锭子张力控制装置及其放线张力的控制方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及一种设置有全新张力控制组件的锭子张力控制装置,以及可精确控制线状材料在放线时的张力大小的控制方法;具体而言,本发明涉及一种利用磁滞原理精确控制施加于线状材料上的张力大小,以确保在不同的操作参数下,线状材料在放线的过程中,施加至线状材料上的张力均基本保持恒定。
背景技术
线状材料可是天然纤维或者合成纤维线或者金属丝等,常见的材质有棉、人造丝、聚酰胺、聚酯、芳香族聚酰胺、钢丝等。在轮胎工业或者纺织工业或者线缆工业中,一般需要在外部动力源(例如电机)的牵引作用下将一个或者若干个缠绕成卷装的线状材料从线轴中拉出至预定工位以便进行后续作业。而在将线状材料从线轴中拉出时,需要锭子张力控制装置为线状材料提供恒定均匀的张力,而且在不同的操作参数下,例如当由于线状材料持续消耗而导致缠绕在线轴上的线状材料的重量和料卷直径减小时,和/或拉出速度发生变化时,施加至线状材料上的张力也需要基本保持恒定。尤其是在使用多个锭子张力控制装置同步拉出多股线状材料时,需要确保所有锭子张力控制装置施加至各自线状材料上的张力均基本保持恒定且基本均匀,即施加至各线状材料上的张力一致性较高。
申请人经过调研发现,RJS公司的锭子张力控制装置产品在目前市场上使用较广泛,但RJS公司的锭子张力控制装置是利用气缸往复运动进行增压或降压的方式控制施加至线状材料上的张力大小,该方式存在至少以下三点不足之处:
一、气缸控制张力的方式是通过控制汽缸内的空气压力大小实现,但控制气缸内的压力是通过人工操作手动旋钮调节气压大小,手动调整压力供给不稳定,导致提供的张力不准确;另外,在同时大量使用该种张力控制装置时(如锭子架),人工调节气压大小极为不便且消耗工时较长。
二、气缸在长期使用后,其供气管路及气缸本体容易磨损,进而导致压力供给不稳定,导致提供的张力不准确。
三、在工业化生产中,均是采用多个锭子张力控制装置同时拉出多股线状材料,因此需要确保施加至各线状材料的张力基本一致且恒定,但由于上面所述的两点不足可知,通过气缸控制张力的方式难以确保施加至各线状材料的张力基本一致且恒定,尤其在长期使用后,张力稳定性与一致性欠佳。
发明内容
为解决上述技术问题,本发明提供一种锭子张力控制装置,包括:摆动辊、摆动臂、芯轴、第一支撑机构与第二支撑机构,所述芯轴设置于第一支撑机构上,所述摆动臂设置于第二支撑机构上,所述摆动臂的一端与摆动辊连接设置,所述摆动臂的另一端设置有旋转中心孔或者旋转中心轴,其中还包括张力控制组件,所述张力控制组件设置有输入端与输出端,所述输入端与所述芯轴连接设置并同步运动,所述输出端与所述摆动臂的旋转中心孔或者旋转中心轴连接设置并同步运动。
优选地,所述张力控制组件包括组件A与组件B,所述输入端与组件A连接设置并同步运动,所述输出端与组件B连接设置并同步运动。
优选地,所述张力控制组件为设置有磁滞制动器的磁滞制动器组件,所述组件A为所述磁滞制动器的转子组件,所述组件B为所述磁滞制动器的定子组件。
优选地,所述输入端与所述芯轴通过第一同步带组件或者相互啮合的齿轮机构相连接设置并同步运动。
优选地,所述输出端与所述摆动臂的旋转中心孔或者旋转中心轴通过第二同步带组件或者相互啮合的齿轮机构相连接设置并同步运动。
优选地,所述第二同步带组件包括主动轮与从动轮,所述从动轮设置有与所述摆动臂的旋转中心孔或者旋转中心轴相匹配设置的旋转中心轴或者旋转中心孔。
优选地,所述主动轮与从动轮的齿轮比为1:2至1:20之间。
