包括逆流通道的陶瓷基复合物部件及生产方法
文献发布时间:2023-06-19 11:34:14
技术领域
本发明总体上涉及用于发电的燃气涡轮,并且更具体地涉及形成用于燃气涡轮的热气路径涡轮部件的陶瓷基复合物部件的方法。
背景技术
已经提出了基于碳化硅(SiC)的陶瓷基复合物(CMC)材料作为燃气涡轮发动机的某些部件的材料,燃气涡轮发动机的某些部件例如涡轮叶片,轮叶,喷嘴,护罩和斗(bucket)。已知用于制造基于SiC的部件的多种方法,包括Silicomp,熔体渗透(MI),化学气相渗透(CVI),聚合物膨胀热解(PIP)和氧化物/氧化物方法。尽管这些制造技术彼此之间存在显著差异,但是每种制造技术都涉及使用手工铺设和加工工具或模具,以通过包括在各个方法阶段施加热量的方法来制造近净形零件。
与由更常规的超合金材料形成的涡轮叶片和轮叶一样,CMC叶片,轮叶和护罩主要配备有腔和冷却空隙以减轻重量,减少离心负荷并降低部件的操作温度。这些特征通常使用可去除和消耗性工具,钻孔等的组合在CMC部件中形成。内部冷却通道有利于冷却金属和CMC热气路径硬件,因为它们降低了冷却流量要求和热梯度/应力。
在许多情况下,CMC燃气涡轮部件以极端热梯度和高温的形式经受极端条件。即使如前所述在CMC部件中包含腔和冷却空隙,极端条件也会驱动CMC部件中的裂纹形成,涂层剥落和衰退(recession)。由于这些问题导致的使用寿命降低,阻止了CMC部件实现其全部潜能。
因此,需要一种陶瓷基复合物部件和一种生产陶瓷基复合物部件的方法,其当经受极端条件(例如极端的热梯度和高温)时,为CMC燃气涡轮部件提供改进的冷却。
发明内容
本公开的方面和优点将在下面的描述中部分地阐述,或者可以从描述中显而易见,或者可以通过实践本公开而获知。
大体提供一种陶瓷基复合物(CMC)部件,以及形成该部件的方法。在一个实施例中,陶瓷基复合物部件包括形成致密体的多个纵向延伸的陶瓷基复合物层;以及在致密体中形成的多个细长功能特征。多个功能特征中的每一个被构造成纵向延伸并与多个陶瓷基复合物层对准。多个细长功能特征中的每一个包括以交叉层构造进行构造的入口和以交叉层构造进行构造的出口中的至少一个。多个细长功能特征被构造为提供从流体源到陶瓷基复合物部件的外部的流体流。多个功能特征以交替流构造进行构造。
在替代实施例中,一种陶瓷基复合物部件包括形成致密体的多个纵向延伸的陶瓷基复合物层;在致密体中形成并限定从流体源到陶瓷基复合物部件的外部的向后流动的流体流动路径的第一多个冷却通道,在致密体中形成并限定从流体源到陶瓷基复合物部件的外部的向前流动的流体流动路径的第二多个冷却通道。第一多个冷却通道中的每一个构造成纵向延伸,与多个陶瓷基复合物层对准,并具有以交叉层构造进行构造的入口。第二多个冷却通道中的每一个构造成纵向延伸,与多个陶瓷基复合物层对准,具有以交叉层构造进行构造的入口。第一多个冷却通道和第二多个冷却通道以交替流构造进行构造。
在又一个实施例中,一种形成陶瓷基复合物(CMC)产品的方法包括:形成包括基质前体,多个增强纤维和多个牺牲纤维的CMC预成型件;执行以下操作中的一个:去除一个或多个牺牲纤维,使得沿CMC预成型件以逆流构造形成多个细长功能特征;或将流体渗透剂施加到CMC预成型件,从而使CMC预成型件致密化;以及执行以下操作中的另一个:去除一个或多个牺牲纤维,使得沿CMC预成型件以逆流构造形成多个细长功能特征;或将流体渗透剂施加到CMC预成型件,从而使CMC预成型件致密化。
