一种夹紧旋转送料装置
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及一种送料装置,特别是一种非标夹紧旋转送料装置。
背景技术
随着汽车工业的不断发展,采用铝型材以冲压生产方式制作的各种汽车产品件越来越普遍,生产装置也逐渐向自动化方向发展。在自动化生产方式日趋完善的形势下,对自动化生产线上所用的送料装置提出了更高要求。有许多产品件往往是其两端均需要进行加工,即要求上料滑台可以对产品件进行180°旋转掉头。传统的加工方式是单独安排一个工序用来进行产品件的掉头,需要在掉头安装工序后再进行送料加工,占用工序多;而如果采用“掉头”滑台直接送料,存在干涉、送料刚度差、气缸等标准件容易损坏的问题。因此,需要设计一种刚性高、气路集成性高,且具备夹紧、旋转功能的伺服送料滑台。
发明内容
本发明的目的在于针对现有技术之弊端,提供一种可以实现一次上料、掉头旋转180°在一道工序中对产品件双端加工的非标夹紧旋转送料装置。
本发明所述问题是以下述技术方案实现的:
一种夹紧旋转送料装置,包括自下而上设置的送料滑台、旋转机构和夹紧机构,其中,用于往复送料的送料滑台设有可直线运动的滑台安装板;所述旋转机构设有旋转基座和T形旋转台,T形旋转台可相对旋转基座旋转,旋转基座固定在滑台安装板上;用于夹紧产品件的夹紧机构装配在T形旋转台上。
上述夹紧旋转送料装置,所述旋转机构包括旋转气缸、主动齿轮、从动齿轮,两套轴承组和密封头,所述T形旋转台由位于下部的旋转轴和位于上部的支撑台构成,旋转气缸经旋转气缸安装板与旋转基座固定,旋转气缸输出端连接主动齿轮,主动齿轮、从动齿轮啮合,从动齿轮安装在旋转轴上、带动旋转轴旋转,各轴承组安装在旋转轴两端,轴承组和旋转轴装配在旋转基座内,旋转基座上设有基座进气口和基座出气口,旋转轴内设有两条轴向气道,支撑台设有支撑台进气口和支撑台出气口,基座进气口、基座出气口经各轴向气道连接支撑台进气口和支撑台出气口。
上述夹紧旋转送料装置,所述夹紧机构设有夹紧气缸、夹紧气缸支座和挡料板,夹紧气缸支座与支撑台固定,夹紧气缸经夹紧气缸安装板固定在夹紧气缸支座的一端,挡料板固定在夹紧气缸支座的另一端,挡料板与夹紧气缸的活塞对应。
上述夹紧旋转送料装置,送料滑台设有伺服电机、导轨、滑块、安装座和滚珠丝杠组件,伺服电机经伺服电机安装板固定在安装座一端,伺服电机传动连接滚珠丝杠组件的主动件,滚珠丝杠组件的从动件连接滑台安装板,滑块固定滑台安装板下部,导轨固定在安装座上,滑块、导轨滑动配合。
上述夹紧旋转送料装置,所述旋转轴上设有两条环形通气槽,各通气槽上分别设有连通各轴向气道的气孔。
上述夹紧旋转送料装置,所述旋转轴上设有三道环形密封槽,每个通气槽的两侧均设置密封槽,各密封槽内设有密封圈。