优选地,所述相互啮合的齿轮机构为齿轮以及与齿轮相耦合的齿条组件,所述输出端与所述摆动臂的旋转中心孔或者旋转中心轴通过齿轮以及与齿轮相耦合的齿条组件相连接设置并同步运动。
优选地,所述齿条组件包括齿条、齿条摆动臂,所述齿条固定设置于齿条摆动臂的一端,所述齿条摆动臂的另一端与设置有与所述摆动臂的旋转中心孔或者旋转中心轴相匹配设置的旋转中心轴或者旋转中心孔。
优选地,所述齿条组件包括齿条、连杆结构,所述齿条固定设置于连杆结构的一端,所述连杆结构的另一端直接或者间接设置于所述摆动臂上并与摆动臂同步运动。
优选地,所述磁滞制动器的张力范围在0.2至5牛米,其中,金属材质的线状材料优选0.5至5牛米,非金属材质的线状材料优选0.2至2牛米。
本发明还提供了一种利用锭子张力控制装置精确控制线状材料的放线张力的方法,包括锭子张力控制装置、外部动力源与控制器,所述锭子张力控制装置包括摆动辊、摆动臂、芯轴、第一支撑机构、第二支撑机构,其中所述锭子张力控制装置还包括设置有磁滞制动器的磁滞制动器组件,当芯轴上设置的线状材料在外部动力源的作用下绕所述芯轴旋转放线时,所述控制器通过精确控制所述磁滞制动器输出张力的大小,进而实现精确控制施加至所述线状材料的放线张力的大小。
优选地,所述磁滞制动器组件设置有输入端、输出端、转子组件、定子组件,将所述输入端的一端与所述芯轴连接设置,将所述输入端的另一端与所述转子组件连接设置,并保持所述芯轴、输入端与转子组件三者同步运动;将所述输出端的一端与所述摆动臂连接设置,将所述输出端的另一端与所述定子组件连接设置,并保持所述定子组件、输出端与摆动臂三者同步运动。
优选地,所述控制器根据所述线状材料的料卷的卷径变化,通过所述控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以提供恒定的放线张力。
优选地,还设置有检测所述线状材料的料卷转速的旋转速度检测传感器,并通过控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以匹配所述料卷的转速,以提供恒定的放线张力。
优选地,还设置有检测线状材料的放线速度的线速检测传感器,并通过控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以匹配所述线状材料的放线速度,以提供恒定的放线张力。
综上所述,本发明公开的锭子张力控制装置,主要是通过设置创新式的磁滞制动器组件与摆动臂、芯轴的结构位置关系,再通过控制磁滞制动器的励磁电流大小进而实现精确控制施加至线状材料的张力大小。本发明公开的技术方案是通过调节励磁电流控制磁力大小,进而调节施加至线状材料上的张力大小,具有张力输出准确度与精度高,可精确调整张力大小且调节方式便捷,长期使用时稳定性高,尤其是在使用多个锭子张力控制装置同时拉出多股线状材料时,即使经过长期使用后各锭子张力控制装置的张力一致性较高等优点。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
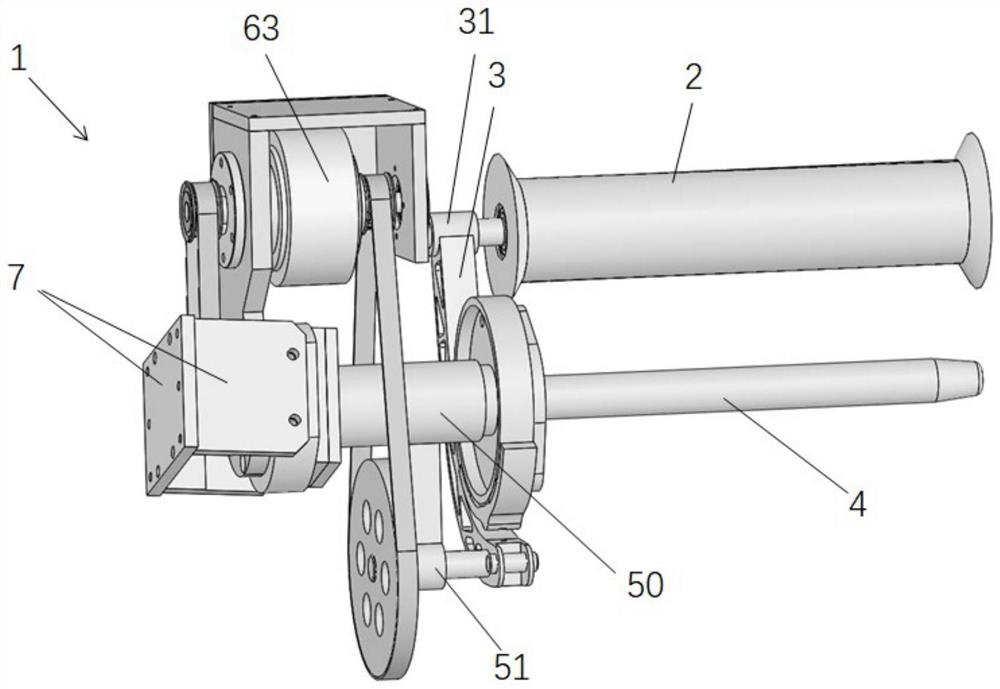
图1为本发明第一实施例的整体示意图。
图2为本发明第一实施例的部分示意图。
图3为本发明第一实施例中核心结构的示意图。
图4A为本发明第一实施例中张力控制组件的示意图。
图4B为图4A中沿A-A’的剖视图。
图5为本发明第一实施例中转子转轴的示意图。
图6为本发明第二实施例的整体示意图。
