一种批量热镀高效环保连续走镀工艺及装备
文献发布时间:2023-06-19 11:22:42
技术领域
本发明设计冶金行业中批量热浸镀技术领域,具体涉及一种批量热镀高效环保连续走镀工艺及装备。
背景技术
在钢铁表面镀锌是一种全球普遍应用的钢铁防腐技术之一,它可以同时为钢基体提供物理屏障保护和牺牲阳极保护。随着国民经济的发展,对一些重要钢铁结构件采用热镀锌的需求日益增多,由于热镀锌比电镀锌具有无可比拟的优势,因此,除应用于汽车、民用镀锌钢板、钢管、钢丝等连续热镀锌外;批量热浸镀锌结构件在电力、交通、光伏支架、通讯、市政工程、海洋结构、桥梁、建筑等领域的使用比例呈现强势增长。热镀锌技术也朝着环保、低能耗、低污染、高质量和机械化时代发展;传统陈旧的技术会逐渐被淘汰,热镀锌新技术的发展和推广周期在逐步缩短。
相对于连续镀锌而言,我国批量热镀锌的技术相对落后,现有技术中的批量热镀工艺采用较为传统的线性走镀工艺:脱脂→水洗→酸洗→水洗→助镀→烘干→热浸镀→出锌→水冷→钝化→成品。该工艺生产效率较低、节奏相对较慢、产能低、难以满足工业化的步伐,且工件在前处理等待过程中造成能源的浪费。因此,开发新型环保的批量连续热镀工艺、降低生产成本对提高批量镀锌的生产效率、提高企业效益具有重要的意义。专利(CN203700474U)公开了一种热镀锌环形生产线,该生产线将挂件区、酸洗区、镀锌区、冷却区、钝化区和卸件区依次呈环形排列分布,通过地轨车将镀锌件送至酸洗区,再交由酸洗区起吊装置进行酸洗,然后经酸洗等前处理后的工件再放入转换坑交由环形单轨上起吊装置进行镀锌、冷却、钝化,再由地轨送至卸料区;该专利虽然将各区呈环形的分布,但每个区都是单独机动的,中间需要经过几次工件中转,虽然相比线性排列有所改进,但其操作繁琐,工作效率相对较低,而且难以实现连续化高效生产。
针对上述不足,本发明进行了进一步的改进,提供一种批量热镀高效连续走镀工艺及装备,以期改变当前的批量镀锌生产现状,该生产工艺具有生产效率高、占地空间小、可连续批量热镀等优点,将批量镀锌实现连续化作业。
发明内容
针对现有批量热镀锌存在的生产效率低、批量热镀等待时间长、操作繁琐,工作效率相对较低,而且难以实现连续化高效生产,本发明提供了一种批量热镀高效环保连续走镀工艺及装备。同时针对现有生产工艺中粉尘、酸雾等污染现状,本申请在前处理过程采用环保型除锈剂替代传统酸洗,其优势在于整个工艺流程中不产生危废排放,采用封闭环境一方面是为了防止由于挥发产生的一些腐蚀性气氛对车间装备造成腐蚀,另一方面为改善车间工作环境。
为达到到上述目的,本发明提供了如下技术方案:
一种批量热镀高效环保连续走镀工艺,该工艺包括按工艺流程依次包括上料区、前处理区、浸镀区、后处理区和卸料区,其特征在于,该连续走镀工艺采用一个环形轨道,环形轨道配备电动传送装置,整个工艺流程无需中转,所有区域的物料输送均在同一个环形轨道上完成,上料区设置起始时刻不同的多组电动葫芦,使不同电动葫芦上的物料按照时间差进入环形轨道,实现批量件的连续循环走镀。
