一种正极片及电池
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及电池技术领域,尤其涉及一种正极片及电池。
背景技术
锂离子电池由于具有能量密度高、循环寿命长、无记忆效应和环境友好等优点,被大量应用在便携式电子产品、储能设备和新能源汽车上。随着手机5G时代的来临和高续航里程新能源汽车的发展,锂离子电池的能量密度也越来越高。但是锂离子电池的能量密度越高其安全性就越差,动力电池因为安全性问题已导致多起电动汽车及混合动力汽车的自燃、爆炸事故,严重制约了锂离子电池在新能源领域的进一步发展。
现有技术中,通常通过过充、炉温、针刺、外短路和挤压等测试手段来验证电芯的安全性能,其中针刺是模拟电芯在发生内短路时的安全性,同时也是公认最难通过的一项安全测试,目前由仅涂布活性材料层的极片组成的电芯针刺测试的通过率较低,这表明现有技术下的电池的安全性较低。
发明内容
本发明实施例提供一种正极片及电池,以解决有技术中电池的安全性较低的问题。
第一方面,本发明实施例提供了一种正极片,包括集流体,所述集流体的一侧或两侧涂布有功能层,所述功能层远离所述集流体的一侧涂布有活性材料层,所述功能层包括磷酸铝材料。
可选地,所述磷酸铝材料的中位径D50为0.1μm~1.2μm。
可选地,所述活性材料层的厚度大于所述功能层的厚度。
可选地,所述功能层的厚度为3~12μm。
可选地,所述活性材料层的厚度大于或等于20μm。
可选地,所述功能层还包括粘结剂和导电剂,所述磷酸铝材料、粘结剂和导电剂的质量比为40~98:1~50:1~10。
可选地,所述磷酸铝材料、粘结剂和导电剂的质量比为70~98:1~10:1~20。
可选地,所述粘结剂包括聚偏氟乙烯、偏氟乙烯-六氟丙烯的共聚物、聚酰胺、聚丙烯腈、聚丙烯酸酯、聚丙烯酸、聚丙烯酸盐、羧甲基纤维素纳、聚乙烯呲咯烷酮、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯、聚六氟丙烯和丁苯橡胶中的一种或多种。
可选地,所述活性材料层包括活性材料、粘结剂和导电剂,所述活性材料包括钴酸锂、镍钴锰酸锂、镍钴铝酸锂、富锂锰基材料和磷酸铁锂中的一种或多种。
第二方面,本发明实施例还提供了一种电池,包括隔膜、负极片和如第一方面所述的正极片,所述正极片和所述负极片之间至少存在一层所述隔膜。
本发明实施例,通过在正极片的集流体和活性材料层之间,涂布一层包含有磷酸铝材料的功能层,从而可以使得电池在针刺的时候避免或者减少正极集流体与负极片的接触,减小内短路电流,进而提升了电池的针刺安全性。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获取其他的附图。
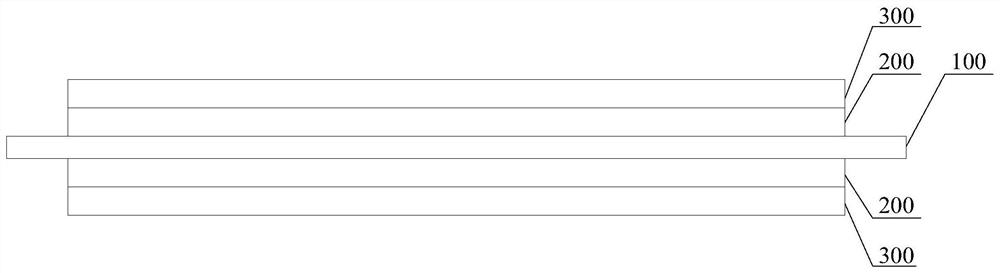
图1是本发明实施例提供的正极片的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获取的所有其他实施例,都属于本发明保护的范围。
参照图1,本发明实施例提供了一种正极片,包括集流体100,所述集流体100的一侧或两侧涂布有功能层200,所述功能层200远离所述集流体100的一侧涂布有活性材料层300,所述功能层200包括磷酸铝材料。
在本发明实施例中,上述正极片可以应用于锂电池的电芯结构中,在锂电池的电芯结构中,正极片与负极片通常为相对设置,且正极片与负极片之间形成有隔膜。上述正极片的集流体100可以为铝箔,上述集流体100的一侧或者两侧可以预先涂布有功能层200,上述功能层200包括磷酸铝材料,而后在上述功能层200远离上述集流体100的一侧涂布活性材料层300。换句话说,上述功能层200位于上述活性材料层300和集流体100之间,从而在进行针刺测试时,由于包含磷酸铝的功能层200对集流体100的包覆作用,从而可以在针刺测试的过程中分隔正极集流体100和负极片,有效减少了针刺测试中的内短路现象。
同时,磷酸铝材料耐热性和化学稳定性良好,在针刺过程中不易发生热分解,且不易与电解液等其他材料发生副反应。
本发明实施例,通过在正极片的集流体100和活性材料层300之间,涂布一层包含有磷酸铝材料的功能层200,从而可以使得电池在针刺的时候避免或者减少正极集流体100与负极片的接触,减小内短路电流,进而提升了电池的针刺安全性。