图7为本发明第二实施例的部分示意图。
图8为本发明第二实施例中另一视角的部分示意图。
图9为本发明第二实施例的核心结构的部分示意图。
图10为本发明第二实施例中固定构件的示意图。
图11A为本发明第二实施例中的磁滞制动器的部分示意图。
图11B为本发明第二实施例中的磁滞制动器另一角度的示意图。
图12为本发明第三实施例的整体示意图。
图13为本发明第三实施例的部分示意图。
图14A为本发明第三实施例中核心结构部分的示意图。
图14B为本发明第三实施例中核心结构部分另一视角的示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。以下所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式,均属于本发明的保护范围。
作为公知常识,磁滞制动器由转子和定子磁极两大部分组成,转子由特殊的磁滞材料制成,定子磁极中有一定的间隙,转子在间隙中转动。当线圈通电时,间隙中产生磁场,使转子产生磁滞效应。当磁滞转子在外力作用下克服磁滞力转动时,产生额定的扭矩,而该额定的扭矩仅与激磁电流大小有关,以实现非接触的扭矩传输。本发明利用上述磁滞原理及独创的构造设计一款全新的锭子张力控制装置。
本发明公开的锭子张力控制装置的具体结构及工作原理,通过以下三个实施例进行详细说明,需说明的是,相同的元器件、构造仅以相同标号表示。
第一实施例,如附图1至附图5所示,本发明提供了一种锭子张力控制装置1,其包括:摆动辊2、摆动臂3、芯轴4、第一支撑机构50与第二支撑机构51,所述芯轴4设置于第一支撑机构50上,所述摆动臂3设置于第二支撑机构51上,所述摆动臂3的一端31与摆动辊2连接设置,所述摆动臂3的另一端32设置有旋转中心孔或者旋转中心轴321,所述锭子张力控制装置1还包括张力控制组件,所述张力控制组件设置有输入端61与输出端62,所述输入端61与所述芯轴4连接设置并同步运动,所述输出端62与所述摆动臂3的旋转中心孔或者旋转中心轴321连接设置并同步运动。
较佳地,本发明所述张力控制组件还包括组件A与组件B,所述输入端61与组件A连接设置并同步运动,所述输出端62与组件B连接设置并同步运动。具体而言,所述张力控制组件为设置有磁滞制动器63的磁滞制动器组件,所述组件A为所述磁滞制动器的转子组件,包括转子631、转子转轴630;所述组件B为所述磁滞制动器的定子632。其中,所述磁滞制动器可以是无轴磁滞制动器或者有轴磁滞制动器,本实施例仅以无轴的磁滞制动器为例进行说明,且所述磁滞制动器的张力范围为优选0.2牛米至5牛米,具体而言,申请人经过反复试验得出以下结论:金属材质的线状材料优选0.5至5牛米时效果较佳,非金属材质的线状材料优选0.2至2牛米时效果较佳。
本发明所述输入端61(即转子转轴630的一端6301)与所述芯轴4通过第一同步带组件64相连接设置并同步运动,所述第一同步带组件包括第一主动轮641、第一从动轮642与第一同步带643;所述输出端62与所述摆动臂3的旋转中心孔或者旋转中心轴321通过第二同步带组件65相连接设置并同步运动。具体而言,所述第二同步带组件65包括第二主动轮651、第二从动轮652与第二同步带653,所述第二从动轮652设置有与所述摆动臂3的旋转中心孔或者旋转中心轴相匹配设置的旋转中心轴或者旋转中心孔。其中,根据申请人经过反复试验得出以下结论:所述第二主动轮651与第二从动轮652的齿轮比优选为1:1至1:20之间。
