一种测量齿轮奇数齿直径的检测测具
文献发布时间:2023-06-19 11:29:13
技术领域
本发明涉及奇数齿齿轮测具,具体涉及一种测量齿轮奇数齿直径的检测测具。
背景技术
齿轮类零件是航空发动机的关键部件,工作在高速旋转、变负荷下的工作环境下,因此要求振动小且各种配合尺寸精度高,但是对齿轮类零件的测量难度较大,配合尺寸精度低,导致航空发动机的安全可靠性与使用寿命受到影响。
齿轮类零件中,奇数齿齿轮在直径方向上不对称,直接测量不能找到最大直径测量点,常规测具不能直接测量,而三坐标的测量效率低,且成本高,因此常使用奇数齿齿轮专用测具。
如申请号为CN202020225709.2的测量奇数齿齿轮齿顶圆和齿根圆直径的千分尺,包括尺架、固定连接在尺架上的微分头、左移动顶尖、左锁紧装置、右移动顶尖和右锁紧装置;主尺包括微分头、固定套筒、测量螺杆;尺架呈U字形,尺架包括横杆部、左竖杆部、右竖杆部,在所述的横杆部上设置有轴向为竖直方向的通孔,固定套管固定在通孔的上端,测量螺杆由所述通孔的下端伸出,横杆上还设有用于将所述测量螺杆与横杆位置相固定的测量螺杆锁紧装置;但是,该千分尺无法在批量检测时保证重复测量的精确度。
发明内容
本发明的目的在于提供一种测量齿轮奇数齿直径的检测测具,以解决现有技术中的齿轮测具批量检测时重复测量精确度无法保证的技术问题。本发明提供的诸多技术方案中的优选技术方案所能产生的诸多技术效果详见下文阐述。
为实现上述目的,本发明提供了以下技术方案:
一种测量齿轮奇数齿直径的检测测具,包括两个顶尖,所述两个顶尖之间安装有芯轴,所述芯轴上安装有量块和卸料螺母,所述量块的侧边安装有两个百分表。
所述两个顶尖和芯轴的轴线重合,所述芯轴和量块的轴线重合。
所述量块为中空的阶梯轴。
所述芯轴的中部为锥形轴,所述量块设有锥形孔一,所述锥形孔一的尺寸与锥形轴的尺寸相匹配。
所述芯轴的两端设有锥形孔二。
本发明至少可以产生如下技术效果:
本发明中,以量块作为测量基准,通过两个百分表对奇数齿齿轮的齿顶圆和齿底圆的直径进行测量,实现齿轮的批量检测,且重复测量精确度高。
附图说明
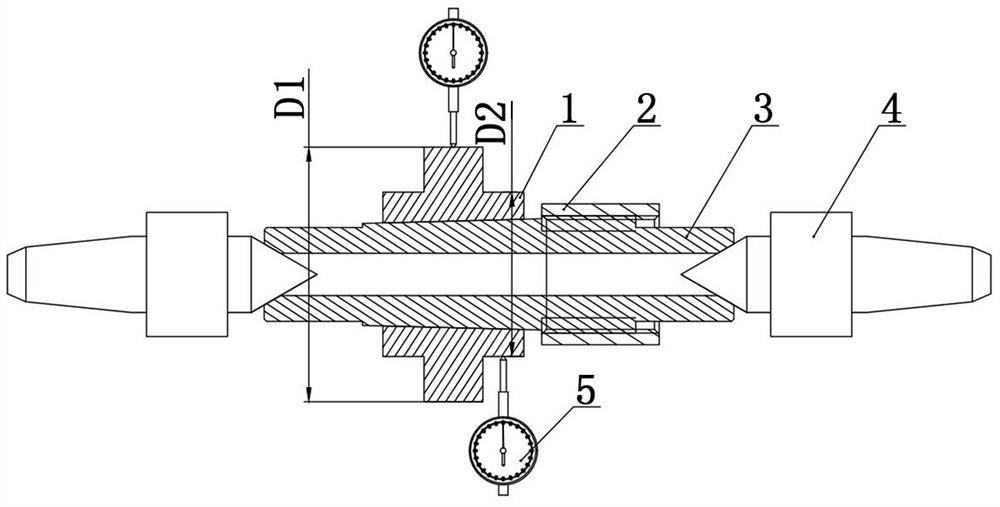
图1是本发明实施例的结构示意图;
图2是本发明实施例测量时的结构示意图;
图中:1-量块;2-卸料螺母;3-芯轴;4-顶尖;5-百分表;6-工件。
具体实施方式
如图1所示,一种测量齿轮奇数齿直径的检测测具,包括两个顶尖4,通过两个顶尖4安装芯轴3和工件6;所述两个顶尖4之间安装有芯轴3,所述芯轴3上安装有量块1和卸料螺母2,安装卸料螺母2便于量块1的快速卸下;所述量块1的侧边安装有两个百分表5,通过百分表5测量量块1尺寸。
作为可选的实施方式,所述两个顶尖4和芯轴3的轴线重合,所述芯轴3和量块1的轴线重合,确保芯轴3以及量块1的安装精度。
作为可选的实施方式,所述量块1为中空的阶梯轴,最大轴径尺寸为工件6的理论齿顶圆直径尺寸D1,另一轴径尺寸为理论齿底圆直径尺寸D2,量块1根据需要测量的齿顶圆和齿底圆直径分组别制造,测量尺寸根据需要选取不同规格量块1进行快速转换。
作为可选的实施方式,所述芯轴3的中部为锥形轴,所述量块1设有锥形孔一,所述锥形孔一的尺寸与锥形轴的尺寸相匹配,且保证锥形孔一和锥形轴的精度高。
作为可选的实施方式,所述芯轴3的两端设有锥形孔二,便于安装在两个顶尖4之间。
本发明的测量方法为:
量块1通过锥形孔一和锥形轴配合固定,使用两个顶尖4对芯轴3进行定位;使用百分表5在量块1最大轴径位置和另一轴径位置的表面进行打表并固定打表位置,读取百分表5上的刻度值后取出芯轴3;如图2所示,将带有奇数齿齿轮的工件6以同样的位置固定在两个顶尖4之间上,再计算两次表针刻度差值,分别记为M和N,则理论齿顶圆直径尺寸D1减去两倍的M即可得到实际齿顶圆直径尺寸D3;理论齿底圆直径尺寸D2减去两倍的N即可得到实际齿底圆直径尺寸D4;测量完一个工件6的奇数齿齿轮后,更换另一个工件6,从而实现齿轮的批量检测,保证重复测量的精确度。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
- 一种测量齿轮奇数齿直径的检测测具
- 测量奇数齿轴齿轮的齿顶圆与齿根圆直径的游标卡尺