一种快速冷却塑料型材挤出模具及其使用方法
文献发布时间:2023-06-19 11:30:53
本申请是申请日为2019年4月15日,申请号为CN201910300166.8的发明名称为一种回流顶针擦拭胶层的快速冷却塑料型材挤出模具的分案申请。
技术领域
本发明涉及模具领域,具体地说是一种快速冷却塑料型材挤出模具及其使用方法。
背景技术
在加工中,通常是将粉状或粒状形态的聚合物加入到挤出机机筒中,在螺杆或柱塞的作用下,聚合物沿槽体向前移动,在模具的作用下形成与模具的口模形状相仿的连续体,最后经冷却定型,便可成型为所需要形状的制品,如各种塑料管棒材、片材、塑钢门窗、薄膜、装饰用踢脚线等。
现有技术在加工时,半成型的模体在成型室上加工成型时会将胶液粘覆在成型室上,成型室内侧的胶液人工无法有效清理,若胶液没有及时清理,日积月累胶垢会增厚,导致后期的模具在成型时增加了胶垢的厚层进行成型,使模具呈微变形状态,质量不合格。
发明内容
本发明的主要目的在于克服现有技术的不足,提供一种快速冷却塑料型材挤出模具及其使用方法,以解决在加工时,半成型的模体在成型室上加工成型时会将胶液粘覆在成型室上,成型室内侧的胶液人工无法有效清理,若胶液没有及时清理,日积月累胶垢会增厚,导致后期的模具在成型时增加了胶垢的厚层进行成型,使模具呈微变形状态,质量不合格的问题。
本发明采用如下技术方案来实现:一种快速冷却塑料型材挤出模具及其使用方法,其结构包括控制机、成型室、底箱,所述控制机安装在成型室上方并且二者电连接,所述成型室与底箱锁定,所述成型室位于底箱上方,所述成型室由成型架框、成型内架、回流管、顶针结构组成,所述成型架框与成型内架上下端锁定,所述成型内架与回流管啮合并且二者相通,所述顶针结构安装在成型架框左侧面,所述顶针结构安装在成型内架底部。
进一步优选的,所述成型内架包括安装竖架、成型模架、模支撑板,所述安装竖架与成型模架上下端锁定,所述成型模架与模支撑板上下端焊接。
进一步优选的,所述成型模架包括左部模架、右部模架,所述左部模架与右部模架轨道连接,所述左部模架位于右部模架左端。
进一步优选的,所述左部模架设有左部上位模架、左部底位模架,所述左部上位模架与左部底位模架通过升降柱连接,所述左部上位模架位于左部底位模架上方,所述右部模架设有右部上位模架、右部底位模架,所述右部上位模架与右部底位模架通过升降柱连接,所述右部上位模架位于右部底位模架上方。
进一步优选的,所述右部底位模架包括型架、擦胶层、气圈机,所述气圈机安装在型架上并且二者处于同一轴心,所述型架胶连接有擦胶层,所述擦胶层位于型架上方。
进一步优选的,所述擦胶层包括擦拭层、限位条、压杆、夹架,所述限位条与压杆底部胶连接,所述夹架通过压杆在限位条上滑动连接,所述限位条、压杆、夹架位于擦拭层下方,所述夹架位于限位条前方。
进一步优选的,所述顶针结构包括上顶针、下顶针、轮传动,所述上顶针与下顶针通过轮传动滑动连接在安装竖架上,所述上顶针与下顶针相对,所述轮传动位于下顶针右端。