上述夹紧旋转送料装置,所述密封头位于旋转基座下部,密封头与旋转轴的底部连接,密封头与旋转轴之间设有密封垫。
上述夹紧旋转送料装置,所述轴承组为径向轴承和推力轴承组合。
相比现有技术本发明的有益效果体现在如下方面:1、可实现一次上料,掉头旋转180°后对产品件两端进行加工,减少了一道工序,提高了工作效率;2、旋转气缸输出的转矩经齿轮副放大传输到旋转轴,提高了旋转轴的转矩,旋转轴两端设置的轴承组,可以承受产品件加工过程较大的轴向载荷和径向载荷,解决了旋转气缸转矩小,易损坏的问题;3、旋转基座不转动,夹紧气缸的气路由旋转基座连通到气源,掉头旋转过程,管路不旋转,不会干扰工件的加工及拆装,工作可靠性高。
附图说明
下面结合附图对本发明作进一步说明。
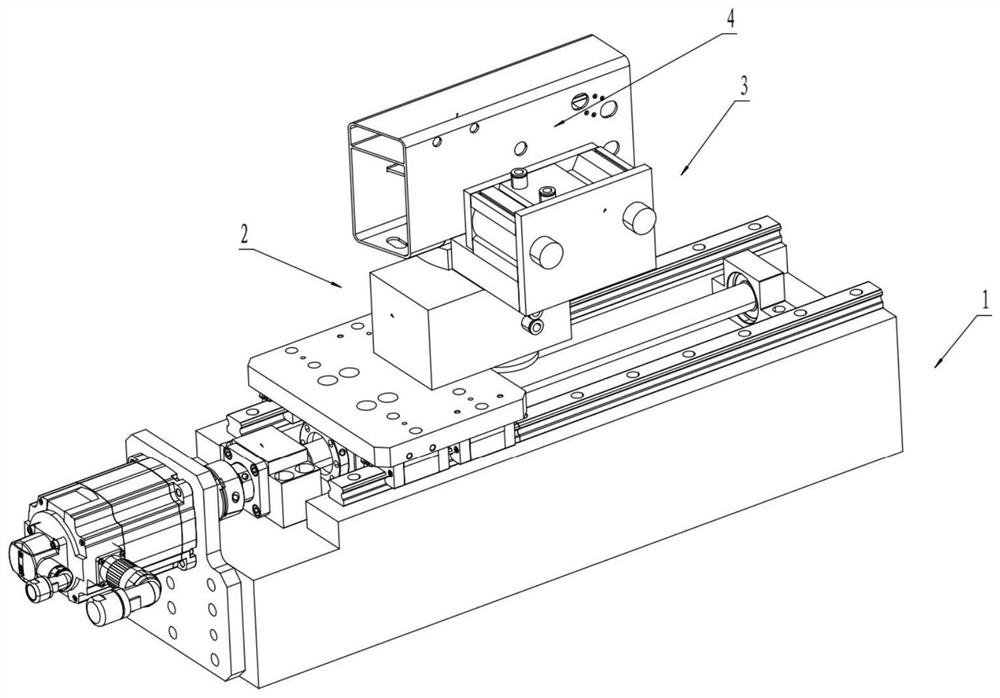
图1是本发明的结构示意图;
图2是送料滑台的结构示意图;
图3是旋转机构的结构示意图;
图4是T形旋转台的结构示意图;
图5是旋转基座的结构示意图;
图6是夹紧机构的结构示意图。
图中各标号清单为:1、送料滑台,1-1、伺服电机,1-2、伺服电机安装板,1-3、滚珠丝杠组件,1-4滑台安装板,1-5、导轨,1-6、滑块,1-7、安装座,2、旋转机构,2-1、旋转气缸,2-2、旋转基座,2-2-1、基座进气口,2-1-2、基座出气口,2-3、主动齿轮,2-4、从动齿轮,2-5、支撑台,2-5-1、支撑台进气口,2-5-2、支撑台出气口,2-6、旋转轴,2-6-1、环形通气槽,2-6-2、环形密封槽,2-6-3、轴向气道,2-6-4、气孔,2-7、轴承组,2-8、密封头,3、夹紧机构,3-1、夹紧气缸,3-2、夹紧气缸支座,3-3、夹紧气缸安装板,3-4、挡料板,4、产品件。
具体实施方式
参看图1,本发明包括自下而上依次设置的送料滑台1、旋转机构2和夹紧机构3。其中,用于往复送料的送料滑台设有可直线往复运动的滑台安装板1-4,滑台安装板上安装旋转机构。旋转机构设有旋转基座2-2和T形旋转台,旋转基座固定在滑台安装板上,旋转基座不转动,T形旋转台可相对旋转基座旋转,完成产品件的180°掉头,实现一次上料,完成产品件两端加工的目的。T形旋转台上安装用于夹紧产品件4的夹紧机构,夹紧机构用于将产品件夹紧,以便进行冲压等机械加工。
参看图1、图2,送料滑台设有伺服电机1-1、导轨1-5、滑块1-6、基座1-7和滚珠丝杠组件1-3。安装座是送料滑台的基础部件,伺服电机是送料滑台的动力部件。伺服电机经伺服电机安装板1-2固定在安装座一端,伺服电机传动连接滚珠丝杠组件的主动件,滚珠丝杠组件的从动件连接滑台安装板,伺服电机转动,带动滚珠丝杠组件动作,驱动滑台安装板直线运动。为保证滑台安装板的运动平稳性,安装座上固定两条导轨,滑台安装板下部固定四块滑块,每根导轨和两块滑块滑动滑动配合。