所述上料区和卸料区包括轨道电动地坪车、电动葫芦及吊具,吊具下挂有工件,实现物料的传送和挂装;电动葫芦及相应吊具的数量为不少于四组,第一组电动葫芦携带物料从前处理区中的酸洗工序刚出来,第二组电动葫芦携带物料从前处理区中的水洗工序进入酸洗工序,依次类推,当第一组物料从前处理区出来后进入浸镀区,锌锅长度能容纳两批物料,且物料在锌锅内沿环形导轨向前移动,再依次进入后处理区、卸料区,卸料后的电动葫芦继续挂料进行下一个循环;四组电动葫芦能够实现批量件的连续循环热镀;
或者电动葫芦每两组为一个单元,同一个单元的两组电动葫芦时间间隔小于不同单元的两组电动葫芦启动的时间间隔,第一组电动葫芦携带物料进入前处理区中的酸洗工序,第二组电动葫芦开始进入前处理区的脱脂工序,第三组在第一组出酸洗工序时启动,第四组在第三组进入酸洗工序时启动。
一种批量热镀高效环保连续走镀装备,包括脱脂处理池、第一水洗池、酸洗池、第二水洗池、助镀池、烘干装置、锌锅、水冷池、钝化池,其特征在于,所述脱脂处理池、第一水洗池、酸洗池、第二水洗池、助镀池、烘干装置属于前处理区,锌锅为浸镀区,水冷池和钝化池属于后处理区,在前处理区前设置有上料区,后处理区后设置卸料区,卸料区与上料区相接,形成环形路线,所有区均通过同一个环形轨道进行物料输送;上料区内设置轨道电动地坪车、电动葫芦及吊具,物料由吊具固定在电动葫芦上依次经过上述各区,最后从卸料区卸料后,电动葫芦再次进入上料区等待下一次循环;上述各区的设备均位于环形轨道下方,锌锅处于封闭室内,在封闭室顶部安装有烟尘吸收装置,前处理区也位于封闭的酸雾房中。
所述酸洗池内采用环保型除锈剂代替传统酸洗,环保型除锈剂主要由羧基硫代丁二酸、植酸、苹果酸、柠檬酸以及添加剂组成,如GD-X201环保型除锈剂,用于连续批量热镀。采用有机弱酸替代传统污染严重的盐酸、硫酸等无机酸,具有可循环添加使用,使整个生产过程不存在危废排放,具有除锈速度快、高效环保、节能、降耗、成本低等优势,具有广阔的市场前景。
在助镀工序中,采用少烟助镀剂代替传统的助镀剂,增加了热镀层的种类,既可用于镀锌,亦可用于热镀Galfan合金等,减少了热镀锌烟尘的排放。
所述烘干装置为吊挂式烘干(现有为地坑式烘干)或热风烘干方式,烘干装置沿走镀方向两端设有自动门,烘干装置上部设有鳞片状密封装置,能进行热镀走线,自动门能够在工件进出时打开或关闭,在烘干装置内实现烘干操作。热风烘干箱与生产线(即前处理区其它设备的作业高度均相同)处于同一水平高度,可选择吊挂件箱式热风烘干装置进行烘干,实现在输送过程中的烘干作业,不需要在某个工序长时间停留,提高了工作效率。
所述锌锅为内加热陶瓷锌锅,锌锅上部封闭室上安装有烟尘收集装置,所述烟尘收集装置为顶吸式装置,在浸镀区锌锅上方的吊具通道两侧设有吸收口,为顶吸式,在吸收口外侧设有烟尘收集装置,可以有效收集锌锅在热镀过程产生在热流作用下会上逸的烟尘,除尘效果较现有的烟尘吸收口在锌锅口的两侧的侧吸式更好。
所述前处理的所有工序均在封闭酸雾房进行,可以形成环形对称式布置,脱脂处理池、第一水洗池、酸洗池、第二水洗池位于一侧,助镀池和热风烘干箱位于另一侧,助镀池和热风烘干箱均采用两套并列的设备,物料由电动葫芦带动沿环形轨道依次经过各设备。
本发明环保连续走镀工艺为环形走镀工艺,可实现连续作业,在一批工件经过上料、前处理、镀锌后,下一批工件可紧随连续走镀;待上一批工件经过后处理工序、卸料后,卸料后的电动葫芦可以立刻赶赴上料区连续作业。
