一种应用于印染的自动排缸方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明属于印染技术领域,具体涉及一种应用于印染的自动排缸方法。
背景技术
纺织印染行业是我国创汇较多的行业。印染企业中,染色加工是企业生产的核心。染缸染色加工的工序周期长、能耗消耗大、资源约束多、使得染缸排产成为一项非常繁琐且技术性较高的工作。
当前,我国印染车间大部分仍然靠技术工人凭经验来制定染缸排产技术,但是,单靠人工排产不仅费时、费力而且还很难把影响染缸排产的交货期、染程等诸多因素考虑不周全,造成资源的严重浪费。
为了解决工人凭经验来制定染缸排产带来的问题,现有技术中提出了采用自动化排产的问题,如文献《印染企业浸染生产排产优化问题研究及系统设计》和《染整生产优化排缸模型研究》,但是这两篇中均没有考虑色系这个因素,导致不同色系排在一个缸,洗缸时间增加,能耗增加,准备时间延长,成本增加,同样造成资源的严重浪费。
发明内容
本发明的目的是提供一种应用于印染的自动排缸方法。同时考虑交货期和纺织印染色系的基础上,提升自动排缸的准确率和效率。
为了实现上述发明目的,本发明提供的技术方案为:
一种应用于印染的自动排缸方法,实现所述自动排缸方法的系统至少配置有染缸类型库、染缸色系库、染程库以及色系库;
所述自动排缸方法包括:
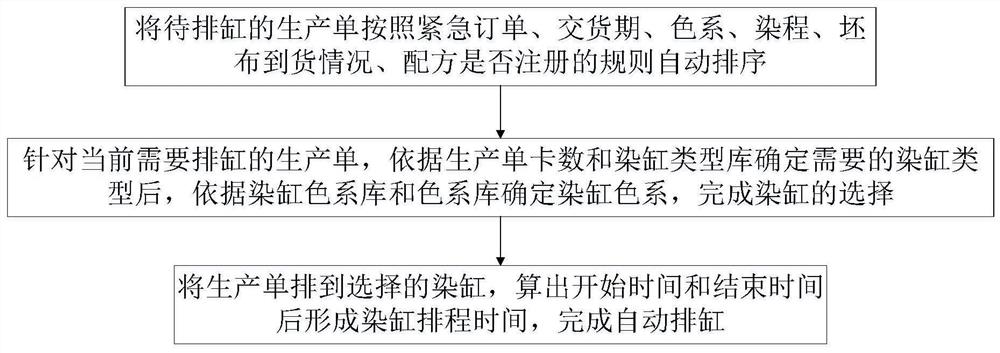
将待排缸的生产单按照紧急订单、交货期、色系、染程、坯布到货情况、配方是否注册的规则排序;
针对当前需要排缸的生产单,依据生产单卡数和染缸类型库确定需要的染缸类型后,依据染缸色系库和色系库确定染缸色系,完成染缸的选择;
将生产单排到选择的染缸,算出开始时间和结束时间后形成染缸排程时间,完成自动排缸。
优选地,自动排序的过程中,为每个排序参数都设置不同阈值的优先级,根据每个排序参数的阈值,实现对待排缸生产单的自动排序。
优选地,所述依据生产单卡数和染缸类型库确定需要的染缸类型包括:
依据生产单卡数,获取自动排程天数并过滤掉已排满染缸后,根据优先排产能最高或最低染缸,对染缸类型库中的染缸类型进行排序后,先在生产单卡数小于等于染缸管数的染缸中寻找,若未找到,再从生产单卡数大于染缸管数的染缸中寻找,以确定需要的染缸类型。
优选地,在寻找染缸类型时,根据生产单卡数采用递归算法尾递归算法、冒泡排序算法、颜色色值计算、枚举类、比值法、比较法或协同算法进行逻辑运算,推导出能够承载生产单卡数的最优分配染缸类型组合。
优选地,所述依据染缸色系库和色系库确定染缸色系包括:
依据当前生产单的染色色系,选择与染色色系相同的染缸色系,然后依据染缸色系,从满足选定的染缸色系的所有空染缸中,按照颜色由浅到深的顺序,递归选择满足最优分配染缸类型组合的染缸。
优选地,所述颜色由浅到深的顺序递归选择满足最优分配染缸类型组合的染缸时,采用以下公式计算颜色灰度darkness:
darkness=1-(0.299*color.R+0.587*color.G+0.114*color.B)/255
其中,color.R、color.G以及color.B分别为RGB三个通道值。
优选地,在获得染缸排程时间后,依据生产单从染程库中选择对应的染程并设置染程参数值、染色步骤、染化料、染程运行时长,完成染色排程。
优选地,完成染色排程后,将染色排程信息发布到下位机以指导印染过程。
优选地,当根据生产单卡数,从生产单卡数大于染缸管数的染缸中未寻找到需要的染缸类型,则放弃自动排程,改为手动排程。
优选地,所述自动排缸方法通过DevExpre框架进行设计,采用 GridControl控件显示待排生产单信息,采用SchedulerControl控件显示已排程信息。
与现有技术相比,本发明具有的有益效果至少包括:
本发明提供的应用于印染的自动排缸方法,在通过待排缸的生产单按照紧急订单、交货期、色系、染程、坯布到货情况、配方是否注册的规则排序后,同时考虑染缸类型和印染色系的基础上,实现生产单的自动排缸,提升自动排缸的准确率和效率。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动前提下,还可以根据这些附图获得其他附图。
图1是本发明实施例提供的自动排程的结果示意图;
图2是本发明实施例提供的染程示意图;
图3为本发明实施例提供的每个阶段的染色阶段的温度和时间。
具体实施方式
为使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本发明进行进一步的详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本发明,并不限定本发明的保护范围。
实施例提供了一种应用于印染的自动排缸方法,以提升排缸的准确率和效率。实现该自动排缸方法需要一定的基础数据库,该基础数据库设置于自动排缸系统中,即该自动排程系统至少配置有染缸类型库、染缸色系库、染程库以及色系库。