本发明所述锭子张力控制装置1通过固定板7固定设置于预定位置;所述芯轴4通过第一支撑机构50支撑并固定设置于所述固定板7上,且所述芯轴4经过第一支撑机构50与所述第一主动轮641连接设置并同步运动,进而通过第一同步带643、第一从动轮642与所述转子转轴630的一端6301连接设置并同步运动;所述磁滞制动器63通过主轴承座69、辅助轴承座691支撑,并通过侧板66A、侧板66B与所述固定板7固定设置;用于支撑所述摆动臂3的第二支撑机构51可以独立设置或者与所述第一支撑机构50一体设置,所述摆动臂3可绕其上的旋转中心孔或者旋转中心轴321带动所述摆动辊2同步摆动。
图3至图5所示的内容为本发明的核心结构及原理。具体说明如下,所述芯轴4通过第一主动轮641、第一同步带643以及第一从动轮642与所述输入端61(即转子转轴630的一端6301)相连接设置,所述第一从动轮642与所述转子转轴630上设置的键槽611通过键连接;所述输入端61的另一端(即转子转轴630的另一端6302)与所述磁滞制动器63的转子631固定连接,通过上述结构实现所述芯轴4与所述磁滞制动器63的转子631连接设置并同步运动。另外,所述输出端62(即第一固定构件62的一端621)与所述磁滞制动器63的定子632固定连接,所述输出端62的另一端(即第一固定构件的另一端622)与所述第二主动轮651通过螺钉固定连接,进而通过第二同步带653、第二从动轮652、以及设置于第二从动轮652上的旋转中心孔或者旋转中心轴6521与所述摆动臂3的旋转中心轴或者旋转中心孔321相连接设置并同步运动,本实施例图示中仅以第二从动轮652上设置旋转中心轴6521、所述摆动臂3设置旋转中心孔321为例进行说明,以实现将所述输出端62与所述摆动臂3相连接设置并同步运动,即将所述摆动臂3与所述磁滞制动器63的定子632连接设置并同步运动,亦即将与所述摆动臂3相连接的摆动辊2与所述磁滞制动器63的定子632连接设置并同步运动。
本发明的工作原理如下,先将缠绕设置于线轴(未图示)上的线状材料(如钢丝或尼龙线等,以下仅以钢丝为例进行说明)通过线轴装载至所述芯轴4上并可保持同步运动,将钢丝的钢丝头部分与外部动力源(以下仅以电机为例进行说明,电机未图示)相连接,并将钢丝按照使用需要缠绕至所述摆动辊2上;当钢丝在电机的牵引下与所述芯轴4同步旋转放线时,电机施加至钢丝上的恒定的牵引力通过上面描述的发明结构可同步施加至所述输入端61,即施加至所述磁滞制动器63的转子631上,带动转子631旋转运动;当向所述磁滞制动器63施加励磁电流时,在定子632与转子631之间的空气间隙形成磁场,转子631受到磁场的磁力抑制作用,形成相对于定子632的无接触刹车动作,即通过调节励磁电流控制所述磁场的磁力大小,进而控制转子631相对于定子632的相对运动的阻力大小。由于所述定子632与所述摆动辊2连接设置并同步运动,在牵引力作用下摆动辊2随之运动,即所述定子632与摆动辊2同步运动。此时可以通过调节励磁电流大小实现调节磁力大小,即调节抑制所述定子632运动的力的大小,也就是可调节施加至所述摆动辊2上的抑制力的大小,所述摆动辊2上的抑制力是与所述电机施加至所述摆动辊2上的牵引力的反作用力。本发明通过上述结构与磁滞原理,实现调节励磁电流大小来精确地调整施加至钢丝的张力大小。由于电流控制可以进行数字化控制,因此张力的控制准确度与精度更高,且可精确调整张力大小;由于磁滞制动器内无其它摩擦因素,因此具有稳定可靠、噪音小,使用寿命长、张力持久稳定等优点,尤其在工业化生产中,使用具有所述锭子张力控制装置的锭子架等同时拉出多股钢丝生产作业时,整体的张力一致性与稳定性尤其明显,钢丝缠绕至目标物的缠绕效果更佳。
