轮毂双工位夹爪和控制方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及自动装配技术领域,具体地涉及一种轮毂双工位夹爪和控制方法。
背景技术
在轮毂加工与轮毂表面瑕疵检测的过程中,轮毂的搬运及装配一般有两种方式:人工作业和机械自动化作业。现行业内对搬运及装配的高精度、高效率的要求,因此需要具有检测轮毂搬运、装配过程中位姿功能的夹爪,能有效解决现阶段所存在的问题。
目前的工业生产中,轮毂搬运及装配过程中常会因为轮毂位姿有偏差造成设备间碰撞,而且作业过程缺少轮毂受力状态的反馈,存在很多问题,诸如:花费时间长;实时性差,自动化程度低,硬件间易发生碰撞,造成损伤等。
发明内容
针对现有技术中的上述不足或缺陷,本发明提供一种轮毂双工位夹爪,其能够智能、高效、准确地完成轮毂的搬运及装配。
为了实现上述目的,本发明第一方面提供一种轮毂双工位夹爪,所述轮毂双工位夹爪包括连接框架、设置在所述连接框架两端的手指气缸、设置在所述手指气缸两侧的轮毂夹爪、用于控制所述手指气缸伸出和缩回以驱动所述轮毂夹爪的控制器、处理模块以及设置在所述轮毂夹爪上的压力传感器;
所述图像获取模块用于获取待装配的花键轴和轮毂上的花键套的图像信息,并将该图像信息发送至处理模块;所述处理模块用于计算花键轴和花键套在周向上的角度偏差,并将计算结果传输给所述控制器;所述控制器用于根据所述处理模块的计算结果,控制所述手指气缸和轮毂夹爪纠正该角度偏差并执行搬运和装配作业;所述压力传感器用于获取轮毂在装配过程中的受力情况,并将压力值反馈给控制器进行计算分析。
通过图像获取模块获取待装配的花键轴和轮毂上的花键套的图像信息,利用处理模块计算花键轴和花键套在周向上的角度偏差,可在后续的装配中纠正角度偏差,更好的将花键轴装配至花键套内。在装配过程中,基于压力传感器的设置,可以获取轮毂的受力情况,在将压力值反馈给控制器进行计算分析后,可以得出花键轴是否适配花键套的结果。因此,本发明的轮毂双工位夹爪能够自动化、智能、高效、准确地完成轮毂的搬运及装配,提升装配的效率,大幅降低劳动力成本并提高检产线智能化。
进一步地,所述夹爪连接框架包括法兰、设置在所述法兰两侧的侧板、连接轴以及手指气缸固定板;所述侧板之间通过所述连接轴连接,所述手指气缸固定板设置在所述侧板的两端,用于安装所述手指气缸。
进一步地,所述侧板的内侧设置有与所述控制器电连接的电磁气动换向阀;所述电磁气动换向阀通过执行所述控制器的命令能够控制所述手指气缸的伸出和缩回。
进一步地,所述图像获取模块包括设置在所述手指气缸上端面的固定板、设置在所述固定板上的光轴座、与所述光轴座垂直连接的光轴、一端与所述光轴连接的相机支架以及设置在所述相机支架上的相机。
进一步地,所述手指气缸的两端设置有轮毂夹爪固定块,所述轮毂夹爪通过所述轮毂夹爪固定块与所述手指气缸连接;通过所述手指气缸驱动所述轮毂夹爪能够驱动所述轮毂夹爪夹紧和松开。
进一步地,所述轮毂夹爪包括夹爪、导向V型固定座、导向轮、轮毂夹爪固定座及限位块;
所述轮毂夹爪固定座设置在所述轮毂夹爪固定块上,所述夹爪的一端与所述轮毂夹爪固定座连接,其另一端设置有所述导向V型固定座,所述导向轮设置在所述导向V型固定座上并与所述导向V型固定座转动连接;所述导向轮和所述导向V型固定座的连接处设置有限位块,所述限位块用于限制所述导向V型固定座的运动范围。
