一种发电机定子自动铆片上锡装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及定子制造领域,特别涉及一种发电机定子自动铆片上锡装置。
背景技术
发电机定子是发电机的关键部件之一,发电机定子是电机静止不动的部分。其组成部分主要包括铁芯、机座、线圈等部件。发电机定子在生产过程中,铆接线片、上锡是必不可少的工序。现有的发电机铆片、上锡基本上是依赖于人工操作及搬运,一般的工序为:定子理线→定子装入工装→手工放入接线片→设备铆压→取下定子→定子引线蘸助焊剂→定子引线上锡。这种生产工艺,设备自动化程度低,各个工序都需要有作业人员的手动操作,操作繁琐且非常浪费时间,不仅效率低,而且生产的产品质量依赖于人工控制,产品质量不能得到很好的保障。
发明内容
本发明为了解决以上现有技术存在的问题,提供一种发电机定子自动铆片上锡装置,可以实现发电机定子的自动剪线、铆片、上锡,节约人力,提高效率,本发明的技术方案如下:
一种发电机定子自动铆片上锡装置,包括底板,所述底板上安装有产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置以及一循环转台,所述产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置环绕循环转台并按工位顺序排布在底板上,所述循环转台上设有五个定子座,所述五个定子座呈圆周均匀分布且可转动至各个工位,循环转台位于产品上下线抓取装置的下方,位于其它工位装置的上方,循环转台由一固定在底板上的凸轮分割器驱动;所述产品上下线抓取装置包括第一安装座、拖链机构、上线夹爪、下线夹爪,所述第一安装座固定在底板上,所述拖链机构设置在第一安装座上,所述上线夹爪、下线夹爪由拖链机构驱动;所述剪线装置包括一升降板,所述升降板上端面并排设有剪线模、切刀气缸,所述切刀气缸驱动一与剪线模配合的切刀,所述切刀的运动方向为水平方向,所述剪线模上端设有引线导向套,所述升降板由一安装在底板上的第一顶升气缸驱动;所述铆片装置包括与底板固定连接的第一安装板,所述第一安装板上方并排设有切断机构、成型机构、铆片机构、送料机构,第一安装板下方设有料盘机构、升降机构,升降机构通过多个导柱对切断机构、成型机构、铆片机构、送料机构实现升降功能,升降机构由一第一顶升电机驱动;所述助焊剂浸泡装置包括设置在底板上端的助焊剂储存槽、设置在底板下方的升降机构,该升降机构包括一第二顶升气缸,所述助焊剂储存槽中设有一助焊剂升降槽,所述助焊剂升降槽的深度小于助焊剂储存槽的深度,助焊剂升降槽通过第二顶升气缸实现升降;所述上锡装置包括与底板固定连接的第二安装座、位移传感器,所述第二安装座下方设有第二顶升电机,第二安装座上方设有锡槽,所述锡槽通过第二顶升电机实现升降,所述位移传感器位于锡槽上方;所述底板上还设有产品上线台、产品下线台,所述产品上线台、产品下线台分别位于第一安装座的两侧。
所述助焊剂储存槽通过一第二安装板固定在底板上,第二安装板与助焊剂储存槽之间还设有垫块。
所述铆片装置的多个导柱上端固定连接一水平的第三安装板,切断机构、成型机构、铆片机构均按工位顺序设置在第三安装板上端,送料机构设置在第三安装板下方,且与切断机构的位置对应,所述第三安装板上设有通孔用于铜带穿过,所述铆片机构包括两个对称设置的活动叉线块,用于将定子的引线合拢,铆片机构还包括铆压头、铜带压平块,所述切断机构包括成型切刀,所述成型机构包括成型凸模。
所述铆片装置的送料机构包括一主动轮、一从动轮,所述主动轮由一摆臂驱动,所述摆臂与主动轮的主动轴之间通过单向轴承配合,摆臂的手柄端由一送料气缸驱动,所述主动轮、从动轮之间的距离用于夹持铜带,主动轮、从动轮之间的距离由弹簧压紧机构控制。