此外,本发明所述输入端与所述芯轴还可以是通过相互啮合的齿轮机构相连接设置并同步运动,还可以是链条与链轮结构、多个齿轮相互耦合结构等,具体连接方式在此不做赘述,下述实施例中亦是如此。
另需说明的是,本发明的核心结构在于将所述输入端的一端与所述芯轴连接设置,将所述输入端的另一端与所述转子组件连接设置,并保持所述芯轴、输入端与转子组件三者同步运动;将所述输出端的一端与所述摆动臂连接设置,将所述输出端的另一端与所述定子组件连接设置,并保持所述定子组件、输出端与摆动臂三者同步运动;再利用磁滞原理通过控制励磁电流实现精确且可调地控制施加至钢丝上的张力大小。
本发明中第二实施例、第三实施例与第一实施例的核心结构及原理相似,不同之处在于所述输出端与所述摆动臂的旋转中心孔或者旋转中心轴是通过相互啮合的齿轮机构相连接设置并同步运动,且采用的磁滞制动器是有轴磁滞制动器。具体而言,所述相互啮合的齿轮机构为齿轮671以及与齿轮相耦合的齿条组件,所述输出端与所述摆动臂的旋转中心孔或者旋转中心轴321是通过齿轮以及与齿轮相耦合的齿条组件相连接设置并同步运动。
第二实施例,如附图6至附图11所示。本实施例所述锭子张力控制装置1通过固定板7固定设置于预定位置;所述芯轴4通过第一支撑机构50支撑并经侧板81、轴承座80固定设置于所述固定板7上,且所述芯轴4经过第一支撑机构50与所述第一主动轮641连接设置并同步运动,进而通过第一同步带643、第一从动轮642与所述输入端61连接设置并同步运动;所述磁滞制动器63通过轴承座80、固定构件621支撑,并通过侧板81与所述固定板7固定设置;用于支撑所述摆动臂3的第二支撑机构51可以独立设置或者与所述第一支撑机构50一体设置,所述摆动臂3可绕其上的旋转中心孔或者旋转中心轴321带动所述摆动辊2同步摆动。
在本实施例中所述齿条组件包括齿条672、齿条摆动臂673,所述齿条672固定设置于齿条摆动臂的一端6731,所述齿条摆动臂的另一端6732与设置有与所述摆动臂3的旋转中心孔相匹配设置的旋转中心孔6733,本实施例中仅以所述齿条摆动臂的另一端6732设置有旋转中心孔6733、所述摆动臂3设置有旋转中心轴321为例进行说明。具体阐述如下:所述芯轴4通过第一主动轮641、第一同步带643以及第一从动轮642与所述输入端61(即转子转轴630的一端6301)相连接设置,所述第一从动轮642与所述转子转轴630的一端6301上设置的键槽611通过键连接;所述输入端61的另一端为所述磁滞制动器63的转子631,以实现所述芯轴4与所述输入端61相连接设置并同步运动,即所述芯轴4与所述磁滞制动器63的转子631连接设置并同步运动。另外,所述输出端(即固定构件621的一端6211)与所述磁滞制动器63的定子632固定连接,所述输出端的另一端(即固定构件621的一端6211的另一侧面6212)与所述齿轮671固定连接,所述齿条672与所述齿轮671相耦合并同步运动,进而实现通过齿轮671、齿条672、以及设置于所述齿条摆动臂的另一端6732的旋转中心孔6733与所述摆动臂3的旋转中心轴321相匹配设置并同步运动,进而以实现将所述输出端与所述摆动臂3相连接设置并同步运动,即将所述摆动臂3与所述磁滞制动器63的定子632连接设置并同步运动。关于通过控制励磁电流大小以实现精确控制施加至钢丝放线时的张力大小的原理与第一实施例中的相同,不再赘述。另外,本实施例的技术方案除了完整地具有第一实施例中所述的技术效果外,还对采用第二同步带组件技术方案进行改进,在第一实施例中如第二主动轮651与第二从动轮652的齿轮比为1:20时,则第二从动轮652的直径较大,导致第二从动轮652占用空间大,使用不方便,不利于产业化应用。