参看图1、图3、图4、图5,所述旋转机构是顺畅实现产品件180°掉头的关键机构。旋转机构包括旋转气缸2-1、主动齿轮2-3、从动齿轮2-4,两套轴承组2-7和密封头2-8。所述T形旋转台由位于下部的旋转轴2-6和位于上部的支撑台2-5构成。旋转气缸经旋转气缸安装板与旋转基座固定,旋转气缸输出端连接主动齿轮,主动齿轮从动齿轮啮合,从动齿轮安装在旋转轴上、带动旋转轴旋转。考虑到旋转气缸输出转矩较小,采用齿轮副传递扭矩,可以提高旋转轴的转矩。在旋转轴的两端安装轴承组,每套轴承组分别包括推力轴承和径向轴承,由轴承组承受工件加工过程产生的轴向载荷和径向载荷,可以避免较大的载荷作用到旋转气缸而导致旋转气缸损坏。旋转基座内设有轴承安装孔和旋转轴安装孔,轴承组和旋转轴装配在旋转基座内。旋转基座上设有基座进气口2-2-1和基座出气口2-2-2,旋转轴设有两条轴向气道2-6-3,支撑台设有支撑台进气口2-5-1和支撑台出气口2-5-2,基座进气口、基座出气口分别经各轴向气道连接支撑台进气口和支撑台出气口,形成通向夹紧气缸的气路。密封头位于旋转基座下部,密封头与旋转轴的底部连接,密封头与旋转轴之间设有密封垫。由图3、图4所见,旋转轴上设有两条环形通气槽2-6-1,各通气槽上分别设有连通各轴向气道的气孔2-6-4。旋转轴上还设有三道环形密封槽2-6-2,每个通气槽的两侧均设置密封槽,各密封槽内设有密封圈,密封圈与旋转基座间构成密封接触,由密封圈将两道环形通气槽封闭。旋转机构的进气路线程如下:压缩空气由基座进气口进入一道环形通气槽,经气孔进入一条轴向气道,之后由支撑台进气口通向夹紧气缸的进气口;旋转机构的出气路线程如下:夹紧气缸排气孔连通支撑台出气口,支撑台出气口连通另一条轴向气道,该轴向气道经另一道环形通气槽和气孔连通基座出气口。旋转机构的设计可以实现支撑台连同夹紧机构掉头旋转时,气体管路不旋转,因此不会干扰工件的加工及拆装,工作可靠性高。
参看图1、图6,紧机构设有夹紧气缸3-1、夹紧气缸支座3-2和挡料板3-4,夹紧气缸支座与支撑台固定,夹紧气缸经夹紧气缸安装板3-3固定在夹紧气缸支座的一端,挡料板固定在夹紧气缸支座的另一端,挡料板与夹紧气缸的活塞对应,夹紧气缸活塞杆伸出,产品件即被夹紧。
本发明使用时,夹紧气缸将待加工的产品件夹紧,送料滑台动作,将产品件的一端送到加工位进行相应的加工;一端加工完成后旋转机构动作,旋转机构带动夹紧机构转动180°,产品件的另一端进行加工,产品件两端都完成加工后送料滑台回到初始位置。上述过程经过一次上料,完成产品件的两端加工,减少了一道工序,提高了工作效率。
- 一种夹紧旋转送料装置
- 一种侧夹紧送料装置