参考以下描述和所附权利要求,将更好地理解本公开的这些和其他特征,方面和优点。结合在本说明书中并构成本说明书的一部分的附图示出了本公开的实施例,并且与说明书一起用于解释本公开的原理。
附图说明
在说明书中提出了针对本领域的普通技术人员的包括其最佳模式的完整且可行的公开,其中参照附图,其中:
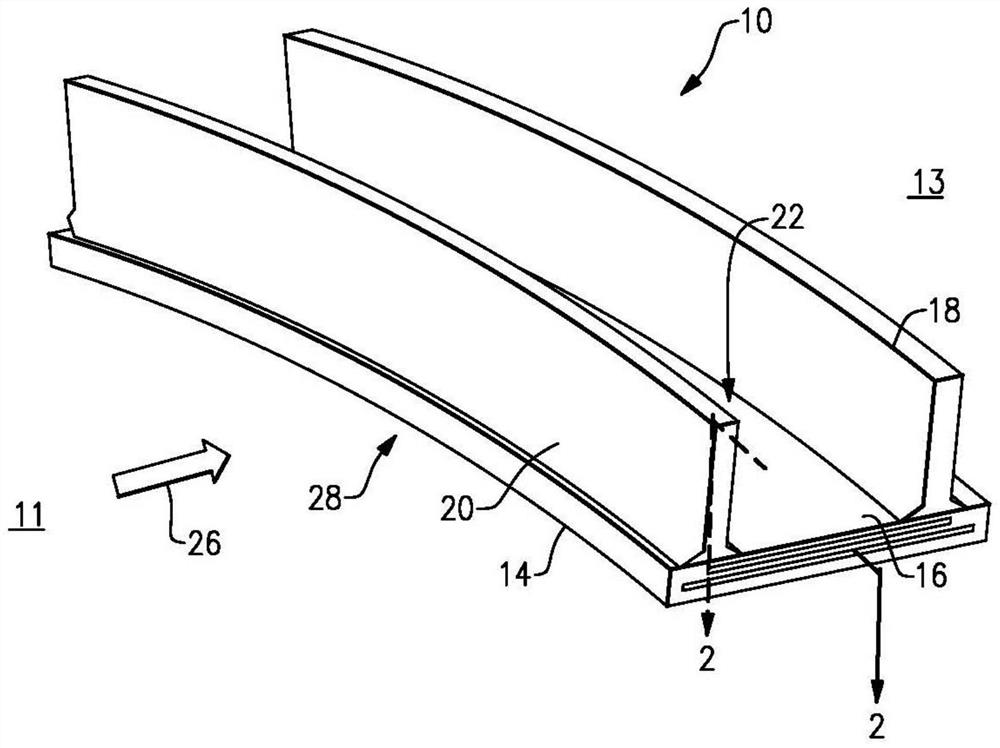
图1是根据本文公开的一个或多个实施例的陶瓷基部件(CMC),更具体地,CMC护罩的一部分的立体图;
图2是根据本文公开的一个或多个实施例的沿图1的方向2-2截取的图1的护罩段的一部分的截面图;
图3是根据本文公开的一个或多个实施例的图1的陶瓷基复合物(CMC)部件沿图2的方向3-3截取的截面图;
图4是根据本文公开的一个或多个实施例的图1的陶瓷基复合物(CMC)部件沿图2的方向4-4截取的截面图;
图5是根据本文公开的一个或多个实施例的护罩段的另一实施例的一部分的示意性等距视图;
图6是根据本文公开的一个或多个实施例的护罩段的另一实施例的一部分的截面图;
图7是根据本文公开的一个或多个实施例的陶瓷基复合物(CMC)部件沿图6的方向7-7截取的截面图;
图8是根据本文公开的一个或多个实施例的陶瓷基复合物(CMC)部件沿图6的方向8-8截取的截面图;
图9示意性地示出了根据本文公开的一个或多个实施例的用于形成CMC部件的方法。
只要有可能,在所有附图中将使用相同的附图标记表示相同的部分。
具体实施方式
例如,与未能包括本文公开的一个或多个特征的概念相比,本公开的实施例使得能够在CMC部件中形成多个逆流冷却通道,其中,该通道被构造为与一个或多个CMC层对准。包含与一个或多个CMC层对准的逆流冷却通道提供了部件结构完整性的维持。根据本公开的方法具有降低的复杂性和低成本,以及具有降低零件的冷却需求和流速的能力的更有效的冷却。
当介绍本发明的各个实施例的元件时,冠词“一”,“一种”,“该”和“所述”旨在表示存在一个或多个元件。术语“包括”,“包含”和“具有”旨在是包括性的,并且意味着除所列元件之外,可能还有其他元件。现在将详细参考本公开的实施例,在附图中示出了其一个或多个示例。通过说明本公开而不是限制本公开来提供每个示例。实际上,对于本领域技术人员将显而易见的是,在不脱离本公开的范围或精神的情况下,可以对本公开进行各种修改和变型。例如,作为一个实施例的一部分示出或描述的特征可以与另一实施例一起使用以产生又一实施例。因此,本公开旨在覆盖落入所附权利要求及其等同物的范围内的这种修改和变型。
在本公开中,当将层描述为在另一层或基板“上”或“上方”时,应当理解,这些层可以彼此直接接触或者在层之间具有另一层或特征,除非有相反的明确说明。因此,这些术语只是简单地描述了层彼此之间的相对位置,并且不一定表示“在...顶部”,因为上方或下方的相对位置取决于装置相对于观看者的取向。
在本公开中,化学元素使用其常见化学缩写来讨论,例如在元素周期表中常见的。例如,氢将以其常见的化学缩写H表示;氦将以其常见的化学缩写He表示;等等。
如本文所用,“平均粒径”或“平均纤维直径”是指颗粒或纤维的直径,使得约50%的颗粒或纤维的直径大于该直径,并且约50%的颗粒或纤维的直径小于该直径。