第三实施例,如附图10至附图14所示。本实施例所述锭子张力控制装置1通过固定板7固定设置于预定位置;所述芯轴4通过第一支撑机构50支撑并经轴承座82固定设置于所述固定板7上,且所述芯轴4经过第一支撑机构50与所述第一主动轮641连接设置并同步运动,进而通过第一同步带643、第一从动轮642与所述输入端61连接设置并同步运动;所述磁滞制动器63通过轴承座82、固定构件621支撑,并通过轴承座82与所述固定板7固定设置;用于支撑所述摆动臂3的第二支撑机构51可以独立设置或者与所述第一支撑机构50一体设置。
在本实施例中所述齿条组件包括齿条672、连杆结构674,所述齿条672固定设置于连杆结构的一端6741,所述连杆结构的另一端6742直接或者间接设置于所述摆动臂3上,并与摆动臂3绕所述摆动臂3的旋转中心轴321同步运动。本实施例与第二实施例的核心结构及原理相似,不同之处在于将齿条摆动臂673替换为直接或者间接设置于所述摆动臂3上的连杆结构674,以降低本发明所述锭子张力控制装置的制造成本,同时可减少力的传输损耗,可进一步提高施加至钢丝的张力的精确度与稳定性。本实施例中仅以所述连杆结构674的另一端6742直接设置于所述摆动臂3上为例进行说明,具体阐述如下:所述芯轴4通过第一主动轮641、第一同步带643以及第一从动轮642与所述输入端61(即转子转轴630的一端6301)相连接设置,所述第一从动轮642与所述转子转轴630的一端6301上设置的键槽611通过键连接;所述输入端61的另一端为所述磁滞制动器63的转子631,以实现所述芯轴4与所述输入端61相连接设置并同步运动,即所述芯轴4与所述磁滞制动器63的转子631连接设置并同步运动。另外,输出端68的一端681与所述磁滞制动器63的定子632固定连接,所述输出端68的另一端设置有与所述齿轮671固定连接的连接轴682,所述齿条672与所述齿轮671相耦合并同步运动,进而实现通过齿轮671、齿条672、连杆结构674与摆动臂3以所述摆动臂3的旋转中心轴321为中心进行同步运动,进而以实现将所述输出端68与所述摆动臂3相连接设置并同步运动,即将所述摆动臂3与所述磁滞制动器63的定子632连接设置并同步运动。关于通过控制励磁电流大小以实现精确控制施加至钢丝放线时的张力大小的原理与第二实施例中的相同,不再赘述。此外,所述输出端68也可以设置为与所述磁滞制动器63一体结构。
本发明同时公开了一种利用上述锭子张力控制装置1精确控制线状材料的放线张力的方法,包括锭子张力控制装置1;将一个或者若干个缠绕成卷装的线状材料从线轴中拉出至预定工位的外部动力源,如电机;以及用于控制励磁电流大小的控制器,例如PLC(指可编程逻辑控制器)或MCU(微控制单元),其中,所述锭子张力控制装置1还包括设置有磁滞制动器63的磁滞制动器组件,当芯轴4上设置的线状材料在外部动力源的作用下绕所述芯轴旋转放线时,所述控制器通过精确控制所述磁滞制动器输出张力的大小,进而实现精确控制施加至所述线状材料的放线张力的大小。