可选地,上述磷酸铝材料的中位径D50可以为0.1μm~1.2μm。
上述磷酸铝材料的中位径D50可以根据实际需要进行设置。由于上述磷酸铝材料的中位径会影响上述功能层200中,磷酸铝颗粒分布的密集程度,磷酸铝材料的中位径越小,则磷酸铝颗粒在功能层200中的分布可以越密集。因此,在本发明实施例中,上述磷酸铝材料的中位径D50可以为较小的值,具体可以为0.1μm~1.2μm,从而提升功能层200对集流体100的保护作用。
可选地,上述活性材料层300的厚度大于上述功能层200的厚度。
可以理解的是,活性材料层300的涂布厚度与电池容量相关,活性材料层300越厚,则电池容量越大,因此在本发明实施例中,活性材料层300的厚度可以大于上述功能层200的厚度,从而提升电池的容量。
同时,功能层200的涂布厚度和活性材料层300的涂布厚度均与充电速率相关,在保证电池容量的情况下,如果涂布厚度增大,则会导致锂离子的传输速率降低,充电速率会相应减慢。因此,在本发明实施例中,上述活性材料层300和功能层200的厚度可以结合电池容量和充电速度等因素进行设置。
具体地,上述功能层200的厚度可以为3~12μm。上述活性材料层300的厚度可以大于或等于20μm。
可选地,上述功能层200还可以包括粘结剂和导电剂,上述磷酸铝材料、粘结剂和导电剂的质量比为40~98:1~50:1~10。
在本发明实施例中,上述导电剂用于提高电极内部电子的转移速率,降低电极欧姆电阻。其材料可以根据实际需要进行设置,可以采用导电炭黑、碳纳米管和石墨烯中的至少一种材料。
上述粘结剂用于保证制浆时的均匀性和安全性,对颗粒间起到粘接作用,并将功能层的磷酸铝颗粒粘接在集流体100上。其材料可以根据实际需要进行设置。可选地,在本发明实施例中,上述粘结剂可以包括聚偏氟乙烯、偏氟乙烯-六氟丙烯的共聚物、聚酰胺、聚丙烯腈、聚丙烯酸酯、聚丙烯酸、聚丙烯酸盐、羧甲基纤维素纳、聚乙烯呲咯烷酮、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯、聚六氟丙烯和丁苯橡胶中的一种或多种。
进一步地,上述磷酸铝材料、粘结剂和导电剂的质量比可以为70~98:1~10:1~20,上述磷酸铝材料所占的质量比可以适当提升,从而进一步确保针刺时的电池安全性。
在本发明实施例中,上述正极片的集流体100上涂布的活性材料层300可以包括活性材料粘接剂和导电剂,上述粘接剂用于保证活性物质制浆时的均匀性和安全性,对活性物质颗粒间起到粘接作用,同时将活性物质粘接在集流体100上。其材料可以根据实际需要进行设置。
与上述实施例类似地,在本发明实施例中,上述粘结剂也可以包括聚偏氟乙烯、偏氟乙烯-六氟丙烯的共聚物、聚酰胺、聚丙烯腈、聚丙烯酸酯、聚丙烯酸、聚丙烯酸盐、羧甲基纤维素纳、聚乙烯呲咯烷酮、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯、聚六氟丙烯和丁苯橡胶中的一种或多种。
可选地,上述活性材料层300可以包括活性材料、粘结剂和导电剂,上述活性材料可以包括钴酸锂、镍钴锰酸锂、镍钴铝酸锂、富锂锰基材料和磷酸铁锂中的一种或多种。
本发明实施例还提供一种电池,包括隔膜、负极片和如上任一实施例所述的正极片,所述正极片和所述负极片之间至少存在一层所述隔膜。
由于本发明实施例提供的电池采用了上述实施例的全部技术方案,因此至少具有上述实施例的技术方案所带来的所有有益效果,在此不再一一赘述。
为了更好的理解本发明,以下将以具体的实现方式详细阐述本发明的具体实现过程。
设置实施例1~9,其中,
实施例1:
(1)正极片的制备
将安全功能材料磷酸铝、粘结剂聚偏氟乙烯(polyvinylidene fluoride,PVDF)和导电炭黑分散在N-甲基吡咯烷酮得到均匀的底涂层浆料(安全功能浆料);所述安全功能浆料中,固体成分包含95wt%的磷酸铝、3wt%的粘结剂PVDF和2wt%的导电炭黑。将镍钴锰酸锂(Nickel Cobalt Manganese Based Cathode Materials,NCM)、粘结剂PVDF和导电炭黑分散在N-甲基吡咯烷酮得到均匀的活性层浆料;所述活性层浆料中,固体成分包含97wt%的混合活性物质、2wt%的粘结剂PVDF和1wt%的导电炭黑。将上述制备好的安全功能浆料涂布到铝箔的两个表面,85℃下烘干;在涂布有功能层200的两个表面上继续涂布一层活性物质层,85℃下烘干,经过冷压、裁片、模切后,在85℃的真空条件下干燥8h,制备得到正极片P1。其中,功能层200的厚度为6μm,功能层200的磷酸铝粒径D50为0.4μm,活性层厚度为60μm减去功能层200的厚度。