如本文所用,“基本上”是指所描述的组的至少约90%或更多。例如,如本文所用,“基本上所有”表示相应组的至少约90%或更多具有适用的性状,并且“基本上没有”或“基本上不存在”表示相应组的至少约90%或更多不具有适用的性状。如本文所用,“大多数”是指所描述的组的至少约50%或更多。例如,如本文所用,“大多数的”表示相应组的至少约50%或更多具有适用的性状。
本文大体提供陶瓷基复合物产品(“CMC产品”),特别是由熔体渗透形成的陶瓷基复合物产品,以及形成这种产品的方法。CMC产品形成有多个铺层,多个铺层包括以逆流布置构造以增强CMC的功能的多个细长功能特征,例如CMC预成型件中的冷却通道。
用于发电的系统包括但不限于燃气涡轮,蒸汽涡轮以及用于发电的其他涡轮组件,例如陆基航空衍生物。在某些应用中,其中包括涡轮机械(例如,涡轮,压缩机和泵)和其他机械的发电系统可以包括暴露于严重磨损条件下的部件。例如,某些发电系统部件,例如叶片,斗,壳体,转子轮,轴,护罩,喷嘴等,可以在高温和/或高转速的环境中操作。这些部件使用陶瓷基复合物制造,并且这些部件还可以包括冷却通路。本公开提供了一种包括多个逆流冷却通路或通道的CMC部件,以及一种形成陶瓷基复合物(CMC)部件的方法。本公开的示例性实施例在图1-8中被示出为涡轮护罩的一部分,但是本公开不限于所示出的结构。
图1是部件10的立体图,该部件10例如但不限于涡轮护罩的段。尽管图1示出了涡轮护罩段12,但是根据本公开,其他合适的部件包括但不限于燃烧器衬里,叶片,喷嘴,喷嘴端壁,叶片平台,或其他热气路径部件。部件10优选地由陶瓷基复合物(CMC)材料形成。如本文所用,陶瓷基复合物或“CMC”是指包含通过陶瓷纤维增强的陶瓷基质的复合物。可用于本文的CMC的一些实例可包括但不限于具有基质和增强纤维的材料,增强纤维包括氧化物,碳化物,氮化物,碳氧化物,氮氧化物及其混合物。非氧化物材料的实例包括但不限于具有碳化硅基质和碳化硅纤维(当通过硅熔体渗透制造时,该基质将包含残留的游离硅);碳化硅/硅基质混合物和碳化硅纤维;氮化硅基质和碳化硅纤维;以及碳化硅/氮化硅基质混合物和碳化硅纤维的CMC。此外,CMC可以具有基质和由氧化物陶瓷组成的增强纤维。具体地,氧化物-氧化物CMC可以由基质和增强纤维组成,增强纤维包含基于氧化物的材料,例如氧化铝(Al
有几种可用于制造SiC-SiC CMC的方法。在一种方法中,通过将熔融硅或含硅合金熔体渗透(MI)到CMC预成型件中,来部分地形成或致密化基质。在另一种方法中,通过碳化硅向CMC预成型件的化学气相渗透(CVI)来至少部分地形成基质。在第三种方法中,通过热解碳化硅产生的预陶瓷聚合物来至少部分地形成基质。这种方法通常称为聚合物渗透和热解(PIP)。也可以使用以上三种技术的组合。
在MI CMC过程的一个示例中,基于氮化硼的涂层系统沉积在SiC纤维上。然后将涂覆的纤维用基质前体材料浸渍,以形成预浸带。制造带的一种方法是细丝缠绕。通过基质前体浆料和缠绕在鼓上的浸渍纤维的浴将纤维拉出。基质前体可包含碳化硅和/或碳颗粒以及有机材料。然后将浸渍过的纤维沿着鼓的轴线切割,并从鼓上去除,以产生平坦的预浸带,其中纤维名义上在相同的方向上延伸。所得材料为单向预浸带。预浸带也可以使用连续的预浸机或通过其他方式来制造。然后可以将带切成一定形状,铺设并层压,以制造预成型件。将预成型件热解或烧尽,以使基质前体中的任何有机材料焦化并产生孔隙。熔融硅然后渗透到多孔预成型件中,在这里它可以与碳反应形成碳化硅。理想地,过量的游离硅填充任何剩余的孔隙,并获得致密的复合物。以这种方式生产的基质通常包含残留的游离硅。