优选地,所述磁滞制动器组件设置有输入端、输出端、转子组件、定子组件,将所述输入端的一端与所述芯轴连接设置,将所述输入端的另一端与所述转子组件连接设置,并保持所述芯轴、输入端与转子组件三者同步运动;将所述输出端的一端与所述摆动臂连接设置,将所述输出端的另一端与所述定子组件连接设置,并保持所述定子组件、输出端与摆动臂三者同步运动。此外,所述控制器根据所述线状材料的料卷的卷径变化,通过所述控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以提供恒定的放线张力。
根据需要,还可以设置有检测所述线状材料的料卷转速的旋转速度检测传感器,并通过控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以匹配所述料卷的转速,以提供恒定的放线张力;以及还可以设置有检测线状材料的放线速度的线速检测传感器,并通过控制器调整所述磁滞制动器的励磁电流大小进而控制磁滞制动器的磁力大小,以匹配所述线状材料的放线速度,以提供恒定的放线张力。
须说明是,本发明通过PLC或者MCU实现上述各种控制动作是工业控制领域常见的简单控制技术,在此不赘述。此外,可通过控制器可以实现对本发明所述锭子张力控制装置的锭子架各个张力进行单独调节或者选择性调节或者整体调整,仅需在控制器中设定好程序即可,操作简单。
表1与表2是申请人在相同条件下,在施加放线牵引力的电机的放线速度(单位:毫米/秒)分别为100毫米/秒、200毫米/秒、300毫米/秒、400毫米/秒四个常用的缠绕放线条件下,申请人分别针对施加至钢丝(金属材质)与尼龙线(合成纤维材质)的张力波动进行测试的实验数据,通过对比实验数据可见:本发明的锭子张力控制装置的钢丝的张力浮动量与尼龙线的张力浮动量均为0.1牛米至0.2牛米;现有的气动式张力控制装置的钢丝的张力浮动量与尼龙线的张力浮动量均为0.4牛米至0.5牛米。也就是说,本发明所述锭子张力控制装置施加至钢丝或尼龙线上的张力稳定性比气动式张力控制装置的稳定性高,且由于单独的锭子张力控制装置的稳定性高,在使用由多个本发明所述锭子张力控制装置构成的锭子架进行多股钢丝或尼龙线缠绕时,施加至各钢丝或尼龙线的张力的整体一致性必然较高。
表1
表2
表3与表4是申请人在不同的放线速度条件下,使用本发明所述的锭子张力控制装置及其控制方法设定施加至钢丝的张力为4牛米与设定施加至尼龙线的张力10牛米的实验数据。通过对比实验数据可知即使放线速度不同,但同样可以精准设定施加至钢丝或尼龙线的张力值;即使在料卷的直径发生变化时,同样可以精准设定施加至钢丝或尼龙线的张力值。由此可见,采用本发明所述的锭子张力控制装置及其控制方法可通过控制磁滞制动器的励磁电流大小进而实现精确控制施加至多股钢丝或尼龙线的张力大小,如采用锭子架,同样可以对多股钢丝或尼龙线的张力可以进行整体统一调整或者有针对性调整。
表3
表4
此外,由于本发明是利用磁滞原理进行无接触、无摩擦的张力控制,因此无论是单独使用或同时使用多个本发明所述锭子张力控制装置,在长期使用时稳定性均较高。
综合上述公开的技术内容可知,本发明公开的锭子张力控制装置,主要是通过设置创新式的磁滞制动器组件及其与摆动臂、芯轴的创新式的结构位置关系,再通过控制磁滞制动器的励磁电流大小进而实现精确控制施加至线状材料的张力大小。本发明公开的技术方案是利用励磁电流控制磁力进而控制线状材料的张力大小,具有张力输出精度高,可精确调整张力大小,长期使用时稳定性高,尤其是在多个锭子张力控制装置同时拉出多股线状材料时,即使经过长期使用后各锭子张力控制装置的张力一致性较高等技术效果。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 锭子张力控制装置及其放线张力的控制方法
- 一种张力控制的放线锭子