兰向着远离高频D板的方向运动。
所述高频D板安装工装3上设有和磁极上已有特征相对应的特征,磁极定位孔3-3、工装外圆3-4,将这些相对应的特征和磁极特征-磁极竖孔1-4、磁极的外圆1-2吻合,从而实现工装相对于磁极的位置固定、保证工装的位置处于理想位置;所述高频D板安装工装3上还专门设有用于调整高频D 板位置的特征,利用调整高频D板位置的特征作为参考,对D板的位置进行调整,当D板上的特定特征满足与工装上相应特征配合的要求后,就可以确认D板的位置达到物理设计的要求位置和精度;所述高频D板安装工装上还设有用于工装与磁极固定的特征,利用该特征将工装固定在磁极上。
所述用于调整高频D板位置的特征包括:工装D板安装基准面3-5、工装D板定位销孔3-6、支角安装孔3-7、支角3-1;所述工装D板安装基准面 3-5位于D板安装工装板下底面,当D板上表面2-17与D板安装工装板下底面3-5贴合并且没有将其顶起,D板2的高度即符合物理设计的要求;所述当 D板上磁极定位孔3-3与磁极1上对应的已有孔磁极竖孔1-4中心对齐,并且D板安装工装板的外圆3-4与磁极的外圆1-2重合后,工装D板定位销孔3-6与D板预留定位销孔2-18同心对齐,D板在水平方向的位置即为物理设计要求位置;
所述支角3-1、支角安装孔3-7用于组成D板安装工装板组件,采用支角的细端从背面插入D板安装工装板中的支角安装孔3-7、支角与D板安装工装板的配合面3-1-1与D板安装工装板3的底面配合;采用支角的底面3-1-2 压紧在磁极的镶条安装面上,并保证D板安装工装板组件3不受力,由此使得D板安装工装板基准面3-5所在的位置就是D板2物理设计要求的高度位置。所述支角3-1包括粗段和细段,粗段的长度确定D板安装基准面3-5相对于磁极的纵向位置,也即D板物理设计要求的高度。
所述用于工装与磁极固定的特征为工装压块3-2,该工装压块3-2上设有压块与D板安装工装板上表面的配合面3-2-1、以及压块与磁极固定的长孔 3-2-2;利用该配合面使得工装紧压在磁极镶条安装面1-5上,利用压块与磁极固定的长孔3-2-2,用螺钉将压块压在磁极的侧面,实现工装相对于磁极的固定。
所述工装D板定位销孔3-6与D板预留定位销孔2-18的孔径选择5、6 或者8毫米,下偏差为0,上偏差为﹢0.03毫米~﹢0.08毫米,选用直销,上偏差为0,下偏差为-0.08毫米~-0.03毫米。
本发明的优点效果
1、本发明通过将高频D板调平机构与高频D板安装工装进行有机结合、相互支撑和相互依赖,产生了组合带来的新效果。组合以前,如果不能实现高频D板位置可调,高频D板安装工装就没有用武之地,如果实现了高频D 板的位置可调,但是没有参照基准,则高频D板调平机构同样无法发挥作用。组合以后,采用高频D板调平机构实现高频D板垂向位置和水平位置的可调整、采用高频D板安装工装为高频D板垂向位置和水平位置调整提供基准面和基准孔,实现了D板位置可以调整,使之能够满足物理设计要求,而且方便快捷、实用。
2、本发明采用要素替代的方法取得了预料不到的效果:用“调平机构”和“安装工装”代替了现有技术的测量仪器,现有技术测量仪器只能测量位置的误差,但不能解决高频D板位置可调整问题,因此单纯测量仪器不适合解决本发明的问题,本发明元素替代以后,不但解决了测量基准面、基准孔问题还解决了D板位置可调整问题,因此取得了预料不到的效果。
3、本发明通过改变拉丝孔的形状,取得了预料不到的效果:将基准筒上的拉丝孔设计为腰形、腰宽比拉丝的直径规格大2毫米,腰型孔的调整范围为±3°,使得拉丝孔一孔三用,垂向、横向、角度三个方向的调整,既可以沿着垂直方向拉动法兰,又可以使法兰沿着比拉丝的直径规格大2毫米的腰宽和±3°的弧度范围进行水平位置的微调和转动,和普通的拉丝孔相比,不但解决了垂向拉动问题,还解决了横向拉动,旋转拉动的问题。
附图说明
图1a为加速器磁铁谷区示意图;
图1b为高频腔与磁铁谷区配合示意图(下半部分);