所述上锡装置的第二安装座上设有导轨,与锡槽底部设置的导槽滑动配合。
所述位移传感器为激光位移传感器。
所述料盘机构固定安装在第一安装板下方,料盘机构包括一卷盘、多个导向轮。
采用上述技术方案:包括底板,所述底板上安装有产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置以及一循环转台,所述产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置环绕循环转台并按工位顺序排布在底板上,所述循环转台上设有五个定子座,所述五个定子座呈圆周均匀分布且可转动至各个工位,循环转台位于产品上下线抓取装置的下方,位于其它工位装置的上方,循环转台由一固定在底板上的凸轮分割器驱动;所述产品上下线抓取装置包括第一安装座、拖链机构、上线夹爪、下线夹爪,所述第一安装座固定在底板上,所述拖链机构设置在第一安装座上,所述上线夹爪、下线夹爪由拖链机构驱动;所述剪线装置包括一升降板,所述升降板上端面并排设有剪线模、切刀气缸,所述切刀气缸驱动一与剪线模配合的切刀,所述切刀的运动方向为水平方向,所述剪线模上端设有引线导向套,所述升降板由一安装在底板上的第一顶升气缸驱动;所述铆片装置包括与底板固定连接的第一安装板,所述第一安装板上方并排设有切断机构、成型机构、铆片机构、送料机构,第一安装板下方设有料盘机构、升降机构,升降机构通过多个导柱对切断机构、成型机构、铆片机构、送料机构实现升降功能,升降机构由一第一顶升电机驱动;所述助焊剂浸泡装置包括设置在底板上端的助焊剂储存槽、设置在底板下方的升降机构,该升降机构包括一第二顶升气缸,所述助焊剂储存槽中设有一助焊剂升降槽,所述助焊剂升降槽的深度小于助焊剂储存槽的深度,助焊剂升降槽通过第二顶升气缸实现升降;所述上锡装置包括与底板固定连接的第二安装座、位移传感器,所述第二安装座下方设有第二顶升电机,第二安装座上方设有锡槽,所述锡槽通过第二顶升电机实现升降,所述位移传感器位于锡槽上方;所述底板上还设有产品上线台、产品下线台,所述产品上线台、产品下线台分别位于第一安装座的两侧。由此,先通过产品上下线抓取装置的上线夹爪将定子从产品上线台夹持到循环转台的一个定子座上,然后循环转台转动,定子座随之移动到剪线工位,剪线装置的升降板由第一顶升气缸驱动上升,定子的引线进入引线导向套,切刀再对定子的引线进行剪切,剪切完之后循环转台继续转动,定子座随之移动到铆片装置上方,送料机构拉动铜带向上进给,成型切刀向成型凸模运动,将铜带切断,成型切刀再继续向成型凸模运动,将切断的铜带推到成型凸模上,使铜带成型,然后成型凸模向上让位,成型切刀继续运动,将成型后的铜带推至铆压位置,第三安装板上升,同时两个活动叉线块向中间反复移动,将定子的引线合拢,合拢后,再对铜带和引线进行铆压,使铜带包住引线,最后铜带压平块再将铜带压平,使铜带更加贴合引线;然后循环转台继续转动,定子座随之移动到助焊剂浸泡装置上方,助焊剂升降槽上升到指定高度,对定子的引线进行助焊剂浸泡,浸泡好后助焊剂升降槽复位,然后循环转台继续转动,定子座随之移动到上锡装置上方,锡槽由第二顶升电机驱动升降,对定子的引线进行上锡,上锡时间、次数、上锡高度均可调节;上锡完成后,循环转台继续转动,定子座随之移动到产品上下线抓取装置下方,下线夹爪启动,将定子从循环转台夹持到产品下线台上。本发明实现了电机定子剪线、铆片、上助焊剂、上锡的自动化,提高了生产电机定子的自动化程度,节约了人力,提高了生产效率,并且产品质量不再依赖于人工控制,质量稳定,得到了保障。