预浸MI过程通过将多个一维预浸层堆叠在一起而产生具有二维纤维架构的材料,其中纤维的取向在层之间变化。通常基于连续纤维的取向来识别层。建立零度取向,并根据其纤维相对于零度方向的角度设计其他层。纤维垂直于零方向延伸的层称为90度层,交叉层或横向层。
MI方法也可以与二维或三维编织架构一起使用。这种方法的示例是浆料浇铸过程,其中首先将纤维编织成三维预成型件或二维布。如果是布,则将布的层切割成一定形状并堆叠起来以形成预成型件。化学气相渗透(CVI)技术用于将界面涂层(通常是氮化硼基或碳基)沉积到纤维上。CVI也可用于沉积碳化硅基质层。基质的剩余部分通过将基质前体浆料浇铸到预成型件,然后用熔融硅渗透来形成。
MI方法的替代方案是使用CVI技术在一维,二维或三维架构中致密化碳化硅基质。同样,PIP可用于致密化复合物的基质。可以生产CVI和PIP生成的基质而没有过多的游离硅。MI,CVI和PIP的组合也可以用于使基质致密化。
多个护罩段12(仅示出了单个护罩段)限定了护罩结构,并且周向布置且与安装有涡轮叶片的转子同心。通常,护罩以环的形式生产,分段,然后作为一组提供给最终用途。如前所述,本公开不旨在限于所示的特定护罩段。
每个护罩段12通常包括弧形护罩基部14,该弧形护罩基部14由多个CMC层(目前描述的)组成并且具有轴向分量。一对直立的肋18和20形成为基本垂直于弧形护罩基部14。肋18、20用于支撑弧形护罩基部14,并且在护罩基部14和腔室(例如,腔室22)中共同限定了冷却通路(目前描述的)。肋18、20以及任何包括的可选凸缘(未示出)用于将护罩段12安装在发动机壳体和安装结构内。附加的冷却通路可以设置在肋18、20中。在发电系统的操作期间,冷却空气流(未示出)被引导通过护罩基部14中的冷却通路以降低护罩段12的温度。
典型地,在燃气涡轮发动机中,通常类似于护罩段12的多个固定护罩段绕着轴流发动机轴线周向地并且绕着诸如涡轮叶片的旋转叶片构件径向向外地组装,以限定叶片上径向外部流动路径边界的一部分。另外,护罩段的组件在诸如喷嘴和/或发动机框架的轴向相邻的发动机构件之间轴向组装在发动机中。固定护罩将燃烧气体限制在气体流动路径中,从而使燃烧气体以最高效率被利用来转动燃气涡轮。该流动路径的操作温度可以高于500℃。护罩段12,包括限定内径的表面28,暴露于热流气体路径,热流气体路径如由方向箭头26所指示的,在方向上从护罩段的前方(在附图中通常用标号11表示)流向护罩段的后方(在附图中通常用标号13表示)。
现在参考图2-4,示出了图1的部件10的局部截面图。图2是沿图1的方向2-2截取的部件10的局部截面图。图3是沿图2的方向3-3截取的部件10的局部截面图。图4是沿图2的方向4-4截取的部件10的局部截面图。图2-4中示出了多个细长功能特征30,更具体地,形成在部件10中的多个冷却通道32。使用多个牺牲纤维将多个细长功能特征30限定在CMC预成型件内。在D.Hall等人共同转让的题为“使用牺牲纤维形成陶瓷基复合物的方法和相关产品”的美国专利第10,384,981号(在此以其整体并入本文)以及D.Dunn等人与此同时提交的美国专利申请代理人案卷号为328251-1的题为“使用牺牲纤维和非润湿涂层形成陶瓷基复合物的方法”的申请(在此以其整体并入本文)中讨论了使用牺牲纤维制造细长功能特征。