与传统的线性流程相比,本发明的有益效果是:
本发明针对热镀锌企业面临的环保压力,提供了一种环形高效环保连续走镀工艺及装备,该工艺通过环形轨道将整个工艺流程首尾衔接,采用环形轨道依次将上料区、前处理、镀锌区、后处理区、卸料区紧密连接,通过四组电动葫芦,调整前处理和浸镀区的时间间隔,使批量镀锌实现连续化生产,从而使其能够像类似于长材镀锌那样,不间断连续走镀,大大提高企业的生产效率。本发明采用环形走镀工艺可实现不停车、不折返连续作业,简化了操作工艺、减少了批量镀锌的等待时间,实现了从上料到卸料的连续化生产,大大提高了生产效率,提高企业生产效益,减少了烘干、浸锌等设备的待机时间,具有节能、降耗、生产高效、占地少、节能减排、环保等特点。
所述锌锅大小可根据单批量结构件尺寸调整,锌锅可同时容纳两批工件同时作业,所述锌锅为内加热陶瓷锌锅,通过内加热器供热,具有供热快、锌渣少等优势,可以实现足够的热量供应。
本申请中的环形设计仅设置一个环形轨道,工件中间不需要中转,采用环形走镀工艺避免了在批量热镀中天车的折返和中转,实现了批量件的循环式流水化连续热镀作业,缩短作业时间,提高生产效率。
与传统的前处理工序相比,本发明采用环保型除锈剂替代传统污染严重、易产生酸雾的盐酸等无机酸进行除锈作业,具有高效环保、除锈速度高、可循环添加使用、无任何危废排放等优势,在其使用一段时间后仍能可以通过成分补给保持较高的除锈效率,减少水体污染问题。
附图说明
图1为本发明批量热镀高效环保连续走镀工艺的流程示意图。
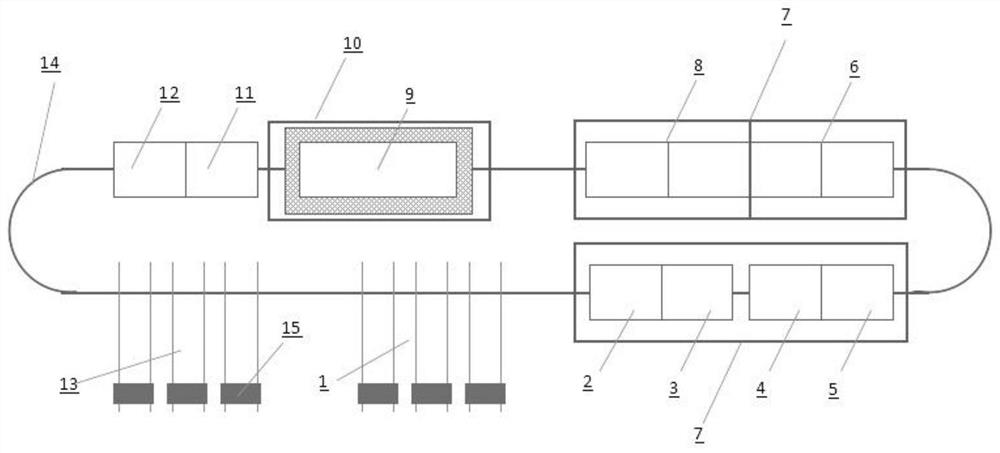
图2为本发明批量热镀高效环保连续走镀工艺的布局三维结构示意图。
图3本发明中批量热镀高效环保连续走镀工艺中锌锅封闭室的三维模拟示意图。
图中,1上料区、2脱脂处理池、3水洗池、4酸洗池(环保除锈剂)、5水洗池、6助镀池、7酸雾房、8热风烘干箱、9锌锅、10封闭室、11水冷池、12钝化池、13卸料区、14环形轨道(包括电动传送装置)、15电动地坪车、16绝热密封条、17烟尘吸收装置、18自动门、19电动葫芦、20工件。
具体实施方式
下面结合实施例及附图进一步解释本发明,但并不以此作为对本申请保护范围的限定。
本发明一种批量热镀高效环保连续走镀工艺及装备(如图1所示),该连续走镀工艺是一种采用环形轨道(配备电动传送装置)实现连续走镀工艺,该环形走镀工艺按工艺流程依次包括上料区、前处理区、浸镀区、后处理区和卸料区,整个工艺流程无需中转,可连续循环走镀;所述上料区和卸料区包括轨道电动地坪车、电动葫芦及吊具(吊具下挂有工件),实现物料的传送和挂装;前处理区包括酸洗池、水洗池、助镀池、烘干装置等,采用环保型性除锈剂代替传统酸洗用于连续批量热镀,所有前处理的设备都在环形轨道下方,电动葫芦从始至终始终带着工件沿环形轨道从一个设备进入另一个设备,;采用新型的少烟助镀剂代替传统的助镀剂,增加了热镀层的种类(即可镀锌,亦可热镀Galfan合金),减少了热镀锌烟尘的排放,浸镀区中锌锅置于封闭室内,锌锅置于封闭室内,在封闭室的两侧顶部设置吸收口,封闭室在环形轨道下部,工件由电动葫芦及吊具吊着在封闭室内的锌锅进行热镀,在热镀过程中工件也沿着环形轨道向前移动,封闭室两侧有自动门,工件离开封闭室,自动门关闭,锌锅上方的封闭室顶部设置的吸收口,能有效吸收热镀过程中上浮的烟尘。所述的烘干装置与生产线处于同一水平高度,通过电动葫芦一直带着,不用调整高度,使用方便,选择可吊挂件箱式热风烘干装置,工件从加热箱中通过;所述前处理工序在封闭酸雾房进行;所述浸镀区包括锌锅和烟尘吸收装置;所述后处理区包括水冷池和钝化池。