下面结合说明书附图和具体实施例对本发明作进一步说明。
附图说明
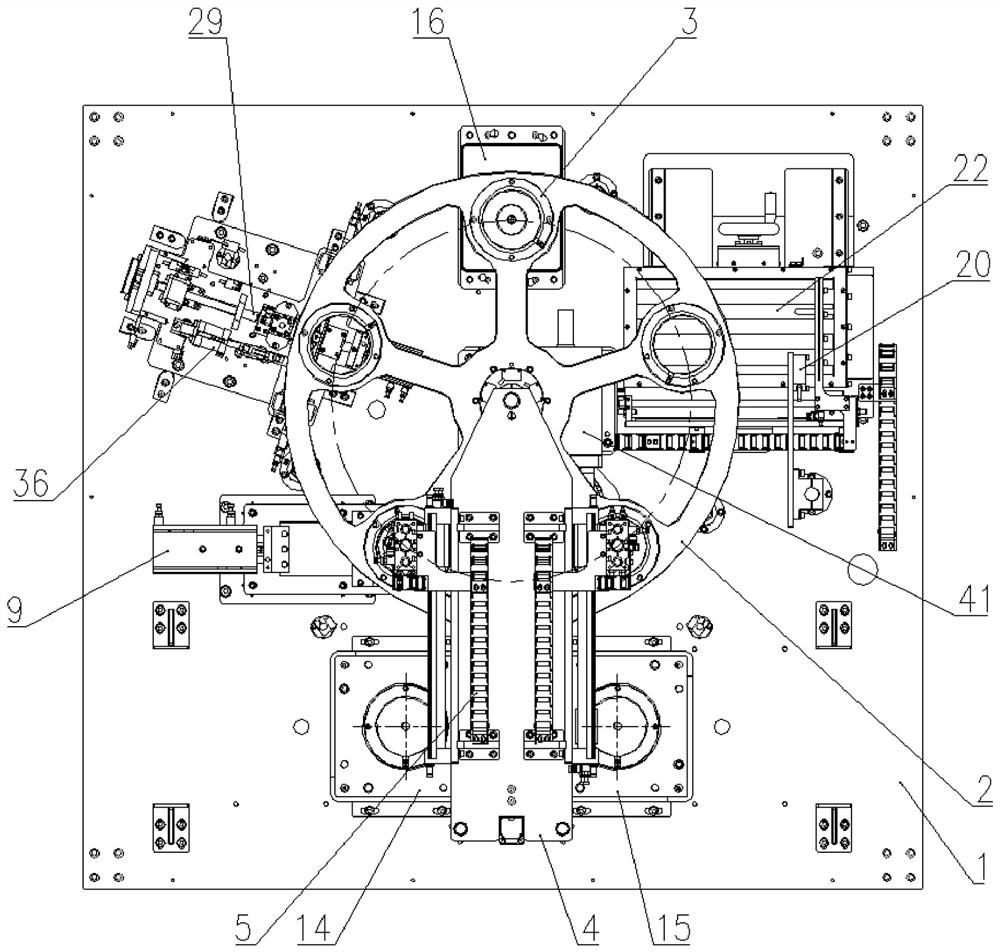
图1为本发明的结构示意图;
图2为本发明的轴测图;
图3为产品上下线抓取装置的结构示意图;
图4为剪线装置的结构示意图;
图5为铆片装置的结构示意图;
图6为图5的俯视图;
图7为铜带、定子在铆片装置上的示意图;
图8为送料机构的结构示意图;
图9为助焊剂浸泡装置的结构示意图;
图10为助焊剂浸泡装置的剖面图;
图11为除去位移传感器的上锡装置的结构示意图;
图12为位移传感器的结构示意图。
具体实施方式
本发明发电机定子自动铆片上锡装置的一种实施例:
参见图1-图12,一种发电机定子自动铆片上锡装置,包括底板1,所述底板1上安装有产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置以及一循环转台2,所述产品上下线抓取装置、剪线装置、铆片装置、助焊剂浸泡装置、上锡装置环绕循环转台2并按工位顺序排布在底板1上,所述循环转台2上设有五个定子座3,所述五个定子座3呈圆周均匀分布且可转动至各个工位,循环转台2位于产品上下线抓取装置的下方,位于其它工位装置的上方,循环转台2由一固定在底板1上的凸轮分割器41驱动;所述产品上下线抓取装置包括第一安装座4、拖链机构5、上线夹爪、下线夹爪6,所述第一安装座4固定在底板1上,所述拖链机构5设置在第一安装座4上,所述上线夹爪、下线夹爪6由拖链机构5驱动;所述剪线装置包括一升降板7,所述升降板7上端面并排设有剪线模8、切刀气缸9,所述切刀气缸9驱动一与剪线模8配合的切刀10,所述切刀10的运动方向为水平方向,所述剪线模8上端设有引线导向套11,所述升降板7由一安装在底板1上的第一顶升气缸12驱动;所述铆片装置包括与底板1固定连接的第一安装板13,所述第一安装板13上方并排设有切断机构、成型机构、铆片机构、送料机构,第一安装板13下方设有料盘机构、升降机构,升降机构通过多个导柱对切断机构、成型机构、铆片机构、送料机构实现升降功能,升降机构由一第一顶升电机40驱动;所述铆片装置的多个导柱上端固定连接一水平的第三安装板25,切断机构、成型机构、铆片机构均按工位顺序设置在第三安装板25上端,送料机构设置在第三安装板25下方,且与切断机构的位置对应,所述第三安装板25上设有通孔用于铜带穿过,所述铆片机构包括两个对称设置的活动叉线块26,用于将定子的引线合拢,铆片机构还包括铆压头27、铜带压平块28,所述切断机构包括成型切刀29,所述成型机构包括成型凸模30;所述铆片装置的送料机构包括一主动轮31、一从动轮32,所述主动轮31由一摆臂33驱动,所述摆臂33与主动轮31的主动轴34之间通过单向轴承35配合,摆臂33的手柄端由一送料气缸36驱动,所述主动轮31、从动轮32之间的距离用于夹持铜带,主动轮31、从动轮32之间的距离由弹簧压紧机构控制。所述料盘机构固定安装在第一安装板13下方,料盘机构包括一卷盘37、多个导向轮38。所述助焊剂浸泡装置包括设置在底板1上端的助焊剂储存槽16、设置在底板1下方的升降机构,该升降机构包括一第二顶升气缸17,所述助焊剂储存槽16中设有一助焊剂升降槽18,所述助焊剂升降槽18的深度小于助焊剂储存槽16的深度,助焊剂升降槽18通过第二顶升气缸17实现升降;所述上锡装置包括与底板1固定连接的第二安装座19、位移传感器20,所述第二安装座19下方设有第二顶升电机21,第二安装座19上方设有锡槽22,所述锡槽22通过第二顶升电机21实现升降,所述位移传感器20位于锡槽22上方,位移传感器20用于检测锡槽22内液面的高度,位移传感器20采用激光位移传感器;所述上锡装置的第二安装座19上设有导轨39,与锡槽22底部设置的导槽滑动配合,要更换或者添加锡液时,锡槽22可沿着导轨39移动到人工好操作的位置。