如前所述,部件10包括多个陶瓷基复合物(CMC)层34(图3和图4),为清楚起见仅示出了其中的几个。如图2所示,功能特征30经由多个入口(目前描述的)与气室(未示出)流体连通,并且经由多个出口(目前描述的)与部件10的外部流体连通。在替代实施例中,多个功能特征30中的至少一个可以与替代冷却流体源(未示出)流体连通。
更具体地参考图2,示出了多个功能特征30,更具体地,多个冷却通道32。多个冷却通道32中的每一个包括入口36和出口38。每个入口36与诸如气室(未示出)或替代源的冷却流体源流体连通。每个出口38与部件10的外部流体连通。
冷却流体40在每个冷却通道32中流动。如图所示,多个冷却通道32以逆流构造构造,以提供向前流动的冷却流体42和向后流动的冷却流体44。更具体地,冷却通道32以交替构造构造,使得包括向前流动的冷却流体42的冷却通道32与包括向后流动的冷却流体44的冷却通道32相邻,因此彼此相邻定位的冷却通道32将使冷却流体在相对或相反的方向上流动。
如图2所示,多个冷却通道32构造为包括多个冷却通道32的第一部分32a中的每一个的入口36,在第一部分32a中包含向前流动的流体42。另外,包括多个冷却通道32的第二部分32b中的每一个的入口36,在第二部分32b中包含向后流动的流体44。多个冷却通道32的第三部分32c中的每一个的入口36位于多个冷却通道32的第一部分32a中的每一个的入口36附近,使得在较冷和较热的流动流体之间共享流体流热吸收(pick-up),从而产生更均匀的温度场,在第三部分32c中包含向后流动的流体44。在该特定实施例中,多个冷却通道32构造成包括多个长的向前流动的流体流动路径52和多个短的向后流动的流体流动路径56,如图3所示,以及多个长的向后流动的流体流动路径54,如图4所示。
如图3和4所示,多个冷却通道32中的每一个都构造为与多个陶瓷基复合物(CMC)层34对准,以保持部件10的结构完整性。
在图2-4的实施例中,多个冷却通道与热气流26对准。在替代实施例中,如图5所示,其中相同的附图标记用于指代先前描述的元件,多个功能特征30,更特别地,多个冷却通道32垂直于热气流26对准。冷却通道32相对于热气流26的取向取决于热传递需要和外部负荷。
现在参考图6-8,示出了大体类似于图1的部件10的部件50的替代实施例的局部截面图。图6是沿与图2相同的方向截取的部件50的通过护罩段的一部分的局部截面图。图7是沿图6的方向7-7截取的部件50的局部截面图。图8是沿图7的方向8-8截取的部件50的局部截面图。除非另有说明,否则部件50包括在图2-4的部件10的描述期间标识的相同部件。图6-8中示出了多个细长功能特征30,更具体地,形成在部件50中的多个冷却通道32。类似于部件10,部件50包括多个陶瓷基复合物(CMC)层34(图3和4),为清楚起见仅示出了其中的几个。如图6所示,功能特征30经由多个入口(目前描述的)与气室(未示出)流体连通,并且经由多个出口(目前描述的)与部件10的外部流体连通。在替代实施例中,多个功能特征30中的至少一个可以与替代冷却流体源(未示出)流体连通。
更具体地参照图6,示出了多个功能特征30,更具体地,多个冷却通道32。多个冷却通道32中的每一个包括入口36和出口38。每个入口36与诸如气室(未示出)或替代源的冷却流体源流体连通。每个出口38与部件10的外部流体连通。