进一步地,所述手指气缸的下侧凹槽处装有磁性开关,所述磁性开关用于检测手指气缸的到位状态并将信号反馈给所述控制器,以防止所述轮毂夹爪在未完成动作的前提下运动。
本发明第二方面提供一种轮毂双工位夹爪的控制方法,包括:
获取待装配的花键轴和轮毂上的花键套的图像信息;
计算花键轴和花键套在周向上的角度偏差;
纠正角度偏差并将花键轴装配至花键套内;
获取在装配过程中轮毂的受力情况,并将压力值反馈给控制器进行计算分析。
通过获取待装配的花键轴和轮毂上的花键套的图像信息,计算花键轴和花键套在周向上的角度偏差,可在后续的装配中纠正角度偏差,更好的将花键轴装配至花键套内。在装配过程中,基于压力传感器的设置可以获取轮毂的受力情况,在将压力值反馈给控制器进行计算分析后,可以得出花键轴是否适配花键套的结果。因此,本发明的轮毂双工位夹爪的控制方法能够自动化、智能、高效、准确地完成轮毂的搬运及装配,提升装配的效率,大幅降低劳动力成本并提高检产线智能化。
进一步地通过检测轮毂两侧的受到的压力差值,判断所述花键轴和所述花键套是否适配。
本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
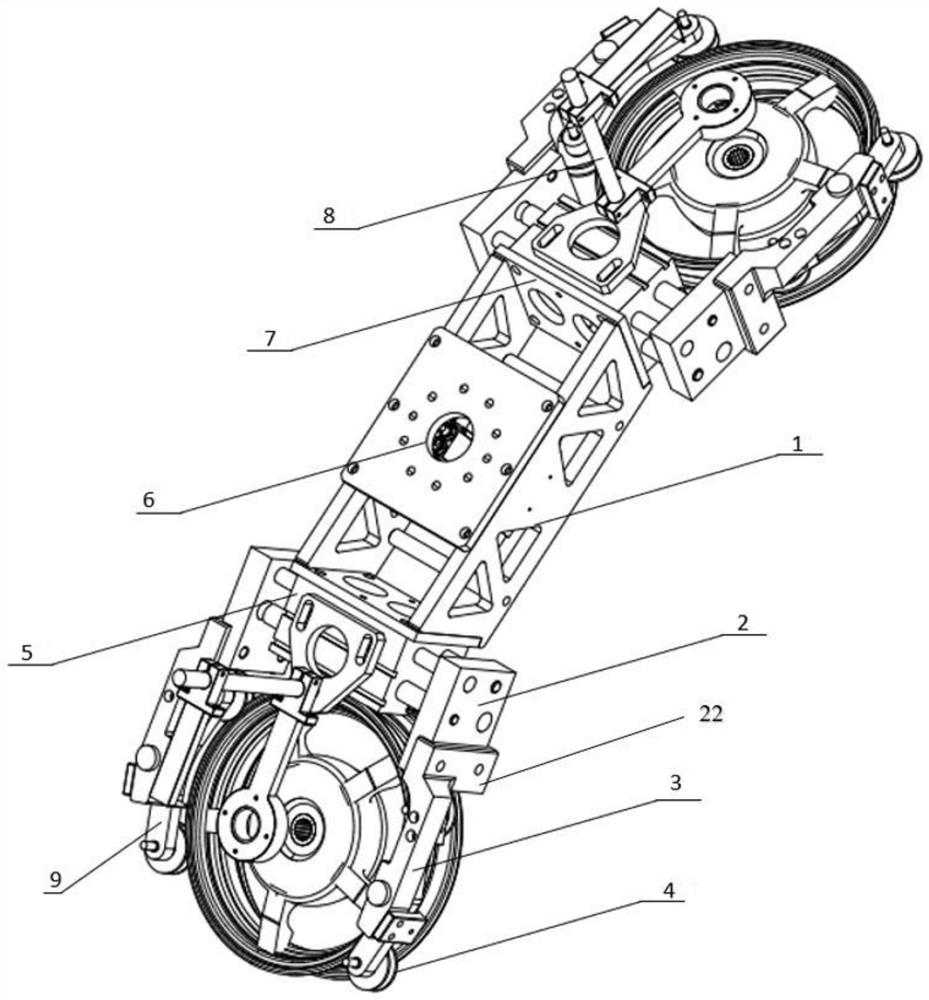
图1是本发明轮毂双工位夹爪一种实施方式的立体图;
图2是本轮毂双工位夹爪的左视图;
图3是轮毂双工位夹爪仰视图;
图4是轮毂双工位夹爪俯视图;
图5是手指气缸一种实施方式的结构示意图。
附图标记说明
1侧板 2轮毂夹爪固定块
3夹爪 4导向轮
5手指气缸 6法兰
7手指气缸固定板 22轮毂夹爪固定座
9导向V型固定座 10光轴
11光源支架 12光轴座
13限位块 14相机
15光源 16相机支架
17磁性开关 18连接轴
19电磁气动换向阀 20固定板
21压力传感器
具体实施方式
以下对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
在本发明中,在未作相反说明的情况下,使用的方位词如“上、下”通常是指在装配使用状态下的方位。“内、外”是指相对于各部件本身轮廓的内、外。
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
本发明中提供一种,如图1-图4所示,所述轮毂双工位夹爪包括连接框架、设置在所述连接框架两端的手指气缸5、设置在所述手指气缸5两侧的轮毂夹爪、用于控制所述手指气缸5伸出和缩回以驱动所述轮毂夹爪的控制器、处理模块以及设置在所述轮毂夹爪上的压力传感器21;
所述图像获取模块用于获取待装配的花键轴和轮毂上的花键套的图像信息,并将该图像信息发送至处理模块;所述处理模块用于计算花键轴和花键套在周向上的角度偏差,并将计算结果传输给所述控制器;所述控制器用于根据所述处理模块的计算结果,控制所述手指气缸5和轮毂夹爪纠正该角度偏差并执行搬运和装配作业;所述压力传感器21用于获取轮毂在装配过程中的受力情况,并将压力值反馈给控制器进行计算分析。
其中,具体计算分析的过程是这样的:轮毂左侧的压力传感器21获取的压力值为M,轮毂右侧的压力传感器21获取的压力值为N,当M-N的绝对值大于预先设定的阈值L时,说明花键套和花键轴不适配。