图2a为本发明高频D板调平机构示意图;
图2b为D板调平结构示意图(从下向上看);
图2c为D板调平结构的示意图(从上向下看);
图2d为D板调平结构的剖视图;
图2e为D板调平结构的仰视图(从基准筒底部方向);
图2f为可调法兰组件示意图;
图2g为基准筒零件仰视图;
图2h为半高频腔示意图;
图2i半高频腔示意图(侧视);
图3a为D板安装工装板现场使用工况示意图一;
图3b为D板安装工装现场使用工工况示意图二;
图3c为D板安装工装板立体图;
图3d为D板安装工装板俯视图;
图3e为D板安装工装板支角示意图;
图3f为D板安装工装板压块示意图;
图4为D板俯视图;
图中,1:磁极;1-1:磁极镶条;1-2:磁极的外圆;1-3:谷区;1-4:磁极竖孔;1-5:磁极镶条安装面;2:高频D板调平机构;2-1:D板;2-2:内杆;2-3:腔体翻边;2-4:基准筒;2-5:高频腔外壳;2-6:顶丝;2-7:拉丝;2-8:防掉螺母;2-9:可调法兰;2-10:螺钉;2-11:防掉螺母;2-12:防掉螺杆;2-13:可调法兰的拉丝安装孔(图示中4个,圆周均布);2-14:顶丝安装孔(图示中4个,圆周均布);2-15:防掉螺杆安装孔(图示中2 个,圆周均布);2-16:拉丝安装孔;2-17:D板上表面;2-18:D板预留定位销孔;3:高频D板安装工装板;3-1:支角;3-1-1:支角与D板安装工装板的配合面;3-1-2:支角的底面;3-1-3:支角螺钉固定孔;3-2:压块;3-2-1:压块与D板安装工装板上表面的配合面;3-2-2:压块与磁极固定的长孔;3-3: 磁极定位孔;3-4:工装外圆;3-5:D板安装基准面;3-6:工装D板定位销孔;; 3-7:支角安装孔;3-3:磁极定位孔;3-8磁极预留孔;
具体实施方式
本发明设计原理
下面结合附图对本发明做出进一步解释:
1、安装高频D板的难点:加速器上下两个高频D板之间的间隙也称作束流加速间隙,间隙大小决定于每个高频D板相对于磁场中心平面的距离。安装高频D板的难点在于按照常规方法,高频D板一旦安装以后其位置固定不可调整的,尽管预先各个尺寸精确计算,但由于组成高频D板的各个机械加工误差等原因,使得安装后上下D板之间的平行度和其相对于磁极的位置仍然不能完全满足物理设计的要求,导致高频D板的Q值不能提高,Q值低则用于高频启动的功率消耗大,留给1mA强流引出的功率就少。因此需要一种能够在各零部件定型后,可以对D板位置进行再调整、使之能够达到物理设计要求位置的结构,从而修正粒子加速间隙,提高高频腔整体Q值。
2、“调平机构”“安装工装”两部分缺一不可,相互支持。尽管本发明的调平机构能够在各零部件定型后,对D板位置进行再调整,但调平机构不能解决基准面或基准孔的问题,调多少、往哪个方向调,需要有专门的基准面或基准孔作为标准,虽然现有技术相关仪器设备可以作为调平找正的基准,但由于安装高频D板的空间狭窄,即使采用仪器设备也不易测量D板安装位置和精度。本发明的“安装工装”正是弥补了这一缺陷。本发明安装工装将无法直接测量或者不易测量D板安装位置和精度转换为可以调整和测量的要素,为了在安装D板时,能够将D板安装至物理设计要求的位置,提供一种安装工装,当工装对磁极的位置确定后,通过D板与工装上设计的特征配合,如工装的底面平面和中部的销孔,可以辅助将D板安装至物理计算设计的位置,从而修正粒子加速间隙,提高高频腔整体Q值。
3、本发明“调平机构”设计原理。“调平机构”不但可以调整D板相对于磁极中心平面的垂向位置,也可以调整D板相对于磁极的水平位置。“调平机构”设有顶丝机构和拉丝机构,其巧妙之处在于将基准筒上的拉丝孔设计为腰形、腰宽比拉丝的直径规格大2毫米,腰型孔的调整范围为±3°,腰形拉丝孔既可以沿着垂直方向拉动法兰,又可以使法兰沿着比拉丝的直径规格大2毫米的腰宽和±3°的弧度范围进行水平位置的微调和转动。