冷却流体40在每个冷却通道32中流动。如图所示,多个冷却通道32以逆流构造构造,以提供向前流动的冷却流体42和向后流动的冷却流体44。更具体地,冷却通道32以交替构造构造,使得包括向前流动的冷却流体42的冷却通道32与包括向后流动的冷却流体44的冷却通道32相邻,因此彼此相邻定位的冷却通道32将使冷却流体在相对或相反的方向上流动。
如图6所示,多个冷却通道32构造成包括多个冷却通道32的第一部分32a中的每一个的入口36,在第一部分32a中包含向前流动的流体42。另外,包括多个冷却通道32的第二部分32b中的每一个的入口36,在第二部分32b中包含向后流动的流体44。多个冷却通道32的第三部分32c中的每一个的入口36位于多个冷却通道32的第一部分32a中的每一个的入口36附近,使得在较冷和较热的流动流体之间共享流体流热吸收,从而产生更均匀的温度场,在第三部分32c中包含向后流动的流体44。在该特定实施例中,多个冷却通道32构造成包括长的向后流动的流体流动路径54,如图7所示,长的向前流动的流体流动路径52,如图8所示,以及短的向后流动的流体流动路径56,如图7和8所示。与图2-4的实施例相反,在该特定实施例中,短的向后流动的流体流动路径56被构造为具有“倒置式(over-under)”设计和附加的转弯(turn)以增加长度和压降。
在图6-8的实施例中,多个冷却通道与热气流26对准。在替代实施例中,类似于图5,多个功能特征30,更特别地,多个冷却通道32与热气流26垂直地对准,其中取向取决于热传递需要和外部负荷。
在所示的实施例中,陶瓷基复合物层34和冷却通道32的布置是示意性的,并且为了说明目的已被放大。CMC层34和空隙(例如,冷却通道32)的尺寸和几何形状不限于图2-8所示的那些。
图9示意性地示出了根据本公开的形成CMC部件10、50的方法100,该CMC部件10、50具有设置在其中的多个细长功能特征30,并且更具体地,多个逆流冷却通道32(也见图2-8)。部件10、50是使用铺设技术形成的。方法100包括在步骤102中初始形成包括基质前体,多个陶瓷增强纤维和多个牺牲纤维的CMC预成型件。形成CMC预成型件包括初始提供陶瓷基复合物层34。陶瓷基复合物层34可以是单层或多层,例如形成为层压堆的一系列层。层34的材料的示例包括但不限于预浸复合物层,包括例如编织碳纤维,粘合剂材料和涂覆的SiC纤维,如前所述。
如先前所述,形成CMC预成型件的方法,更具体地讲,步骤102包括用于在其中限定多个功能特征的手段,例如通过使用多个牺牲纤维。牺牲纤维使得能够形成用于增强CMC的功能的一个或多个细长功能特征30,例如,在CMC预成型件中的多个逆流冷却通道32。在CMC预成型件中限定的功能特征36的几何形状包括任何合适的几何形状,包括圆形,弯曲,椭圆形,直线或其他合适的几何形状。
附加的层34被设置成包围牺牲纤维。将预成型部件放入高压灭菌器(autoclave)中,并完成高压灭菌器循环,以形成包括基质前体,多个陶瓷增强纤维和多个牺牲纤维的CMC预成型件。预成型部件要经受工业上用于陶瓷复合物材料的典型高压灭菌器压力和温度循环。高压灭菌法去除层中残留的任何挥发物,并且高压灭菌条件可根据层材料而变化。高压灭菌后,执行烧尽法以去除预成型部件中的任何残留材料或其他粘合剂。烧尽法通常在大约426-648℃(大约800-1200°F)的温度下进行。