所述夹爪连接框架包括法兰6、设置在所述法兰6两侧的侧板1、连接轴18以及手指气缸固定板7;所述侧板1之间通过所述连接轴18连接,所述手指气缸固定板7设置在所述侧板1的两端,用于安装所述手指气缸5。所述法兰6上设置有安装孔,机器手的末端可通过所述安装孔与所述法兰6连接。
所述侧板1的内侧设置有与所述控制器电连接的电磁气动换向阀19;所述电磁气动换向阀19通过执行所述控制器的命令能够控制所述手指气缸5的伸出和缩回。优选地,所述电磁气动换向阀19选用三位二通电磁阀。
所述图像获取模块包括设置在所述手指气缸5上端面的固定板20、设置在所述固定板20上的光轴座12、与所述光轴座12垂直连接的光轴10、一端与所述光轴10连接的相机支架16以及设置在所述相机支架16上的相机14。在一种可选的具体实施方式中,所述光轴10与所述相机支架16是活动连接的,即所述相机支架16可沿着所述光轴10的长度有方向滑动,基于此,通过所述光轴10和相机支架16,可以调整所述相机姿态。
在上述具体实施方式的基础上,在另一种可选的具体方式中,所述图像获取模块还包括光源支架11和光源15,所述光源支架11的一端与所述光轴10活动连接,即所述光源支架11可沿着所述光轴10的长度有方向滑动,所述光源15设置在所述光源支架11上。基于此,可以调整所述光源15的姿态。所述光源15的作用在于为相机提供足量的光照,使得拍摄的图像更加清晰。可选地,所述光源15选用亮度可调的LED灯。
所述手指气缸5的两端设置有轮毂夹爪固定块2,所述轮毂夹爪通过所述轮毂夹爪固定块2与所述手指气缸5连接;通过所述手指气缸5驱动所述轮毂夹爪能够驱动所述轮毂夹爪夹紧和松开。
所述轮毂夹爪包括夹爪3、导向V型固定座9、导向轮4、轮毂夹爪固定座22及限位块13;所述轮毂夹爪固定座22设置在所述轮毂夹爪固定块2上,所述夹爪3的一端与所述轮毂夹爪固定座22连接,其另一端设置有所述导向V型固定座9,所述导向轮4设置在所述导向V型固定座9上并与所述导向V型固定座9转动连接;所述导向轮4和所述导向V型固定座9的连接处设置有限位块13,所述限位块13用于限制所述导向V型固定座22的运动范围。工作时,在夹持轮毂时,所述导向轮4是与轮毂接触的,为减少对轮毂的损伤,所述导向轮4可选用柔性材料,或者在所述导向轮4的外表面覆盖一层柔性材料,例如橡胶材质。
所述V型固定座9的中间部位与所述夹爪3固定连接,所述V型固定座9包括第一部分和第二部分,所述第一部分的一端与所述第二部分的一端铰接,即所述第一部分和所述第二部分是可以转动的,但转动的角度是有限的,否则不能将轮毂夹持住。在一种优选的具体实施方式中,所述V型固定座9上设置有两个所述导向轮4,且两个所述导向轮4分别设置在所述第一部分和所述第二部分连接的另一端。所述导向轮4朝向轮毂夹爪的夹持方向设置。
所述手指气缸5的下侧凹槽处装有磁性开关17,所述磁性开关17用于检测手指气缸5的到位状态并将信号反馈给所述控制器,以防止所述轮毂夹爪在未完成动作的前提下运动。具体而言,如图5所示,所述手指气缸5包括缸体51和活塞杆52,所述磁性开关17设置在所述缸体51的左右两端且位于所述活塞杆52运动的路径上,所述活塞杆52位于所述缸体51内的一端设置具有磁性,活塞杆52,伸长意味着所述轮毂夹爪张开(松开轮毂),只有当活塞杆52伸长至一定长度即触发所述磁性开关17时,才打开所述磁性开关17,并向信号反馈给所述控制器,控制器执行下一个命令。当活塞杆52伸长未触发所述磁性开关17时,不触发所述磁性开关17。因此,“防止所述轮毂夹爪在未完成动作的前提下运动”的意思是,在未触发所述磁性开关17的情况下,控制器即执行下一个命令。