4、本发明“安装工装”设计原理。工装上设计三类特征:与磁极上已有特征相对应的特征、调整高频D板位置的特征、工装与磁极固定的特征,前两个特征只需要将工装基准板和支角组装一起即可满足功能,第三个特征需要工装基准板、支角、压块三者组装一起才可能满足功能;第一、三特征均是解决工装相对于磁极的精确定位,特征三是根据需要辅助特征一加固工装和磁极的定位,而不是必须的特征;特征二解决高频D板相对于工装的精确定位;工装上支角的粗段、细段的直径尺寸和长度尺寸、压块的配合面、孔的尺寸都是根据调平D板物理设计的高度位置和水平位置的要求而定的。
基于以上设计原理,本发明设计了一种高频D板的调平找正装置。
一种高频D板的调平找正装置,如图1a、1b、2b、图3c所示,包括高频D板调平机构2、高频D板安装工装3,所述高频D板调平机构2用于实现高频D板垂向位置和水平位置的可调整,所述高频D板安装工装3为高频 D板调整垂向位置和水平位置提供基准面和基准孔。
1、如图1a、1b所示,加速器磁铁一共八块,分上下两层,上下两层各四块磁铁;上下两层磁铁中间的平面为磁极中心平面。
2、图1a、1b为高频D板的安装效果图,高频D板是高频腔体的一部分,高频腔体安装在加速器上下两层各自的相邻磁极之间的谷区内,并且180度对称安装。图1b所示为加速器的下半部分,加速器上下两层磁极之间、以及上下两个高频D板之间的空隙为加速粒子的间隙。
如图2b、图3c所示,所述高频D板调平机构2包括高频D板2-1、内杆 2-2、可调法兰2-9、基准筒2-4、顶丝2-6、拉丝2-7、螺钉2-10、防掉螺母2-8;所述内杆2-2一端固定连接高频D板2-1、另一端固定连接可调法兰2-9,所述可调法兰连2-9同内杆2-2一起装入基准筒2-4,可调法兰2-9与基准筒 2-4的内底面的间隙选择2毫米,基准筒相对于磁极中心平面的位置固定;所述基准筒2-4轴向靠近高频D板2-1的一端为开口、远离高频D板2-1的一端为底板、底板中心设有贯穿内杆2-2的通孔;如图2g所示,底板通孔周边设有用于移动法兰的顶丝安装孔2-14、拉丝安装孔2-6,拉丝安装孔2-16为腰形孔;如图2e所示,所述顶丝2-6安装在相对于磁极位置固定的基准筒2-4 的底部,向靠近高频D板2-1方向顶紧调整法兰2-9;如图2f所示,所述拉丝2-7穿过相对于磁极位置固定的基准筒2-4的底部,连接调整法兰2-9,并将其向远离高频D板方向拉动;通过调整顶丝2-6和拉丝2-7的状态,改变可调法兰2-9相对于磁极中心平面的位置、改变内杆2-2位置,从而实现调整内杆另一端的高频D板相对于磁极中心平面的位置。
如图2g所示,所述拉丝安装孔2-16用于水平方向微微调整高频D板的位置,拉丝安装孔2-16为腰形孔,腰宽比拉丝的直径规格大2毫米,腰型孔的调整范围为±3°;拉丝和顶丝的螺纹规格一般选择M6或M8;拉丝和顶丝的具体数量一般保持一致,并且间隔均匀分布于同一圆周。
如图2f所示,所述可调法兰上设有拉丝安装孔2-13、防掉螺母2-11、防掉螺杆2-12,该拉丝安装孔2-13为内螺纹孔,该内螺纹孔与带有外螺纹的拉丝相配合,从而拉动可调法兰向着远离高频D板的方向运动。
如图3a所示,所述高频D板安装工装3上设有和磁极上已有特征相对应的特征,磁极定位孔3-3、工装外圆3-4,将这些相对应的特征和磁极特征磁极竖孔1-4、磁极的外圆1-2吻合,从而实现工装相对于磁极的位置固定、保证工装的位置处于理想位置;所述高频D板安装工装3上还专门设有用于调整高频D板位置的特征,利用调整高频D板位置的特征作为参考,对D板的位置进行调整,当D板上的特定特征满足与工装上相应特征配合的要求后,就可以确认D板的位置达到物理设计的要求位置和精度;所述高频D板安装工装上还设有用于工装与磁极固定的特征,利用该特征将工装固定在磁极上。