烧尽后,在步骤104中,将预成型部件放入真空炉中进行致密化。使用任何已知的致密化技术进行致密化,包括但不限于Silicomp,熔体渗透(MI),化学气相渗透(CVI),聚合物膨胀热解(PIP)和氧化物/氧化物方法。致密化可以在具有稳定的气氛的真空炉中在高于1200℃的温度下进行,以允许硅或其他渗透材料熔体渗透到预成型部件中。一种合适的致密化方法是熔体渗透,其中将熔融的基质材料吸入层44中并使其固化。在致密化之后,如步骤104所示,致密化的预成型部件或致密体包括设置在其中的多个牺牲纤维,并形成部件10、50的至少一部分。
在致密化之后,在步骤106中,通过去除牺牲纤维以留下限定逆流冷却通道32的多个细长通道,进一步形成多个功能特征30。在上面引用的共同转让的美国专利第10,384,981号和美国专利申请代理人案卷号328251-1中讨论了去除牺牲纤维以形成细长通道。
在替代实施例中,如步骤104中所述,通过去除多个牺牲纤维以在致密化之前留下多个逆流通道32来进一步形成多个功能特征30。
在实施例中,多个功能特征30中的每一个的内部中空部分足够大并且在部件10、50中开放,使得冷却剂或其他流体可以被引导通过其中以向部件10、50提供冷却。然而,形成在陶瓷基复合物层34处的致密基质材料可形成阻塞,该阻塞基本上防止冷却剂或其他流体流动,更具体地,将功能特征30形成为在部件10、50内部的封闭结构。在实施例中,开口被加工或以其他方式形成在部件10、50中,以向每个功能特征30提供入口36和/或出口38,从而允许流从中通过。
尽管已经参考一个或多个实施例描述了本发明,但是本领域技术人员将理解,在不脱离本发明范围的情况下,可以进行各种改变并且可以用等同物代替其元件。另外,在不脱离本发明的实质范围的情况下,可以做出许多修改以使特定情况或材料适应本发明的教导。因此,意图是本发明不限于作为预期用于实现本发明的最佳模式而公开的特定实施例,而是本发明将包括落入所附权利要求的范围内的所有实施例。
本发明的进一步方面通过以下条项的主题提供:
1.一种陶瓷基复合物部件,包括:多个纵向延伸的陶瓷基复合物层,所述多个纵向延伸的陶瓷基复合物层形成致密体;和多个细长功能特征,所述多个细长功能特征形成在所述致密体中,其中所述多个功能特征中的每一个构造成纵向延伸并与所述多个陶瓷基复合物层对准,其中所述多个细长功能特征中的每一个包括以交叉层构造进行构造的入口和以交叉层构造进行构造的出口中的至少一个,所述多个细长功能特征构造成提供从流体源到所述陶瓷基复合物部件的外部的流体流,其中所述多个功能特征以交替流构造进行构造。
2.根据任何在前条项的陶瓷基复合物部件,其中,所述多个细长功能特征被包围在所述致密体内。
3.根据任何在前条项的陶瓷基复合物部件,其中,所述多个细长功能特征包括多个逆流冷却通道。
4.根据任何在前条项的陶瓷基复合物部件,其中,所述多个逆流冷却通道相对于热气路径流从前向后纵向地延伸。
5.根据任何在前条项的陶瓷基复合物部件,其中,所述多个逆流冷却通道以交替构造限定多个向前流动的流体流动路径和多个向后流动的流体流动路径。
6.根据任何在前条项的陶瓷基复合物部件,其中,所述多个冷却通道的第一部分包括容纳在其中的向前流动的流体,所述多个冷却通道的第二部分包括容纳在其中的向后流动的流体,并且所述多个冷却通道的第三部分包括容纳在其中的向后流动的流体,其中,所述多个冷却通道的所述第一部分的入口位于所述多个冷却通道的所述第三部分的入口附近,使得在较冷的流动流体和较热的流动流体之间共享流体流热吸收。