本实施例中酸洗工序时间为5-10min,助镀时间为20-50s,热浸镀时间为40-60s,锌锅较大,同时容纳两批件,为后面一组预留出调配时间,前一组工件在浸入锌锅中后,不出锌液移至锌锅另一侧出锌锅,为后面一组工件留出空间;钝化工序时间为10-30s。
高效连续走镀工艺,通过带电动装置的环形轨道实现连续走镀作业,自上料区挂装的工件经前处理、助镀烘干后进入锌锅区浸锌,浸锌温度保持在420℃~470℃,浸锌时间为30s~60s;待一批工件自锌锅一侧浸入锌液中后,工件自锌液中移至锌锅另一侧出锌,同时另一批工件可重复上述浸锌过程,实现连续走镀;经冷却钝化后的成品直接送至卸料区卸料,卸料后的电动葫芦自上料区挂件进入循环走镀工序。
所述前处理中的酸洗除锈为GD-X201环保型除锈剂,主要由羧基硫代丁二酸、植酸、苹果酸、柠檬酸以及添加剂组成,该环保型除锈剂采用有机弱酸替代传统污染严重的盐酸、硫酸等无机酸,具有高效环保、除锈速度高、无任何危废排放、可循环添加使用、价格低等优势。酸洗池的数量可以为多个,多个酸洗池依次布置,也可以为一个大体积酸洗池,使其至少能容纳两批工件进行酸洗,实现在长时间酸洗工序中,多批工件具有一定时间差同时进行酸洗,按照该时间差出酸洗池,进入下一工序,实现批量件的连续热镀,提高生产效率。
进一步,所述烘干装置为吊挂式烘干(现有为地坑式烘干),热风烘干方式,烘干装置本体内部两侧设置有热风口,烘干装置本体的顶部走线处设有鳞片状密封装置,在烘干装置两端沿走镀方向均设有自动门。
进一步,所述锌锅为内加热陶瓷锌锅,锌锅上部设有烟尘收集装置,所述烟尘收集装置为顶吸式装置,在浸镀区锌锅上方吊具走镀通道两侧设有吸收口,外侧设有烟尘收集装置17。
进一步,所述锌锅大小可根据单批量结构件尺寸调整,所述锌锅可同时容纳两批工件同时作业,所述锌锅为内加热陶瓷锌锅,通过内加热器供热,具有供热快、锌渣少等优势,可以实现足够的热量供应。
所述的电动装置为电动葫芦及吊具不少于四组,电动葫芦能够带动工件实现升起或下降,协助工件完成相应的工序。两组电动葫芦为一个单元,一个单元中两组电动葫芦的时间差小于不同单元的相邻启动时间的电动葫芦的时间差;电动葫芦设置六组时,根据实际生产情况,会存在一个备用组,在某一个电动葫芦出现故障时启用,保证生产效率。
所述锌锅为内加热陶瓷锌锅,锌锅上部设有烟尘收集装置;
所述的锌锅大小可根据单批量结构件尺寸调整,所述锌锅可同时容纳两批工件同时作业;
所述的烘干装置,烘干方式为热风烘干,烘干箱上部带有鳞片状自动回弹绝热密封垫,其目的是待走镀装置通过后能迅速封闭,减少热量损失。
本发明的进一步特征在于在不改动生产装备的条件下,可以通过调整助镀剂成分,采用该发明工艺浸锌热镀Galfan合金以及其他锌铝合金产品等。