如图3c、3d、图4所示,所述用于调整高频D板位置的特征包括:工装D板安装基准面3-5、工装D板定位销孔3-6、支角安装孔3-7、支角3-1;所述工装D板安装基准面3-5位于D板安装工装板下底面,当D板上表面2-17 与D板安装工装板下底面3-5贴合并且没有将其顶起,D板2的高度即符合物理设计的要求;所述当D板上磁极定位孔3-3与磁极1上对应的已有孔磁极竖孔1-4中心对齐,并且D板安装工装板的外圆3-4与磁极的外圆1-2重合后,工装D板定位销孔3-6与D板预留定位销孔2-18同心对齐,D板在水平方向的位置即为物理设计要求位置;
所述支角3-1、支角安装孔3-7用于组成D板安装工装板组件,采用支角的细端从背面插入D板安装工装板中的支角安装孔3-7、支角与D板安装工装板的配合面3-1-1与D板安装工装板3的底面配合;采用支角的底面3-1-2 压紧在磁极的镶条安装面上,并保证D板安装工装板组件3不受力,由此使得D板安装工装板基准面3-5所在的位置就是D板2物理设计要求的高度位置。所述支角3-1包括粗段和细段,粗段的长度确定D板安装基准面3-5相对于磁极的纵向位置,也即D板物理设计要求的高度。
如图3f所示,所述用于工装与磁极固定的特征为工装压块3-2,该工装压块3-2上设有压块与D板安装工装板上表面的配合面3-2-1、以及压块与磁极固定的长孔3-2-2;利用该配合面使得工装紧压在磁极镶条安装面1-5上,利用压块与磁极固定的长孔3-2-2,用螺钉将压块压在磁极的侧面,实现工装相对于磁极的固定。
所述工装D板定位销孔3-6与D板预留定位销孔2-18的孔径选择5、6 或者8毫米,下偏差为0,上偏差为﹢0.03毫米~﹢0.08毫米,选用直销,上偏差为0,下偏差为-0.08毫米~-0.03毫米。
本发明应用以上高频D板调平找正装置,设计了一种高频D板调平找正方法,该方法包括以下步骤:
步骤一、制作D板调平机构、将D板位置由不可调变为可调;
步骤二、采用工装和D板调平机构将D板位置调整到理想位置。
所述步骤一的制作D板调平机构、将D板位置由不可调变为可调,具体过程如下:
如图2f、2g所示,
1)先将内杆2-2的下端与可调法兰2-9用螺钉固定,然后一起装入基准筒2-4内,与基准筒2-4的内底面贴合,并转动内杆2-2,使可调法兰2-9的拉丝安装孔2-13与基准筒2-4的拉丝安装孔2-14对正,并保证调法兰的防掉螺杆2-12从基准筒2-4的防掉螺杆安装孔2-14穿出;
2)在基准筒2-4的外底面上安装拉丝2-7,拉住可调法兰2-9,在露出基准筒2-4底面的可调法兰2-9上的防掉螺杆2-12上安装防掉螺母2-11,在基准筒2-4的外底面上安装顶丝2-6,顶住可调法兰2-4;
3)在内杆的另一端安装D板2-1,用螺钉2-10连接固定,这样以基准筒 2-4为基准,调整顶丝2-6或拉丝2-7,就可以调整可调法兰2-9的位置,从而改变与之固定的内杆2-2和D板2-1的位置。
所述过程1)的可调法兰2-9与基准筒2-4内底面间隙参数如下:
可调法兰2-9与基准筒2-4的内底面的间隙也要选择适当,由于D板2-1、内杆2-2、可调法兰2-9与基准筒2-4都是机加工产品,都有自己的公差要求,装配完成后,偏差不会超过±1毫米,因此可调法兰2-9与基准筒2-4的内底面的间隙选择2毫米即可,这样足以覆盖上面±1毫米的偏差,也可以避免预留空间过大,使相关零件增加不必要的长度;
所述过程1)的基准筒2-4底部开孔参数如下:
如图2g所示,基准筒2-4底部的拉丝安装孔2-16和防掉螺杆安装孔2-15 设计成腰型孔,腰宽比对应的拉丝2-7或防掉螺杆2-12的直径规格大2毫米,允许可调法兰2-4以其轴线微小转动和在水平方向平动,从而带动内杆和D 板转动和平动,使D板可以实现水平范围内的微调,腰型孔的调整范围为±3°为宜。
所述过程2)的拉丝2-7和顶丝2-6的螺纹规格和具体数量如下:
拉丝2-6和顶丝2-7的螺纹规格应选择适当的尺寸,一般选择M6或M8 的规格,如果螺纹规格太大,螺纹的螺距过大,调整时不易进行细调,而且顶丝或拉丝的尺寸也大,占用空间较多,不易对空间进行分配;螺纹规格过小,调整结构的强度差,顶丝的头部接触面积小,调整可调法兰时,容易造成局部变形;