7.根据任何在前条项的陶瓷基复合物部件,其中,所述多个冷却通道的所述第三部分构造成具有倒置式设计和多个转弯,以增加所述多个向后流动的流体流动路径的长度,并增加容纳在其中的向后流动的流体的压降。
8.根据任何在前条项的陶瓷基复合物部件,其中,所述陶瓷基复合物部件是热气路径涡轮部件。
9.根据任何在前条项的陶瓷基复合物部件,其中,所述热气路径涡轮部件选自由燃烧器衬里,叶片,护罩,喷嘴,喷嘴端壁和叶片平台组成的组。
10.一种陶瓷基复合物部件,包括:多个纵向延伸的陶瓷基复合物层,所述多个纵向延伸的陶瓷基复合物层形成致密体;第一多个冷却通道,所述第一多个冷却通道形成在所述致密体中,并限定从流体源到所述陶瓷基复合物部件的外部的向后流动的流体流动路径,其中,所述第一多个冷却通道中的每一个均被构造成纵向地延伸,与所述多个陶瓷基复合物层对准,并具有以交叉层构造进行构造的入口;和第二多个冷却通道,所述第二多个冷却通道形成在所述致密体中,并限定从流体源到所述陶瓷基复合物部件的外部的向前流动的流体流动路径,其中,所述第二多个冷却通道中的每一个均被构造成纵向地延伸,与所述多个陶瓷基复合物层对准,具有以交叉层构造进行构造的入口,其中,所述第一多个冷却通道和所述第二多个冷却通道以交替流构造进行构造。
11.根据任何在前条项的陶瓷基复合物部件,其中,所述多个冷却通道被包围在所述致密体内。
12.根据任何在前条项的陶瓷基复合物部件,其中,所述第一多个冷却通道和所述第二多个冷却通道中的每一个进一步包括流体出口。
13.根据任何在前条项的陶瓷基复合物部件,其中,所述多个冷却通道的第一部分包括容纳在其中的向前流动的流体,所述多个冷却通道的第二部分包括容纳在其中的向后流动的流体,并且所述多个冷却通道的第三部分包括容纳在其中的向后流动的流体,其中,所述多个冷却通道的所述第一部分的入口位于所述多个冷却通道的所述第三部分的所述入口附近,使得在较冷的流动流体和较热的流动流体之间共享流体流热吸收。
14.根据任何在前条项的陶瓷基复合物部件,其中,所述多个冷却通道的所述第三部分构造成具有倒置式设计和多个转弯,以增加所述多个向后流动的流体流动路径的长度,并增加容纳在其中的向后流动的流体的压降。
15.根据任何在前条项的陶瓷基复合物部件,其中,所述陶瓷基复合物部件是热气路径涡轮部件。
16.根据任何在前条项的陶瓷基复合物部件,其中,所述热气路径涡轮部件选自由燃烧器衬里,叶片,护罩,喷嘴,喷嘴端壁和叶片平台组成的组。
17.一种形成陶瓷基复合物(CMC)产品的方法,包括:形成包括基质前体,多个增强纤维和多个牺牲纤维的CMC预成型件;执行以下操作中的一个:去除所述一个或多个牺牲纤维,使得沿所述CMC预成型件以逆流构造形成多个细长功能特征;或将流体渗透剂施加到所述CMC预成型件,从而使所述CMC预成型件致密化;以及执行以下操作中的另一个:去除所述一个或多个牺牲纤维,使得沿所述CMC预成型件以逆流构造形成多个细长功能特征;或将流体渗透剂施加到所述CMC预成型件,从而使所述CMC预成型件致密化。
18.根据任何在前条项的方法,所述多个细长功能特征包括多个逆流冷却通道。
19.根据任何在前条项的方法,其中,所述多个逆流冷却通道以交替构造限定多个向前流动的流体流动路径和多个向后流动的流体流动路径。
20.根据任何在前条项的方法,其中,所述陶瓷基复合物部件是热气路径涡轮部件。
- 包括逆流通道的陶瓷基复合物部件及生产方法
- 在多个层中包括冷却通道的陶瓷基复合物部件以及生产方法