其中,染缸类型库包括了不同染缸管数的染缸,具体包括单管缸、2 管染缸、4管染缸、8管染缸等。染缸色系库包括各类色系的染缸,具体包括浅色缸、中色缸、深色缸等。色系库包括各种纺织物的印染色系,具体包括粉色系、藕粉色系、橙黄色系、绿色系、暗蓝色系、雾灰色系、灰白色系、黑色系等。染程库包含浅色染程库、中色染程库、深色染程库、酸中和染程库等。每种类型染色库对应一种染程,如图3所示,包含了每个阶段的染色阶段的温度和时间。
基于上述基础数据库,如图1所示,实施例提供的应用于印染的自动排缸方法,包括以下步骤:
(1)将待排缸的生产单按照紧急订单、交货期、色系、染程、坯布到货情况、配方是否注册的规则自动排序。
实施例中,紧急订单、交货期、色系、染程、坯布到货情况、配方是否注册均为排序参数。自动排序的过程中,为每个排序参数都设置不同阈值的优先级,根据每个排序参数的阈值,实现对待排缸生产单的自动排序。
除了生产单的自动排序外,还提供了自主选择排序功能,即可以选中生产单调整生产单在待排缸排序列表中的位置。
(2)针对当前需要排缸的生产单,依据生产单卡数和染缸类型库确定需要的染缸类型后,依据染缸色系库和色系库确定染缸色系,完成染缸的选择。
实施例中,依据生产单卡数,获取自动排程天数并过滤掉已排满染缸后,根据优先排产能最高或最低染缸,对染缸类型库中的染缸类型进行排序后,先在生产单卡数小于等于染缸管数的染缸中寻找,若未找到,再从生产单卡数大于染缸管数的染缸中寻找,以确定需要的染缸类型。当根据生产单卡数,从生产单卡数大于染缸管数的染缸中未寻找到需要的染缸类型,则放弃自动排程,改为手动排程。
具体实现时,在寻找染缸类型时,根据生产单卡数采用递归算法尾递归算法、冒泡排序算法、颜色色值计算、枚举类、比值法、比较法、协同算法或System.Linq.Enumerable类进行逻辑运算,推导出能够承载生产单卡数的最优分配染缸类型组合。
在确定最优分配染缸类型组合时,情景1:卡数12,适用染缸管数为 12、8、6、4、2、1;适用染缸最大管数为12,12%12=0 12/12=1,则定为12管缸,其中,符号%表示为取余数运算,符号/表示为除法运算。
情景2:卡数12,适用染缸管数为8、6、4、2、1;适用染缸最大管数为8,12%8=4 12/8=1,继续寻找次最大管数为6,12%6=0 12/6=2,则定为6管缸。
情景3:卡数12,适用染缸管数为8、4、2、1;适用染缸最大管数为8,12%8=4 12/8=1,继续寻找次最大管数为4,12%4=0 12/4=3,则定为 8管缸、4管缸。
在确定最优分配染缸类型组合后,还需要在适用的染缸中寻找前一缸色系与当前生产单色系最接近的。具体地,依据染缸色系库和色系库确定染缸色系时,依据当前生产单的染色色系,选择与染色色系相同的染缸色系,然后依据染缸色系,从满足选定的染缸色系的所有空染缸中,按照颜色由浅到深的顺序,递归选择满足最优分配染缸类型组合的染缸。
实施例中,颜色由浅到深的顺序递归选择满足最优分配染缸类型组合的染缸时,采用以下公式计算颜色灰度darkness:
darkness=1-(0.299*color.R+0.587*color.G+0.114*color.B)/255
其中,color.R、color.G以及color.B分别为RGB三个通道值。
(3)将生产单排到选择的染缸,算出开始时间和结束时间后形成染缸排程时间,完成自动排缸。
在获得染缸排程时间后,依据生产单从染程库中选择对应的染程并设置染程参数值、染色步骤、染化料、染程运行时长,完成染色排程。完成染色排程后,将染色排程信息发布到下位机以指导印染过程。具体地,可以通过系统配置下发至ERP及对接接口,将染色排程信息发布出去。
本实施例中,上述应用于印染的自动排缸方法利用DevExpre框架进行设计,采用GridControl控件显示待排生产单信息,如图2所示,采用 SchedulerControl控件显示已排程信息,通过后台建模将数据绑定在模型上,然后再把模型数据绑定到控件上;自动排程过程只需对模型数据进行操作,无需操作前台显示模块,利用后台线程委托前台模块会跟随模型数据及时变动,加快运行速度。
经试验验证,利用上述自动排缸方法,车间计划执行准确率提升55%;产品制造周期缩短18%以上;设备利用率总体提升23%以上;生产信息的透明度提升了50%;生产订单完成情况监控更准确、及时;生产能力评估及预测能力更准确;规范了单位内基础数据的管理;单位间生产数据的交流更高效、更直观。
以上所述的具体实施方式对本发明的技术方案和有益效果进行了详细说明,应理解的是以上所述仅为本发明的最优选实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换等,均应包含在本发明的保护范围之内。
- 一种应用于印染的自动排缸方法
- 一种应用于200MW三缸三排汽汽轮机低压缸零功率运行的低压缸冷却系统