一种粘性流体食品包装用防粘薄膜及其制备方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于包装材料领域,具体涉及一种粘性流体食品包装用防粘薄膜及其制备方法。
背景技术
目前,市场上粘性流体食品一般采用塑料包装,而粘性流体食品在食用后会有一部分粘在杯壁或杯底造成粘杯现象,这种现象不仅存在于食品包装中,在洗发水、沐浴露等日化用品包装也十分普遍,不仅影响消费者的消费体验,也造成一定程度的资源浪费。聚丙烯是是一种性能优良的热塑性树脂,其优良的耐热性、耐化学性、电绝缘性使其广泛应用于食品工业、包装材料、农林渔业等领域,但是其作为粘性流体食品如酸奶的包装材料时存在产品粘杯的现象,造成资源浪费,提高其防粘性能极有必要。
发明内容
为克服现有技术的上述不足,本发明的第一目的是提供一种粘性流体食品包装用防粘薄膜,采用防粘功能改性剂与包装基材共混结合制备具有防粘性能的包装材料。
本发明的另一目的是,提供上述粘性流体食品包装用防粘薄膜的制备方法,工艺简单且可规模化生产。
为实现上述第一目的,本发明采用的技术方案是:
一种粘性流体食品包装用防粘薄膜,按照质量百分比含量计包括:聚丙烯树脂85%-91%、改性硅油3%–7%、聚四氟乙烯6%–8%,且上述原料均为食品级。
优选地,所述改性硅油通过以下制备方法得到:将乙烯基硅油和含氢硅油按照质量比为1:3混合,以铂为催化剂反应5min,加入纳米二氧化硅粉末,在90℃恒温搅拌2–4h得到,所述纳米二氧化硅与乙烯基硅油的质量比为0.1-1:1。
为实现上述第二目的,本发明采用的技术方案是:
上述粘性流体食品包装用防粘薄膜的制备方法,包括以下步骤:
1)将改性硅油和聚四氟乙烯按照质量配比混合后,取相同质量的聚丙烯树脂与其混合均匀,通过双螺杆挤出造粒机共混熔融挤出,熔融挤出温度为165–180℃,螺杆转速为20-40r/min,冷却切粒,得到改性防粘聚丙烯母粒;
2)将步骤(1)得到的改性防粘聚丙烯母粒和剩余的聚丙烯树脂混合均匀,通过塑料挤出流延机挤出流延成膜,流延挤出温度为165–185℃,螺杆转速为50-70r/min,得到粘性流体食品包装用防粘薄膜。
优选地,步骤1)中,所述熔融挤出温度分区依次设置为165℃、170℃、175℃、180℃、180℃、175℃、170℃,螺杆转速为30r/min。
优选地,步骤2)中,所述流延挤出温度分区依次设置为165℃、170℃、180℃、185℃、185℃、175℃、170℃,螺杆转速为60r/min。
与现有技术相比,本发明的有益效果在于:
本发明通过将防粘功能助剂改性硅油、聚四氟乙烯与聚丙烯树脂熔融共混,结合熔融挤出造粒和熔融挤出流延的方式制备具有良好防粘功能的食品级包装材料,克服其包装食品使用过程存在粘附现象,大大降低其残留量从而避免浪费。
以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
附图说明
附图作为本申请的一部分,用来提供对本发明的进一步的理解,本发明的示意性实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
图1是本发明的一实施例中防粘薄膜样品防粘性能测试的示意图;其中,α–片材与平面的角度;a–片材的长度,6cm;b–酸奶样品,20mL;c–防粘薄膜样品;
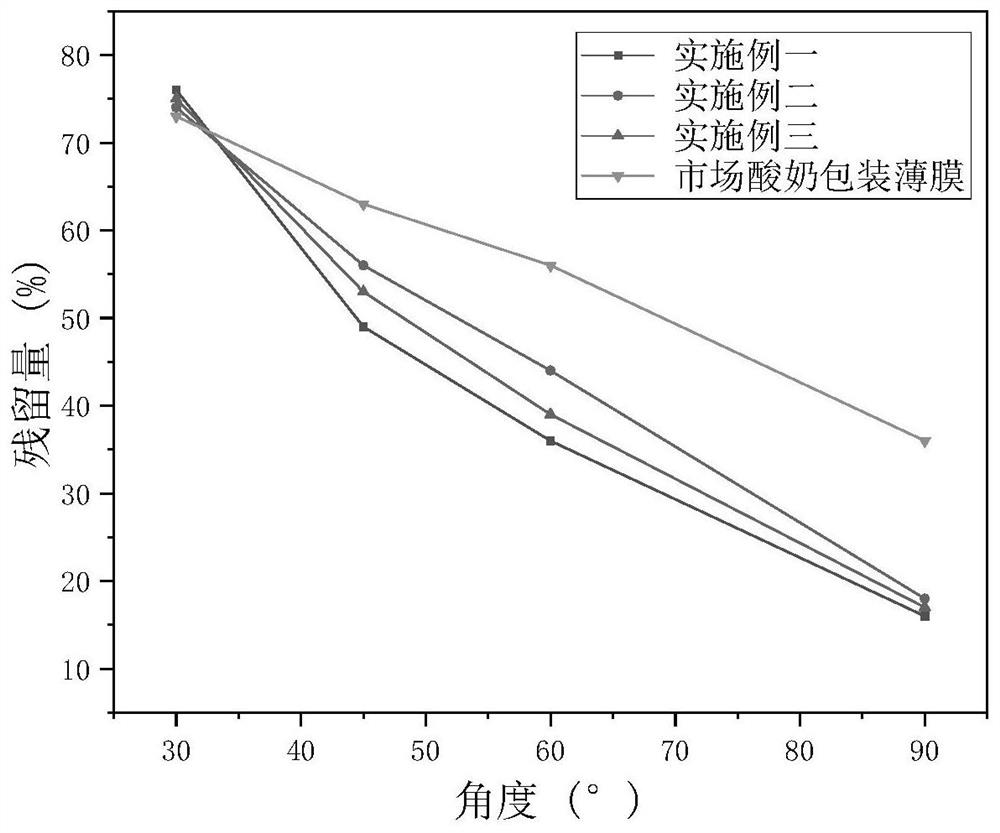
图2是不同倾斜角度下酸奶的残留量,α分别为30°、45°、60°、90°。
具体实施方式
下面通过具体实例和附图,对本发明的技术方案做进一步的菌体说明。应当理解,以下描述的具体实例仅用于解释文本发明,并不用于限定本发明。所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域的普通技术人员咋没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
制备粘性流体食品包装用防粘薄膜,聚丙烯、改性硅油和聚四氟乙烯的质量比为85:7:8,制备方法如下:
