一种快速检测锻件错移量的方法
文献发布时间:2023-06-19 11:40:48
技术领域
本发明涉及锻件检测技术领域,尤其涉及一种快速检测锻件错移量的方法。
背景技术
目前,锻件错移检测大部分是在锻件冷却后进行,通常采用划线法进行检测,其检测效率较低;对于大型锻件而言,其冷却通常需要1~2小时,在首件锻件冷却期间因无法快速检测锻件错移值,故无法进行模具调整,进而不能实现锻件的快速批产,从而造成整个锻造过程效率低下;由此,急需解决。
发明内容
本发明的目的在于针对上述问题,提供一种快速检测锻件错移量的方法,以解决上述背景技术中提出的问题。
本发明的目的是通过以下技术方案来实现:
一种快速检测锻件错移量的方法,包括以下步骤:
a、选取组合样板,所述组合样板按锻件外轮廓拔模斜度设计,其包括第一样板、第二样板,所述第一样板、所述第二样板配合围成检测型腔,所述检测型腔与锻件的外轮廓相适配;
b、使用组合样板贴合锻件的一侧,通过塞尺测量锻件另一侧与组合样板之间的间隙,即测量出锻件的错移量。
作为本发明的一种优选方案,所述第一样板与所述第二样板之间的间距能够调节以提高通用性。
作为本发明的一种优选方案,所述第一样板上开有长条形孔,所述第二样板上开有螺纹孔,固定螺栓穿过所述长条形孔后拧紧于所述螺纹孔内。
本发明的有益效果为,与现有技术相比,本发明在锻件热态下即可进行测量,大大提高了检测效率,从而提高了锻件的锻造批产进度。
附图说明
图1为本发明组合样板的结构示意图;
图2为本发明组合样板的使用状态结构示意图。
图中:
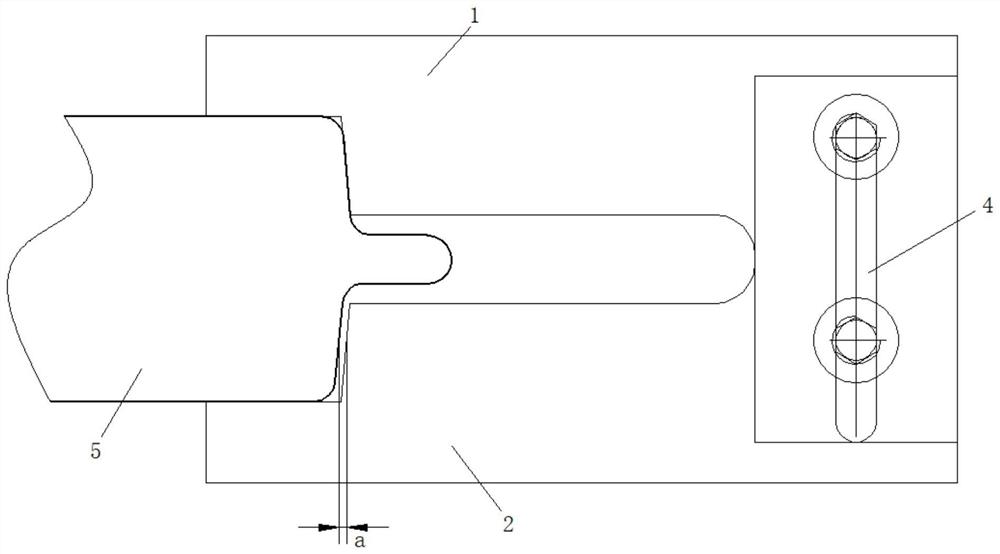
1、第一样板;2、第二样板;3、检测型腔;4、长条形孔;5、锻件。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。可以理解的是,此处所描述的实施例仅仅用于解释本发明,而非对本发明的限定。
请参照图1及图2所示,图1为本发明组合样板的结构示意图;图2为本发明组合样板的使用状态结构示意图。
于本实施例中,一种快速检测锻件错移量的方法,包括以下步骤:
a、选取组合样板,所述组合样板按锻件外轮廓拔模斜度设计,其包括第一样板1、第二样板2,所述第一样板1、所述第二样板2配合围成检测型腔3,所述检测型腔3与锻件5的外轮廓相适配;
b、使用组合样板贴合锻件5的一侧,通过塞尺测量锻件5另一侧与组合样板之间的间隙,即测量出锻件5的错移量。
本实施例中,所述第一样板1与所述第二样板2之间的间距能够调节以提高通用性;具体的,所述第一样板1上开有长条形孔4,所述第二样板2上开有螺纹孔,固定螺栓穿过所述长条形孔4后拧紧于所述螺纹孔内。
上述一种快速检测锻件错移量的方法能够在锻件5锻造完成后立即进行,不需要冷却锻件5和切除飞边,大大提高了锻件5的错移量检测效率,从而提高了锻件5的锻造批产进度;此外,通过关节臂扫描锻件5轮廓,对比采用上述方法的检测结果和关节臂的扫描结果,误差小于0.2mm,由此证明,本申请的检测精度较高。
以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述实施例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书界定。
- 一种快速检测锻件错移量的方法
- 一种用于狭小空间内复杂型面错移量检测装置及检测错移量的方法