在本发明做出之前,通常结构件批量镀锌采用的天车线性往返走镀工艺;需要在镀锌后进行卸载,然后再返回上料区进行下一批的挂镀。
下面结合具体实施例对本发明作进一步说明。
实施例1
本实施例拟进行热镀产品为建筑用脚手架,其牌号为Q235(化学成分:C0.14-0.22%Mn0.30-0.65%Si≤0.30%S≤0.050P≤0.045)。
在本发明做出之前,通常结构件批量镀锌采用的天车线性往返走镀工艺;需要在经前处理工序镀锌后进行工件卸载,然后天车再返回起始区上料进行下一批的热镀;而且脚手架采用盐酸等无机酸进行酸洗除锈,其前处理过程中产生的酸雾等对环境造成污染,而且废酸需要进一步的后处理;因此,采用环保型有机酸除锈剂替代传统酸洗势在必行,此外,环形连续走镀工艺相较于线性往返走镀工艺来说,可以大大提高生产效率,减少批量镀锌的等待时间,对提高企业生产效益、降低能源消耗及产品综合成本具有重大的意义。
本实施例一种环形高效连续走镀工艺,如图1所示,按工艺流程,原材料毛坯在上料区1中的电动地坪车15上进行脚手架的批量装载,装载好的工件由电动地坪车运送至上料区所在的环形轨道14下方,由环形轨道上的电动葫芦挂载,依次进行脱脂(脱脂处理池2)→水洗(水洗池3)→酸洗(酸洗池4)→水洗(水洗池5)→助镀(助镀池6)→烘干(热风烘干箱8)→热浸镀锌(锌锅9)→水冷(水冷池11)→钝化(钝化池12)→卸料(卸料区13)10s等操作;
环形轨道上设有四组电动葫芦,前处理后,进入镀锌,下一组电动葫芦进行前处理,在上一组电动葫芦装载进入下一工序后,下一组的电动葫芦自动进入上料区挂件,然后跟随上一组工件,重复上述工艺步骤,以实现不停车连续工作的目的。所述的前处理及助镀工序均在密闭的酸雾房7中实现;具体地,第一组电动葫芦带动工件进行酸洗工序完毕后,下一组电动葫芦带动工件进入前处理,前处理完毕后进入热镀工序,在由前处理转至热镀过程中,不出现大的停顿,锌锅可以同时下去两批工件,上一组电动葫芦卸料后直接从上料区挂料进入前处理区,利用助镀、烘干、浸锌、冷却、钝化之间的时间差来弥补酸洗过程的时间,进而实现连续无间隙的生产。
所述热浸镀锌过程中的锌锅外设置有封闭室10(参见图3,图3仅表示相关设备的安装相对位置,具体设备结构均可通过商购获得,为成熟技术),封闭室10沿走镀方向的两端均设置有自动门18,封闭室顶部沿走镀方向设置有绝热密封条16,封闭室顶部绝热密封条两侧设置有吸收口,封闭室顶部外侧设置有烟尘吸收装置17,烟尘吸收装置与吸收口连通,吸收封闭室内的烟气。封闭室的一侧设置有能升降的观察门或者透明玻璃制成的观察门,用于观察镀锌情况,能升降的观察门在开始镀锌时将观察门关闭,在镀锌结束后将观察门开启,方便观察浸镀情况。环形轨道位于封闭室上方,环形轨道上的走镀装置(电动葫芦带动工件20沿环形轨道移动)进入浸镀区时,封闭室进入侧的自动门18开启,工件进入封闭室后该自动门关闭,封闭室顶部中轴线上设置绝热密封条16,电动葫芦与工件连接的部分沿中轴线向前移动,经过绝热密封条时密封条部分开启,经过后关闭,保持封闭状态,在封闭室内电动葫芦电动工件缓慢下降进入锌锅,并走镀至锌锅的另一侧,镀锌结束后电动葫芦带动工件缓慢升起离开锌锅,随着走镀,工件出锌锅后经过烟尘收集装置出口侧的自动门开启,工件出浸镀区,该侧的自动门关闭;经水冷钝化后可得到具有良好外观质量的热镀锌脚手架(镀层厚度约50微米)。