所述底板1上还设有产品上线台14、产品下线台15,所述产品上线台14、产品下线台15分别位于第一安装座4的两侧。所述剪线装置通过一第四安装板44固定安装在底板1上,所述第四安装板44上设有多个导柱与升降板7连接。所述助焊剂储存槽16通过一第二安装板23固定在底板1上,第二安装板23与助焊剂储存槽16之间还设有垫块24。由此,先通过产品上下线抓取装置的上线夹爪将定子从产品上线台14夹持到循环转台2的一个定子座3上,然后循环转台2转动,定子座3随之移动到剪线工位,剪线装置的升降板7由第一顶升气缸12驱动上升,定子的引线进入引线导向套11,切刀10再对定子的引线进行剪切,剪切完之后循环转台2继续转动,定子座3随之移动到铆片装置上方,送料机构拉动铜带42向上进给,成型切刀29向成型凸模30运动,将铜带42切断,成型切刀29再继续向成型凸模30运动,将切断的铜带42推到成型凸模30上,使铜带42成型,然后成型凸模30向上让位,成型切刀29继续运动,将成型后的铜带42推至铆压位置,第三安装板25上升,同时两个活动叉线块26向中间反复移动,将定子43的引线合拢,合拢后,再对铜带和引线进行铆压,使铜带包住引线,最后铜带压平块28再将铜带压平,使铜带更加贴合引线;然后循环转台2继续转动,定子座3随之移动到助焊剂浸泡装置上方,助焊剂升降槽18上升到指定高度,对定子的引线进行助焊剂浸泡,浸泡好后助焊剂升降槽18复位,然后循环转台2继续转动,定子座3随之移动到上锡装置上方,锡槽22由第二顶升电机21驱动升降,对定子的引线进行上锡,上锡时间、次数、上锡高度均可调节;上锡完成后,循环转台2继续转动,定子座3随之移动到产品上下线抓取装置下方,下线夹爪6启动,将定子从循环转台2夹持到产品下线台15上。本发明实现了电机定子剪线、铆片、上助焊剂、上锡的自动化,提高了生产电机定子的自动化程度,节约了人力,提高了生产效率,并且产品质量不再依赖于人工控制,质量稳定,得到了保障。
本发明工作时,先通过产品上下线抓取装置的上线夹爪将定子从产品上线台14夹持到循环转台2的一个定子座3上,然后循环转台2转动,定子座3随之移动到剪线工位,剪线装置的升降板7由第一顶升气缸12驱动上升,定子的引线进入引线导向套11,切刀10再对定子的引线进行剪切,剪切完之后循环转台2继续转动,定子座3随之移动到铆片装置上方,送料机构拉动铜带42向上进给,成型切刀29向成型凸模30运动,将铜带42切断,成型切刀29再继续向成型凸模30运动,将切断的铜带42推到成型凸模30上,使铜带42成型,然后成型凸模30向上让位,成型切刀29继续运动,将成型后的铜带42推至铆压位置,第三安装板25上升,同时两个活动叉线块26向中间反复移动,将定子43的引线合拢,合拢后,再对铜带和引线进行铆压,使铜带包住引线,最后铜带压平块28再将铜带压平,使铜带更加贴合引线;然后循环转台2继续转动,定子座3随之移动到助焊剂浸泡装置上方,助焊剂升降槽18上升到指定高度,对定子的引线进行助焊剂浸泡,浸泡好后助焊剂升降槽18复位,然后循环转台2继续转动,定子座3随之移动到上锡装置上方,锡槽22由第二顶升电机21驱动升降,对定子的引线进行上锡,上锡时间、次数、上锡高度均可调节;上锡完成后,循环转台2继续转动,定子座3随之移动到产品上下线抓取装置下方,下线夹爪6启动,将定子从循环转台2夹持到产品下线台15上。
- 一种发电机定子自动铆片上锡装置
- 一种发电机定子总成引出线自动蘸锡机