本发明在加工时,半成型的模体从成型室的左端进入再由右端出来,轮传动运行带动上顶针与下顶针的上下移动,上顶针与下顶针在移动时针体插入半成型的模体,使得模体漏气,避免半成型的模体因移动时受到气压无法顺利移送;轮传动运行时带动成型模架内水流的向右流动,对模体的成型起到成型流畅和冷却的作用;为避免向右流动的水顺畅流动通过回流管抽取回送至成型模架左端,保证了水流的稳定性、提高了成型的流畅性;当单个的塑料制品完成后成型模架进行运行,即右部底位模架向下移动,接着左部底位模架与右部底位模架相对移动,移动时气圈机呈环状吹出气体辅助擦胶层对左部底位模架下表面进行擦拭,接着右部底位模架上升回位,因成型模架的左部模架为半成型的模体,而当模体到达右部模架时模体已为成型模体,使得左部模架处的下表面需进行擦拭,而右部模架的下表面无需擦拭;擦胶层擦拭过程中若胶垢较厚,厚层会下压擦拭层带动压杆的下移,压杆再带动夹架上移将均匀分布的擦拭层成簇,成簇后的擦拭层摩擦力增加进一步将垢层有效清理。
与现有技术相比,本发明的有益效果是:在加工时,半成型的模体从成型室的左端进入,成型的模体由右端出来,上顶针和下顶针实现擦拭成型架框左侧面的胶垢,左部模架下表面的胶垢由右部底位模架擦拭,擦拭过程中气圈机吹除部分胶垢,辅助增加了擦胶层的清理效果,同时擦拭层形成团簇状,增加了摩擦力将较厚的垢层清理。
附图说明
通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
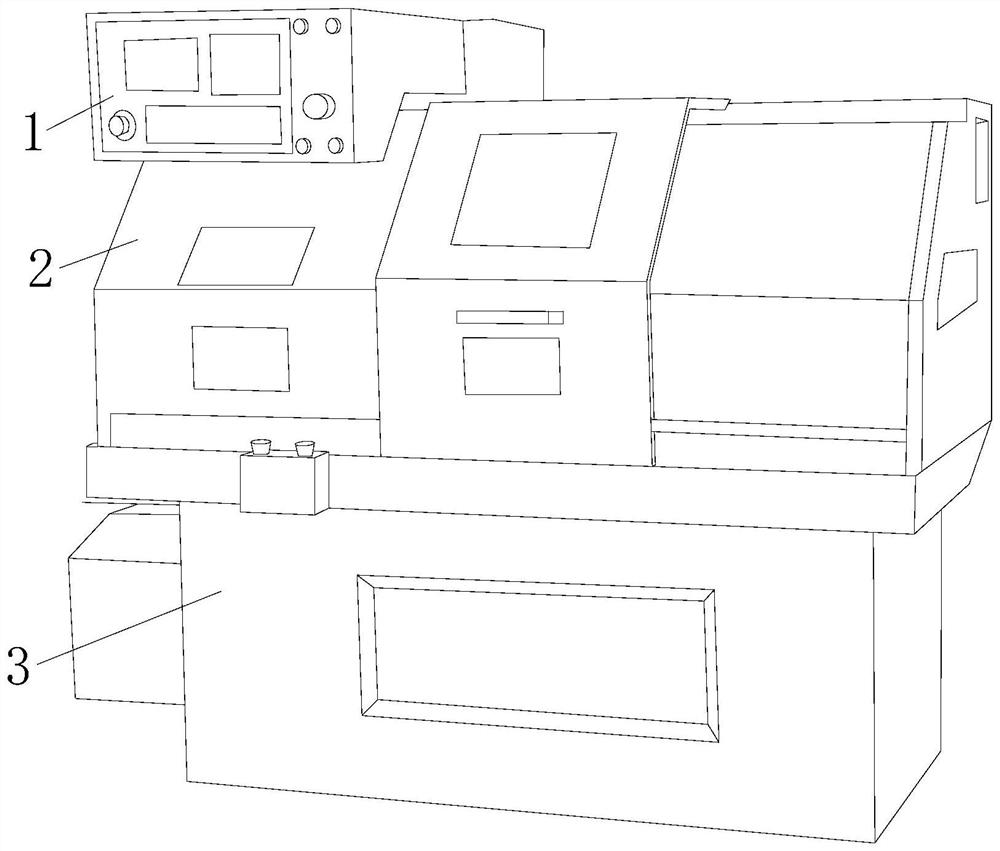
图1示出了本发明一种快速冷却塑料型材挤出模具及其使用方法的结构示意图。
图2示出了本发明成型室前视剖切图的结构示意图。
图3示出了本发明成型内架的结构示意图。
图4示出了本发明成型模架的结构示意图。
图5示出了本发明左部模架剖切的结构示意图。
图6示出了本发明右部底位模架的结构示意图。
图7示出了本发明图6的A的结构示意图。
图8示出了本发明图6的A的结构示意图,也是擦拭层成簇的结构示意图。
图9示出了本发明图2的B的结构示意图。
图中:控制机1、成型室2、底箱3、成型架框20、成型内架21、回流管22、顶针结构23、安装竖架210、成型模架211、模支撑板212、左部模架2110、右部模架2111、左部上位模架21100、左部底位模架21101、右部上位模架21110、右部底位模架21111、型架211111、擦胶层211112、气圈机211113、擦拭层2111120、限位条2111121、压杆2111122、夹架2111123、上顶针230、下顶针231、轮传动232。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-9,本发明提供一种快速冷却塑料型材挤出模具及其使用方法技术方案:其结构包括控制机1、成型室2、底箱3,所述控制机1安装在成型室2上并且二者电连接,所述成型室2与底箱3锁定,所述成型室2由成型架框20、成型内架21、回流管22、顶针结构23组成,所述成型架框20与成型内架21锁定,所述成型内架21与回流管22啮合,所述顶针结构23安装在成型架框20、成型内架21上,所述回流管22用于将成型内架21内流动的水返送,实现水持续顺畅流动也用于辅助对模体的冷却成型,同时回流管22的螺旋设计实现对模体全面降温成型,所述成型内架21包括安装竖架210、成型模架211、模支撑板212,所述安装竖架210与成型模架211锁定,所述成型模架211与模支撑板212焊接,所述成型模架211是模体的成型模架,其自身分为左右两部分,可进行分解移动,移动同时会对自身进行擦拭,避免粘覆模胶形成模垢,导致模体在成型时发生微变形,所述成型模架211包括左部模架2110、右部模架2111,所述左部模架2110与右部模架2111