拉丝2-7和顶丝2-6的具体数量可以根据实际的工况进行调整,推荐拉丝2-7和顶丝2-6都各为四组或六组的结构,以四组为例,四组拉丝以90°为夹角沿圆周均匀分布,四组顶丝也以90°为夹角沿圆周均匀分布,拉丝2-6 与顶丝2-7之间相差45°。
所述过程3)的调整D板2-1位置的具体方法如下:
A、当需要调整D板的垂向位置时,松开各组顶丝,拉紧各组拉丝,以减小可调法兰与基准筒的内底面的间隙;当D板需要靠近中心平面时,先松开各组拉丝,再拧紧各组顶丝,以增大可调法兰与基准筒的内底面的间隙,再将各组拉丝拉紧;同时也能分别调整其中的一组或几组的顶丝和拉丝,从而可以调整D板相对于中心平面的平行度;
B、当需要调整D板的水平位置或旋转微量角度时,调整拉丝2-7在腰形孔2-16中的位置,拉丝2-7带动可调法兰2-4以其轴线微小转动和在水平方向平动,从而带动内杆和D板转动和平动,使D板可以实现水平范围内的微调。
所述步骤二采用D板安装工装和调平机构将D板位置调整到理想位置,具体过程如下:
1)如图3b所示,拆除磁极镶条:使用前拆除磁极镶条1-1;将两侧磁极的外侧镶条拆除,露出磁极上的磁极的镶条安装面,保留里侧的镶条;
2)如图3c、3d、3e所示,组成D板安装工装板组件:将支角3-1插入D 板安装工装板中的支角安装孔3-7,从背面将支角与D板安装工装板的配合面 3-1-1与D板安装工装板3的底面配合,确认无间隙,然后从D板安装工装板的正面用垫圈和螺钉将支角与D板安装工装板固定在一起;一共安装4组,组成D板安装工装板组件3;
3)采用工装获得D板的设计高度:将D板安装工装板组件3水平放置在磁极面上,使支角的底面与磁极镶条的配合面3-1-1压紧在磁极的镶条安装面上,保证D板安装工装板组件不受力,这时D板安装工装板的下底面3-5,也即:D板安装基准面3-5所在的位置就是D板物理设计要求的高度位置;
4)采用D板调平机构2调整D板高度达到设计要求:利用D板调平机构的拉丝2-6或顶丝2-7,当对D板的高度进行调整时,观察D板上表,2-17与 D板安装基准面3-5为贴合状态,并且没有将D板上表面2-17顶起,D板的高度即符合物理设计的要求;
5)采用D板调平机构2调整D板水平位置达到设计要求,
具体环节如下:i、保证D板安装工装板3相对于磁极的水平位置正确:第一步,将D板安装工装板磁极定位孔3-3与磁极上表面上对应的孔磁极竖孔1-4同心对齐,用直销定位,插好销后;第二步,微微转动工装,将D板安装工装板的外圆与磁极的外圆对齐,当以上二步都完成,D板安装工装板3 相对于磁极的水平位置才是正确的;ii、以D板安装工装板3当前水平位置为参照,调整D板的水平位置:保持D板安装工装板组件的位置不动,通过D 板调平机构2的拉丝安装孔2-16调整拉丝2-7在腰形孔2-16中的位置,拉丝2-7带动可调法兰2-4以其轴线微小转动和在水平方向平动,从而带动内杆和D板转动和平动,使D板可以实现水平范围内的微调,当工装D板定位销孔3-6和D板预留定位销孔2-18同心对准、各销都插好后,D板在水平方向的位置即符合物理设计要求;
6)将D板2-1以及与其相连的零部件固定,使之与磁极位置固定,由此,完成D板位置定位;
所述过程2)组成D板安装工装板组件,进一步地,如果需要固定D板安装工装板组件3相对于磁极1的位置,使用压块3-2与D板安装工装板上表面的配合面3-2-1,压住D板安装工装板3的上表面,并压紧,用螺钉从压块与磁极固定的长孔3-3-3插入,并与磁极侧面的镶条安装螺孔连接,固定,每边两组,共四组,这样就完成了D板安装工装板组件就与磁极位置的固定。
本发明并不限于上述具体实施方式,本领域技术人员根据本发明的技术方案得出其他的实施方式,同样属于本发明的技术创新范围。
- 一种高频D板的调平找正装置
- 一种高频D板的调平找正方法