该实施例中热浸镀锌采用的内加热陶瓷锌锅,具有热利用率高、产生锌渣少等优势;进一步的,该实施例中采用的环保型除锈剂为GD-X201环保型除锈剂,主要由羧基硫代丁二酸、植酸、苹果酸、柠檬酸以及添加剂组成,该环保型除锈剂是以上述几种有机弱酸为主要成分的复合除锈剂,具有高效环保、除锈速度高、可循环添加使用等优势。该实施例中热浸镀温度维持在450℃;浸镀时间为40~60s;该工艺采用的热镀锌助镀剂为普通锌铵助镀剂(氯化锌:氯化铵=1:1);助镀时间30s,助镀温度60~70℃;烘干温度为150℃。
实施例2
本实施例采用的工件仍是建筑用脚手架,与实施例1不同的是,该实施例的镀层材料不是纯锌而是Galfan合金(Zn-5Al%-Re),但其具体实施方式同实施例1。
按工艺流程,原材料毛坯在上料区中的电动地坪车上进行脚手架的批量装载,装载好的工件由电动地坪车运送至上料区的环形轨道下方,由环形轨道上的电动葫芦挂载,依次进行脱脂→水洗→酸洗→水洗→助镀→烘干→热浸镀锌→水冷→钝化→卸料等操作;其特征在于环形轨道上设有四组电动葫芦,在上一组电动葫芦装载进入下一工序后,下一组的电动葫芦自动进入上料区挂件,然后跟随上一组工件,重复上述工艺步骤;以实现不停车连续工作的目的;所述的前处理及助镀工序均在密闭的酸雾房中实现;所述热浸镀锌过程中的锌锅上方设有烟尘收集装置;经水冷钝化后可得到具有良好外观质量的热镀Galfan脚手架(镀层厚度约20微米)。
Galfan合金镀层的厚度约为热镀锌的一半,但其耐腐蚀性是热镀锌脚手架的2~8倍,可以节约锌耗50%以上,大大降低施镀成本,提高其生产效益及利润空间;
该实施例采用的助镀剂为热镀Galfan专用助镀剂(专利号:201810612609.2),该助镀剂为热镀Galfan合金专用助镀剂,可以实现溶剂法单镀Galfan合金,镀层光亮美观、无漏镀;
该实施例中的热镀温度为420~440℃;助镀温度可为室温亦可加热至60~70℃;助镀时间为30s,烘干温度小于150℃,采用该实施例得到的脚手架产品具有漂亮的外观、镀层光亮均匀、具有优异的耐腐蚀性。
本发明的核心在于提供了一种环形高效连续走镀工艺,通过对走镀时间进行把控以及对各工序进行改进,实现了批量热镀锌的连续化生产。批量镀锌通常是针对一些不连续的结构件(比如脚手架、五金件、钢格板、护栏板等);连续镀锌针对一些连续的长材(如钢丝、钢带、盘条等),本申请是针对批量镀锌中生产效率低下、间隔等待时间长等缺点,采用独立的环形单轨连接整个生产工序,针对热镀锌企业面临的环保压力,对前处理工序以及热镀工艺进行了改进,采用环形轨道依次将上料区、前处理、镀锌区、后处理区、卸料区紧密连接,通过四组电动葫芦,调整前处理和镀锌区的时间间隔,不需要工件中转,减少停顿,使批量镀锌实现连续化生产,从而使其能够像类似于长材镀锌那样,不间断连续走镀,大大提高企业的生产效率。
本发明采用上述实施例对本发明作了进一步解释,在不偏离本发明核心内容的基础上所做出的改进均属本发明保护范围。
本发明未述及之处适用于现有技术。
- 一种批量热镀高效环保连续走镀工艺及装备
- 一种带镀前平整功能的连续热镀机组及热镀工艺