(2)负极片的制备
将石墨、粘结剂丁苯橡胶、增稠剂羧甲基纤维素钠和导电剂导电炭黑混合分散在去离子水中得到负极浆料;负极浆料中,固体成分包含95wt%的石墨、1.5wt%的羧甲基纤维素钠、1.5wt%的导电炭黑、2wt%的丁苯橡胶。将所述负极浆料均匀地涂在铜箔两个面上,经过90~130℃干燥6小时、辊压机压实,得到负极片N1。
(3)制备锂离子电池:
将制备的正极片P1、负极片N1和隔膜制备得到叠芯,采用铝塑膜封装,真空状态下烘烤48h去除水分后,注入电解液,在对电池进行化成和分选,得到方形软包锂离子电池,记为C1。
实施例2与实施例1不同之处在于功能层200的厚度为3μm,制备得到锂离子电池C2。
实施例3与实施例1不同之处在于:功能层200的厚度为9μm,制备得到锂离子电池C3。
实施例4与实施例1不同之处在于:功能层200的厚度为12μm,制备得到锂离子电池C4。
实施例5与实施例1不同之处在于:功能层200中磷酸铝的粒径D50为0.1μm,制备得到锂离子电池C5。
实施例6与实施例1不同之处在于:功能层200中磷酸铝的粒径D50为0.8μm,制备得到锂离子电池C6。
实施例7与实施例1不同之处在于:功能层200中磷酸铝的粒径D50为1.2μm,制备得到锂离子电池C7。
实施例8与实施例1不同之处在于:正极活性材料为钴酸锂,制备得到锂离子电池C8。
实施例9与实施例1不同之处在于:正极活性材料为镍钴铝三元材料(NCA),制备得到锂离子电池C9。
设置对比例1~3,其中,
对比例1
(1)正极片的制备
将镍钴锰酸锂、粘结剂PVDF和导电炭黑分散在N-甲基吡咯烷酮得到均匀的活性层浆料;所述活性层浆料中,固体成分包含97wt%的混合活性物质、2wt%的粘结剂PVDF和1wt%的导电炭黑。将上述制备好的安全功能浆料涂布到铝箔的两个表面,85℃下烘干,制备得到正极极片。其中,活性层厚度为60μm。
(2)负极片的制备
将石墨、粘结剂丁苯橡胶、增稠剂羧甲基纤维素钠和导电剂导电炭黑混合分散在去离子水中得到负极浆料;负极浆料中,固体成分包含95wt%的石墨、1.5wt%的羧甲基纤维素钠、1.5wt%的导电炭黑、2wt%的丁苯橡胶。将所述负极浆料均匀地涂在铜箔两个面上,经过90~130℃干燥6小时、辊压机压实,得到负极片。
(3)制备锂离子电池:
将上述制备的正极片、负极片和隔膜制备得到叠芯,采用铝塑膜封装,真空状态下烘烤48h去除水分后,注入商购的电解液,在对电池进行化成和分选,得到方形软包锂离子电池,记为D1。
对比例2与对比例1不同之处在于:活性物质材料为钴酸锂,制备得到锂离子电池D2。
对比例3与对比例1不同之处在于:正极活性材料为镍钴铝三元材料(NCA),制备得到锂离子电池D3。
对上述实施例1~9和上述对比例1~3的电池进行针刺测试,具体流程可以如下:
将锂离子电池置于25℃恒温箱中,静置30分钟,使锂离子电池达到恒温。将达到恒温的锂离子电池以1C恒流充电至上限电压(4.3V),然后以4.3V恒压充电至电流为0.05C。将满充锂离子电池转移至穿钉测试机上,保持测试环境温度25℃±2℃,用直径为5mm的钢钉,以25mm/s的速度匀速穿过锂离子电池中心,保留1小时,锂离子电池不起火不爆炸不冒烟记为通过。每次测试10个锂离子电池,以通过针刺测试的锂离子电池数量作为评价锂离子电池安全性能的指标。
得到结果如表1所示:
表1
由表1可知,在正极片的集流体100和活性材料层300之间涂布包含磷酸铝的功能层200,可以有效提升电池的针刺通过率。同时,为了进一步提升电池的针刺通过率,上述功能层200的厚度可以大于3μm,具体可以优选为9μm~12μm。上述磷酸铝的粒径可以小于1.2μm,具体可以优选为0.1μm~0.8μm。
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
- 一种固态电池用正极片或负极片的制备方法、固态电池用正极片或负极片、固态电池
- 电池正极极片及制作方法以及具有该电池正极极片的电池