轨道连接,所述左部模架2110设有左部上位模架21100、左部底位模架21101,所述左部上位模架21100与左部底位模架21101通过升降柱连接,所述右部模架2111设有右部上位模架21110、右部底位模架21111,所述右部上位模架21110与右部底位模架21111通过升降柱连接,所述右部底位模架21111的上端面能够对左部底位模架21101下表面进行擦拭,所述右部底位模架21111包括型架211111、擦胶层211112、气圈机211113,所述气圈机211113安装在型架211111上,所述型架211111胶连接有擦胶层211112,所述气圈机211113以旋转出气方式对左部底位模架21101表面的胶层进行部分吹除,所述擦胶层211112用于对左部底位模架21101表面进行擦拭,所述擦胶层211112包括擦拭层2111120、限位条2111121、压杆2111122、夹架2111123,所述限位条2111121与压杆2111122胶连接,所述夹架2111123通过压杆2111122在限位条2111121上滑动连接,所述顶针结构23包括上顶针230、下顶针231、轮传动232,所述上顶针230与下顶针231通过轮传动232滑动连接在安装竖架210上,所述上顶针230与下顶针231用于对半成型模体插入针孔,用于实现放气,避免半成型模体在输送时产生气压使模体膨胀影响模体的进一步成型。
在加工时,半成型的模体从成型室2的左端进入再由右端出来,轮传动232运行带动上顶针230与下顶针231的上下移动,上顶针230与下顶针231在移动时针体插入半成型的模体,使得模体漏气,避免半成型的模体因移动时受到气压无法顺利移送;轮传动232运行时带动成型模架211内水流的向右流动,对模体的成型起到成型流畅和冷却的作用;为避免向右流动的水顺畅流动通过回流管22抽取回送至成型模架211左端,保证了水流的稳定性、提高了成型的流畅性;当单个的塑料制品完成后成型模架211进行运行,即右部底位模架21111向下移动,接着左部底位模架21101与右部底位模架21111相对移动,移动时气圈机211113呈环状吹出气体辅助擦胶层211112对左部底位模架21101下表面进行擦拭,接着右部底位模架21111上升回位,因成型模架211的左部模架2110为半成型的模体,而当模体到达右部模架2111时模体已为成型模体,使得左部模架2110处的下表面需进行擦拭,而右部模架2111的下表面无需擦拭;擦胶层211112擦拭过程中若胶垢较厚,厚层会下压擦拭层2111120带动压杆2111122的下移,压杆2111122再带动夹架2111123上移将均匀分布的擦拭层2111120成簇,成簇后的擦拭层2111120摩擦力增加进一步将垢层有效清理。
本发明相对现有技术获得的技术进步是:在加工时,半成型的模体从成型室2的左端进入,成型的模体由右端出来,上顶针230和下顶针231实现擦拭成型架框20左侧面的胶垢,左部模架2110下表面的胶垢由右部底位模架21111擦拭,擦拭过程中气圈机211113吹除部分胶垢,辅助增加了擦胶层211112的清理效果,同时擦拭层2111120形成团簇状,增加了摩擦力将较厚的垢层清理。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种快速冷却塑料型材挤出模具及其使用方法
- 一种回流顶针擦拭胶层的快速冷却塑料型材挤出模具