将乙烯基硅油和含氢硅油按照质量比1:3混合,以铂为催化剂反应5min,然后向其中加入纳米二氧化硅粉末,在90℃下恒温加热搅拌2h,得到改性硅油;将改性硅油和聚四氟乙烯混合后,将其再与相同质量的聚丙烯树脂混合均匀,通过造粒机共混熔融挤出,其中造粒机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、175℃、180℃、180℃、175℃、170℃,螺杆转速为30r/min,冷却切粒成大小均匀的颗粒,得到改性防粘聚丙烯母粒;得到的改性防粘聚丙烯母粒和剩下的聚丙烯树脂混合后,通过流延机挤出流延成膜,其中流延机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、180℃、185℃、185℃、175℃、170℃,螺杆转速为60r/min。
实施例2
制备粘性流体食品包装用防粘薄膜,聚丙烯、改性硅油和聚四氟乙烯的质量比为91:3:6,制备方法如下:
将乙烯基硅油和含氢硅油按照质量比1:3混合,以铂为催化剂反应5min,然后向其中加入纳米二氧化硅粉末,在90℃下恒温加热搅拌3h,得到改性硅油;将改性硅油和聚四氟乙烯混合后,将其再与相同质量的聚丙烯树脂混合均匀,通过造粒机共混熔融挤出,其中造粒机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、175℃、180℃、180℃、175℃、170℃,螺杆转速为30r/min,冷却切粒成大小均匀的颗粒,得到改性防粘聚丙烯母粒;得到的改性防粘聚丙烯母粒和剩下的聚丙烯树脂混合后,通过流延机挤出流延成膜,其中流延机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、180℃、185℃、185℃、175℃、170℃,螺杆转速为60r/min。
实施例3
制备粘性流体食品包装用防粘薄膜,聚丙烯、改性硅油和聚四氟乙烯的质量比为87:6:7,制备方法如下:
将乙烯基硅油和含氢硅油按照质量比1:3混合,以铂为催化剂反应5min,然后向其中加入纳米二氧化硅粉末,在90℃下恒温加热搅拌4h,得到改性硅油;将改性硅油和聚四氟乙烯混合后,将其再与相同质量的聚丙烯树脂混合均匀,通过造粒机共混熔融挤出,其中造粒机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、175℃、180℃、180℃、175℃、170℃,螺杆转速为30r/min,冷却切粒成大小均匀的颗粒,得到改性防粘聚丙烯母粒;得到的改性防粘聚丙烯母粒和剩下的聚丙烯树脂混合后,通过流延机挤出流延成膜,其中流延机的挤出工艺参数为:1-7区的温度依次被设置为165℃、170℃、180℃、185℃、185℃、175℃、170℃,螺杆转速为60r/min。
将实施例1至3制备的粘性流体食品包装用防粘薄膜和市售的酸奶包装薄膜采用如图1所示的方法进行防粘性能测试,测试方法如下:
将薄膜裁剪成长×宽为6cm×4cm的长方形样品,将其固定在一块长×宽为9cm×6cm的夹板上,用装满酸奶的量程为20mL的注射器注射一滴酸奶至薄膜样品的顶端,称取酸奶的质量,模拟人体在喝酸奶时的情况,分别以与水平面成30°、45°、60°和90°的角度放置测试样品,待酸奶流下之后静置20s,测量其残留量,每个样品的每个角度测试3次,按照下述公式计算,结果取平均值。
式中:
a为残留量,%;
b为经过倾斜之后残留的酸奶量,g;
A为原始的酸奶质量,g。
测试结果如图2所示,可以看出实施例1的防粘薄膜防粘性能最好,实施例2防粘效果次之,实施例3在90°下酸奶残留量低于20%,防粘效果远低于市场酸奶包装用薄膜。表明本发明制备的防粘薄膜具有良好的防粘性能,可以用于粘性流体食品的防粘包装。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
- 一种粘性流体食品包装用防粘薄膜及其制备方法
- 一种用于光固化连续面成型3D打印的防粘附薄膜制备方法