通过图像获取模块获取待装配的花键轴和轮毂上的花键套的图像信息,利用处理模块计算花键轴和花键套在周向上的角度偏差,可在后续的装配中纠正角度偏差,更好的将花键轴装配至花键套内。在装配过程中,基于压力传感器的设置可以获取轮毂的受力情况,在将压力值反馈给控制器进行计算分析后,可以得出花键轴是否适配花键套的结果。因此,本发明的轮毂双工位夹爪能够自动化、智能、高效、准确地完成轮毂的搬运及装配,提升装配的效率,大幅降低劳动力成本并提高检产线智能化。
下面简要说明本发明轮毂双工位夹爪的工作原理:
在初始状态时,二位电磁气动换向阀松开气路接通,所述手指气缸5伸出,所述轮毂夹爪处于松开状态,触发手指气缸5一端的磁性开关17,将磁性开关17状态反馈至控制器,夹爪3准备就绪。当夹爪3运行至轮毂夹持位置,两位电磁气动换向阀夹紧气路接通,驱动轮毂夹爪夹紧,使得轮毂夹爪的四个导向轮4与轮毂圆面四点接触,根据四点共圆原则抓取轮毂,使得每次轮毂固定中心不发生偏移,触发手指气缸5另一端磁性开关17,并将磁性开关17状态反馈至控制器。打开光源15和相机14,获取轮毂图像,并将轮毂图像信息发送给处理模块。运动至装配工位,使用工位A轮毂夹爪夹紧装配台上轮毂后,向上运动进行下料,实时监测两夹爪上压力传感器的数值变化,在超出比较阈值时立刻停止运动,完成下料后,将工位B轮毂夹爪运动至装配台正上方,根据视觉处理分析的数据进行调整姿态后,向下运动与花键轴进行装配,在装配过程中控制器实时监测两夹爪上压力传感器的数值变化,在超出比较阈值时立刻停止运动。运动到位后,松开轮毂夹爪。至此一轮的轮毂的搬运及装配完成。
本发明第二方面提供一种轮毂双工位夹爪的控制方法,所述轮毂双工位夹爪的控制方法包括:
获取待装配的花键轴和轮毂上的花键套的图像信息;
计算花键轴和花键套在周向上的角度偏差;
纠正角度偏差并将花键轴装配至花键套内;
获取在装配过程中轮毂的受力情况,并将压力值反馈给控制器进行计算分析。
其中,获取待装配的花键轴和轮毂上的花键套的图像信息图像处理模块获取,计算花键轴和花键套在周向上的角度偏差可以通过处理模块实现。
通过获取待装配的花键轴和轮毂上的花键套的图像信息,计算花键轴和花键套在周向上的角度偏差,可在后续的装配中纠正角度偏差,更好的将花键轴装配至花键套内。在装配过程中,基于压力传感器的设置,可以获取轮毂的受力情况,在将压力值反馈给控制器进行计算分析后,可以得出花键轴是否适配花键套的结果。因此,本发明的轮毂双工位夹爪的控制方法能够自动化、智能、高效、准确地完成轮毂的搬运及装配,提升装配的效率,大幅降低劳动力成本并提高检产线智能化。
进一步地通过检测轮毂两侧的受到的压力差值,判断所述花键轴和所述花键套是否适配。
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
- 轮毂双工位夹爪和控制方法
- 轮毂双工位夹爪